角焊缝的构造和计算
- 格式:doc
- 大小:2.23 MB
- 文档页数:24
直角角焊缝的计算和构造4 .直角角焊缝的计算和构造( l )基本概念1 )直角角焊缝的截面形状:如图 6 -18 所示,因工程应用中多数属此,故常简称角焊缝。
绝大多数角焊缝的两焊脚尺寸相等均为 h f,焊缝表面略凸如图 6 -18 ( a )所示,少数因需要而采用不等焊脚尺寸或为凹面如图 6 -18 ( b )和图 6 -18 (c)所示。
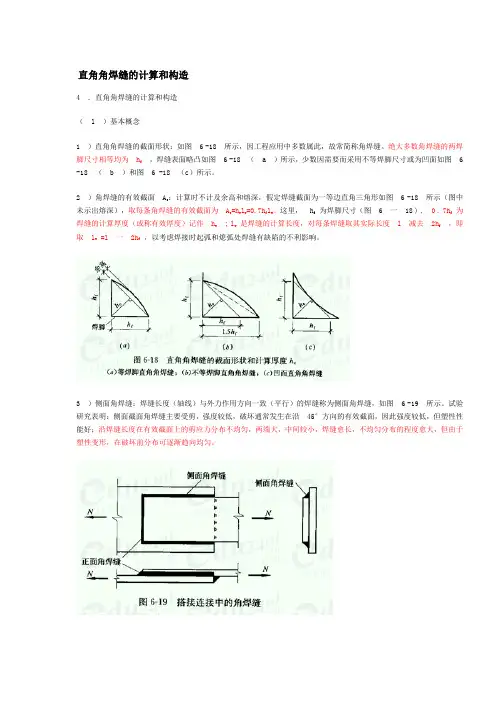
2 )角焊缝的有效截面 A e:计算时不计及余高和熔深,假定焊缝截面为一等边直角三角形如图 6 -18 所示(图中未示出熔深),取每条角焊缝的有效截面为 A e=h e l w=0.7h f l w。
这里, h f 为焊脚尺寸(图 6 一 18 ) , 0 . 7h f 为焊缝的计算厚度(或称有效厚度)记作 h e ; l w 是焊缝的计算长度,对每条焊缝取其实际长度 l 减去 2h f,即取 l w =l 一 2h f ,以考虑焊接时起弧和熄弧处焊缝有缺陷的不利影响。
3 )侧面角焊缝:焊缝长度(轴线)与外力作用方向一致(平行)的焊缝称为侧面角焊缝,如图 6 -19 所示。
试验研究表明:侧面截面角焊缝主要受剪,强度较低,破坏通常发生在沿45°方向的有效截面,因此强度较低,但塑性性能好;沿焊缝长度在有效截面上的剪应力分布不均匀,两端大,中间较小,焊缝愈长,不均匀分布的程度愈大,但由于塑性变形,在破坏前分布可逐渐趋向均匀。
4 )正面角焊缝:焊缝长度与外受力作用方向相垂直的焊缝称为正面角焊缝,如图 6 -19 所示。
试验研究表明:正面角焊缝多轴受力(复杂应力状态),破坏通常不发生在45°方向的有效截面,因此强度较侧面角焊缝为高,一般可高 1 / 3 左右,且刚度较大;沿焊缝长度在有效截面上的应力分布较均匀。
( 2 )基本假定角焊缝中的应力分布较复杂,侧面角焊缝和正面角焊缝的受力性能不同,很难精确计算。
因此,目前我国和国际上许多国家(地区)对角焊缝采用简化计算法,即计算时采用以下简化假定:1 )每条角焊缝计算时的破坏截面为沿 45 °方向的有效截面,即为 h e l w =0 . 7h f l w。

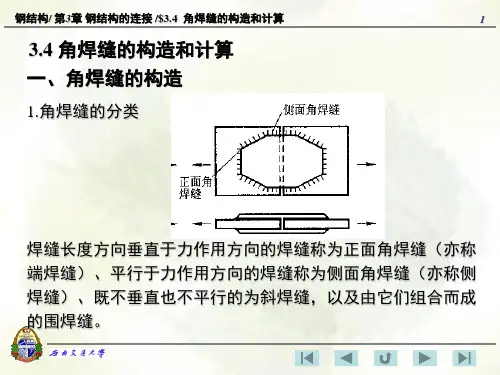
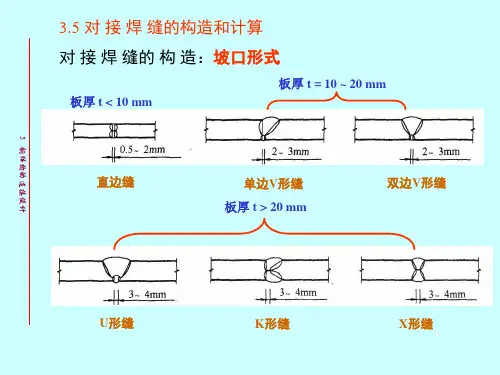
