第六章角焊缝的构造和计算
- 格式:ppt
- 大小:2.02 MB
- 文档页数:61

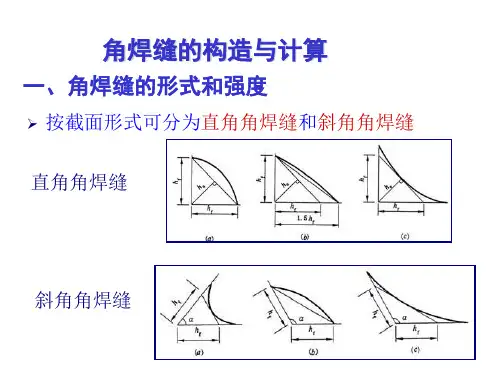
3.3 角焊缝的构造和计算3.3.1 角焊缝的形式和强度角焊缝按其与作用力的关系可分为:正面角焊缝、侧面角焊缝、斜焊缝;正面角焊缝:焊缝长度方向与作用力垂直;侧面角焊缝:焊缝长度方向与作用力平行。
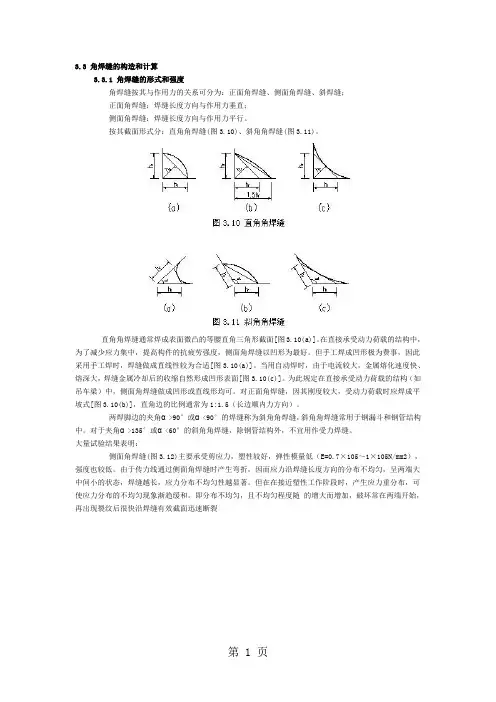
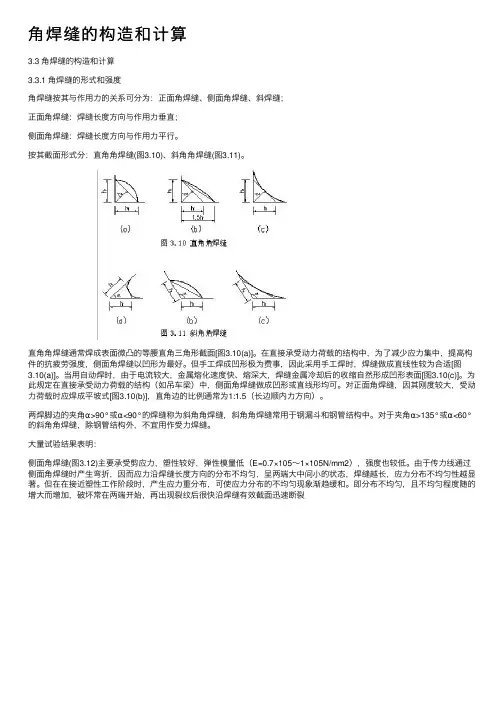
按其截面形式分:直角角焊缝(图3.10)、斜角角焊缝(图3.11)。
直角角焊缝通常焊成表面微凸的等腰直角三角形截面[图3.10(a)]。
在直接承受动力荷载的结构中,为了减少应力集中,提高构件的抗疲劳强度,侧面角焊缝以凹形为最好。
但手工焊成凹形极为费事,因此采用手工焊时,焊缝做成直线性较为合适[图3.10(a)]。
当用自动焊时,由于电流较大,金属熔化速度快、熔深大,焊缝金属冷却后的收缩自然形成凹形表面[图3.10(c)]。
为此规定在直接承受动力荷载的结构(如吊车梁)中,侧面角焊缝做成凹形或直线形均可。
对正面角焊缝,因其刚度较大,受动力荷载时应焊成平坡式[图3.10(b)],直角边的比例通常为1:1.5(长边顺内力方向)。
两焊脚边的夹角α>90°或α<90°的焊缝称为斜角角焊缝,斜角角焊缝常用于钢漏斗和钢管结构中。
对于夹角α>135°或α<60°的斜角角焊缝,除钢管结构外,不宜用作受力焊缝。
大量试验结果表明:侧面角焊缝(图3.12)主要承受剪应力,塑性较好,弹性模量低(E=0.7×105~1×105N/mm2),强度也较低。
由于传力线通过侧面角焊缝时产生弯折,因而应力沿焊缝长度方向的分布不均匀,呈两端大中间小的状态,焊缝越长,应力分布不均匀性越显著。
但在在接近塑性工作阶段时,产生应力重分布,可使应力分布的不均匀现象渐趋缓和。
即分布不均匀,且不均匀程度随的增大而增加,破坏常在两端开始,再出现裂纹后很快沿焊缝有效截面迅速断裂正面角焊缝(图3.13)受力复杂,截面中的各面均存在正应力和剪应力。
由于传力时力线弯折,并且焊根处正好是两焊件接触面的端部,相当于裂缝的尖端,故焊根处存在着很严重的应力集中。
3.3 角焊缝的构造和计算3.3.1 角焊缝的形式和强度角焊缝按其与作用力的关系可分为:正面角焊缝、侧面角焊缝、斜焊缝;正面角焊缝:焊缝长度方向与作用力垂直;侧面角焊缝:焊缝长度方向与作用力平行。
按其截面形式分:直角角焊缝(图3.10)、斜角角焊缝(图3.11)。
直角角焊缝通常焊成表面微凸的等腰直角三角形截面[图3.10(a)]。