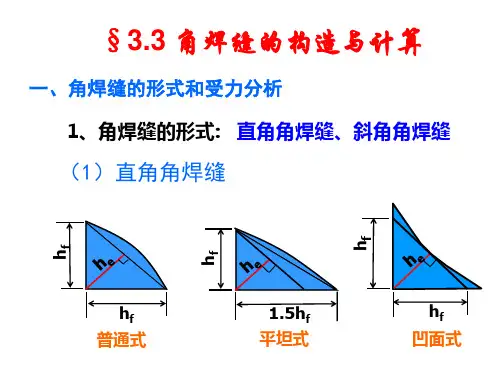
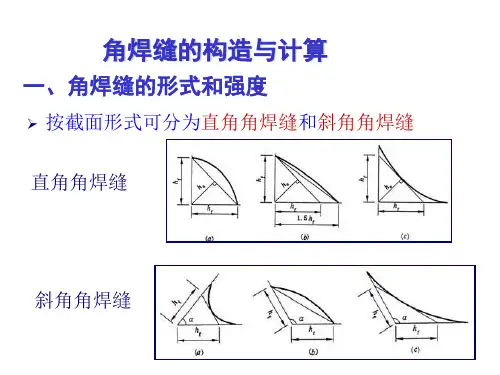
3.3 角焊缝的构造和计算3.3.1 角焊缝的形式和强度角焊缝按其与作用力的关系可分为:正面角焊缝、侧面角焊缝、斜焊缝;正面角焊缝:焊缝长度方向与作用力垂直;侧面角焊缝:焊缝长度方向与作用力平行。
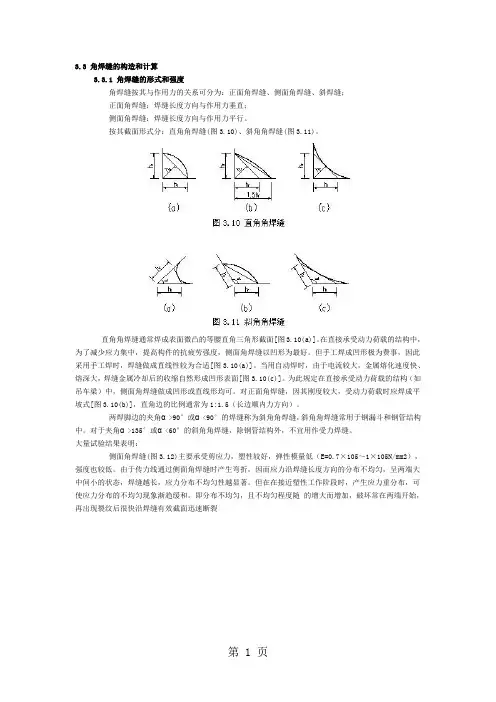
按其截面形式分:直角角焊缝(图3.10)、斜角角焊缝(图3.11)。
直角角焊缝通常焊成表面微凸的等腰直角三角形截面[图3.10(a)]。
在直接承受动力荷载的结构中,为了减少应力集中,提高构件的抗疲劳强度,侧面角焊缝以凹形为最好。
但手工焊成凹形极为费事,因此采用手工焊时,焊缝做成直线性较为合适[图3.10(a)]。
当用自动焊时,由于电流较大,金属熔化速度快、熔深大,焊缝金属冷却后的收缩自然形成凹形表面[图3.10(c)]。
为此规定在直接承受动力荷载的结构(如吊车梁)中,侧面角焊缝做成凹形或直线形均可。
对正面角焊缝,因其刚度较大,受动力荷载时应焊成平坡式[图3.10(b)],直角边的比例通常为1:1.5(长边顺内力方向)。
两焊脚边的夹角α>90°或α<90°的焊缝称为斜角角焊缝,斜角角焊缝常用于钢漏斗和钢管结构中。
对于夹角α>135°或α<60°的斜角角焊缝,除钢管结构外,不宜用作受力焊缝。
大量试验结果表明:侧面角焊缝(图3.12)主要承受剪应力,塑性较好,弹性模量低(E=0.7×105~1×105N/mm2),强度也较低。
由于传力线通过侧面角焊缝时产生弯折,因而应力沿焊缝长度方向的分布不均匀,呈两端大中间小的状态,焊缝越长,应力分布不均匀性越显著。
但在在接近塑性工作阶段时,产生应力重分布,可使应力分布的不均匀现象渐趋缓和。
即分布不均匀,且不均匀程度随的增大而增加,破坏常在两端开始,再出现裂纹后很快沿焊缝有效截面迅速断裂正面角焊缝(图3.13)受力复杂,截面中的各面均存在正应力和剪应力。
由于传力时力线弯折,并且焊根处正好是两焊件接触面的端部,相当于裂缝的尖端,故焊根处存在着很严重的应力集中。
3.3 角焊缝的构造和计算3.3.1 角焊缝的形式和强度角焊缝按其与作用力的关系可分为:正面角焊缝、侧面角焊缝、斜焊缝;正面角焊缝:焊缝长度方向与作用力垂直;侧面角焊缝:焊缝长度方向与作用力平行。
按其截面形式分:直角角焊缝(图3.10)、斜角角焊缝(图3.11)。
直角角焊缝通常焊成表面微凸的等腰直角三角形截面[图3.10(a)]。
在直接承受动力荷载的结构中,为了减少应力集中,提高构件的抗疲劳强度,侧面角焊缝以凹形为最好。
但手工焊成凹形极为费事,因此采用手工焊时,焊缝做成直线性较为合适[图3.10(a)]。
当用自动焊时,由于电流较大,金属熔化速度快、熔深大,焊缝金属冷却后的收缩自然形成凹形表面[图3.10(c)]。
为此规定在直接承受动力荷载的结构(如吊车梁)中,侧面角焊缝做成凹形或直线形均可。
对正面角焊缝,因其刚度较大,受动力荷载时应焊成平坡式[图3.10(b)],直角边的比例通常为1:1.5(长边顺内力方向)。
两焊脚边的夹角α>90°或α<90°的焊缝称为斜角角焊缝,斜角角焊缝常用于钢漏斗和钢管结构中。
对于夹角α>135°或α<60°的斜角角焊缝,除钢管结构外,不宜用作受力焊缝。
大量试验结果表明:侧面角焊缝(图3.12)主要承受剪应力,塑性较好,弹性模量低(E=0.7×105~1×105N/mm2),强度也较低。
由于传力线通过侧面角焊缝时产生弯折,因而应力沿焊缝长度方向的分布不均匀,呈两端大中间小的状态,焊缝越长,应力分布不均匀性越显著。
但在在接近塑性工作阶段时,产生应力重分布,可使应力分布的不均匀现象渐趋缓和。
即分布不均匀,且不均匀程度随的增大而增加,破坏常在两端开始,再出现裂纹后很快沿焊缝有效截面迅速断裂正面角焊缝(图3.13)受力复杂,截面中的各面均存在正应力和剪应力。
由于传力时力线弯折,并且焊根处正好是两焊件接触面的端部,相当于裂缝的尖端,故焊根处存在着很严重的应力集中。
角焊缝及其计算型式及分类截面形式:普通型(等边凸形)、平坦型(不等边凹形)、凹面形两焊脚边夹角: 直角角焊缝、斜角角焊缝、焊缝长度与作用方向1.侧面角焊缝(侧缝)侧缝主要承受剪力, 应力状态叫单纯, 在弹性阶段, 剪应力沿焊缝长度方向分布不均匀, 两端大中间小, 且焊缝越长越不均匀, 但侧缝塑性好。
2. 正面角焊缝(端缝)端缝连接中传力线有较大的弯折, 应力状态较复杂, 正面角焊缝沿焊缝长度方向分布比较均匀, 但焊脚及有效厚度面上存在严重的应力集中现象, 所以其破坏属于正应力和剪应力的综合破坏, 但正面角焊缝的刚度较大, 变形较小, 塑性较差, 性质较脆。
3. 斜向角焊缝斜向角焊缝受力情况较复杂, 其性能介于侧缝和端缝之间, 常用于杆件倾斜相支的情况, 也用在板件较宽, 内力较大连接中。
4. 周围角焊缝主要为了增加焊缝的长度和使焊缝遍及板件全宽, 而把板件交搭处的所有交搭线尽可能多的加以焊接, 成为开口或封闭的周围角焊缝。