在直接承受动力荷载的结构中,为了减少应力集中,提高构件的抗疲劳强度,侧面角焊缝以凹形为最好。
但手工焊成凹形极为费事,因此采用手工焊时,焊缝做成直线性较为合适[图3.10(a)]。
当用自动焊时,由于电流较大,金属熔化速度快、熔深大,焊缝金属冷却后的收缩自然形成凹形表面[图3.10(c)]。
为此规定在直接承受动力荷载的结构(如吊车梁)中,侧面角焊缝做成凹形或直线形均可。
对正面角焊缝,因其刚度较大,受动力荷载时应焊成平坡式[图3.10(b)],直角边的比例通常为1:1.5(长边顺内力方向)。
两焊脚边的夹角α>90°或α<90°的焊缝称为斜角角焊缝,斜角角焊缝常用于钢漏斗和钢管结构中。
对于夹角α>135°或α<60°的斜角角焊缝,除钢管结构外,不宜用作受力焊缝。
大量试验结果表明:侧面角焊缝(图3.12)主要承受剪应力,塑性较好,弹性模量低(E=0.7×105~1×105N/mm2),强度也较低。
由于传力线通过侧面角焊缝时产生弯折,因而应力沿焊缝长度方向的分布不均匀,呈两端大中间小的状态,焊缝越长,应力分布不均匀性越显著。
但在在接近塑性工作阶段时,产生应力重分布,可使应力分布的不均匀现象渐趋缓和。
即分布不均匀,且不均匀程度随的增大而增加,破坏常在两端开始,再出现裂纹后很快沿焊缝有效截面迅速断裂正面角焊缝(图3.13)受力复杂,截面中的各面均存在正应力和剪应力。
由于传力时力线弯折,并且焊根处正好是两焊件接触面的端部,相当于裂缝的尖端,故焊根处存在着很严重的应力集中。
⾓焊缝的构造和计算3.3 ⾓焊缝的构造和计算3.3.1 ⾓焊缝的形式和强度⾓焊缝按其与作⽤⼒的关系可分为:正⾯⾓焊缝、侧⾯⾓焊缝、斜焊缝;正⾯⾓焊缝:焊缝长度⽅向与作⽤⼒垂直;侧⾯⾓焊缝:焊缝长度⽅向与作⽤⼒平⾏。
按其截⾯形式分:直⾓⾓焊缝(图3.10)、斜⾓⾓焊缝(图3.11)。
直⾓⾓焊缝通常焊成表⾯微凸的等腰直⾓三⾓形截⾯[图3.10(a)]。
在直接承受动⼒荷载的结构中,为了减少应⼒集中,提⾼构件的抗疲劳强度,侧⾯⾓焊缝以凹形为最好。
但⼿⼯焊成凹形极为费事,因此采⽤⼿⼯焊时,焊缝做成直线性较为合适[图3.10(a)]。
当⽤⾃动焊时,由于电流较⼤,⾦属熔化速度快、熔深⼤,焊缝⾦属冷却后的收缩⾃然形成凹形表⾯[图3.10(c)]。
为此规定在直接承受动⼒荷载的结构(如吊车梁)中,侧⾯⾓焊缝做成凹形或直线形均可。
对正⾯⾓焊缝,因其刚度较⼤,受动⼒荷载时应焊成平坡式[图3.10(b)],直⾓边的⽐例通常为1:1.5(长边顺内⼒⽅向)。
两焊脚边的夹⾓α>90°或α<90°的焊缝称为斜⾓⾓焊缝,斜⾓⾓焊缝常⽤于钢漏⽃和钢管结构中。
对于夹⾓α>135°或α<60°的斜⾓⾓焊缝,除钢管结构外,不宜⽤作受⼒焊缝。
⼤量试验结果表明:侧⾯⾓焊缝(图3.12)主要承受剪应⼒,塑性较好,弹性模量低(E=0.7×105~1×105N/mm2),强度也较低。
由于传⼒线通过侧⾯⾓焊缝时产⽣弯折,因⽽应⼒沿焊缝长度⽅向的分布不均匀,呈两端⼤中间⼩的状态,焊缝越长,应⼒分布不均匀性越显著。
但在在接近塑性⼯作阶段时,产⽣应⼒重分布,可使应⼒分布的不均匀现象渐趋缓和。
即分布不均匀,且不均匀程度随的增⼤⽽增加,破坏常在两端开始,再出现裂纹后很快沿焊缝有效截⾯迅速断裂正⾯⾓焊缝(图3.13)受⼒复杂,截⾯中的各⾯均存在正应⼒和剪应⼒。
由于传⼒时⼒线弯折,并且焊根处正好是两焊件接触⾯的端部,相当于裂缝的尖端,故焊根处存在着很严重的应⼒集中。
角焊缝的构造和计算一、角焊缝的构造(一)角焊缝的形式角焊缝按其长度方向和外力作用方向的关系可分为与力作用方向平行的侧面角焊缝,与力作用方向垂直的正面角焊缝(端焊缝)和与力作用方向成斜角的斜向角焊缝(图2-6)。
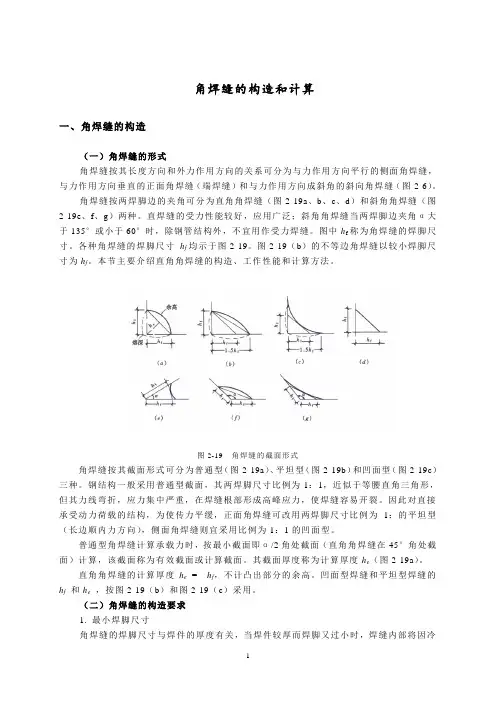
角焊缝按两焊脚边的夹角可分为直角角焊缝(图2-19a、b、c、d)和斜角角焊缝(图2-19e、f、g)两种。
直焊缝的受力性能较好,应用广泛;斜角角焊缝当两焊脚边夹角α大于135°或小于60°时,除钢管结构外,不宜用作受力焊缝。
图中h f称为角焊缝的焊脚尺寸。
各种角焊缝的焊脚尺寸h f均示于图2-19。
图2-19(b)的不等边角焊缝以较小焊脚尺寸为h f。
本节主要介绍直角角焊缝的构造、工作性能和计算方法。
图2-19 角焊缝的截面形式角焊缝按其截面形式可分为普通型(图2-19a)、平坦型(图2-19b)和凹面型(图2-19c)三种。
钢结构一般采用普通型截面,其两焊脚尺寸比例为1:1,近似于等腰直角三角形,但其力线弯折,应力集中严重,在焊缝根部形成高峰应力,使焊缝容易开裂。
因此对直接承受动力荷载的结构,为使传力平缓,正面角焊缝可改用两焊脚尺寸比例为1:的平坦型(长边顺内力方向),侧面角焊缝则宜采用比例为1:1的凹面型。
普通型角焊缝计算承载力时,按最小截面即α/2角处截面(直角角焊缝在45°角处截面)计算,该截面称为有效截面或计算截面。
其截面厚度称为计算厚度h e(图2-19a)。
直角角焊缝的计算厚度h e= h f,不计凸出部分的余高。
凹面型焊缝和平坦型焊缝的h f和h e,按图2-19(b)和图2-19(c)采用。
(二)角焊缝的构造要求1. 最小焊脚尺寸角焊缝的焊脚尺寸与焊件的厚度有关,当焊件较厚而焊脚又过小时,焊缝内部将因冷却过快而产生淬硬组织,容易使焊缝附近主体金属产生裂纹。
因此,角焊缝的最小焊脚尺寸h fmin (mm )应符合下式要求(图2-20a ):(2-12) 此处t max 为较厚焊件的厚度(mm )。