构造及要求。
4.1.最小焊脚尺.4.2.最大焊脚尺.贴边处满.4.3.角焊缝最小长度4.4.侧面角焊缝最大计算长度4.5.板件端部仅有两条角焊缝时每条侧面角焊缝的计算长度4.6.搭接连接中搭接长度应满.而且不宜采用一条正面角焊缝来传力。
4.7.在次要构件和焊缝连接中,允许采用断续角焊缝,各段间距满足以保证整体受力。
角焊缝连接计算基本计算公式轴心作用下的角焊缝计算轴心作用下角钢的角焊缝计算弯矩,剪力和轴心力共同作用下角焊缝计算(T形接头)弯矩,剪力和轴心力共同作用下角焊缝计算(搭接形接头)1.端缝、侧缝在轴向力作用下的计算.(1)端缝...——垂直于焊缝长度方向的应力....h.——角焊缝有效厚度....l.——角焊缝计算长度,每条角焊缝取实际长度减10mm(每端减5mm).ff.——角焊缝强度设计值.b.——系数,对承受静力荷载和间接承受动力荷载的结构,b.=1.22,直接承受动力荷载b.=1.0。
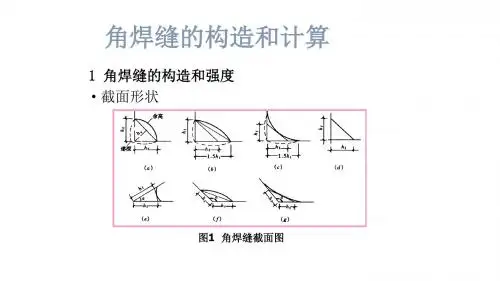
角焊缝的构造和计算一、角焊缝的构造(一)角焊缝的形式角焊缝按其长度方向和外力作用方向的关系可分为与力作用方向平行的侧面角焊缝,与力作用方向垂直的正面角焊缝(端焊缝)和与力作用方向成斜角的斜向角焊缝(图2-6)。
角焊缝按两焊脚边的夹角可分为直角角焊缝(图2-19a、b、c、d)和斜角角焊缝(图2-19e、f、g)两种。
直焊缝的受力性能较好,应用广泛;斜角角焊缝当两焊脚边夹角α大于135°或小于60°时,除钢管结构外,不宜用作受力焊缝。
图中h f称为角焊缝的焊脚尺寸。
各种角焊缝的焊脚尺寸h f均示于图2-19。
图2-19(b)的不等边角焊缝以较小焊脚尺寸为h f。
本节主要介绍直角角焊缝的构造、工作性能和计算方法。
图2-19 角焊缝的截面形式角焊缝按其截面形式可分为普通型(图2-19a)、平坦型(图2-19b)和凹面型(图2-19c)三种。
钢结构一般采用普通型截面,其两焊脚尺寸比例为1:1,近似于等腰直角三角形,但其力线弯折,应力集中严重,在焊缝根部形成高峰应力,使焊缝容易开裂。
因此对直接承受动力荷载的结构,为使传力平缓,正面角焊缝可改用两焊脚尺寸比例为1:的平坦型(长边顺内力方向),侧面角焊缝则宜采用比例为1:1的凹面型。
普通型角焊缝计算承载力时,按最小截面即α/2角处截面(直角角焊缝在45°角处截面)计算,该截面称为有效截面或计算截面。
其截面厚度称为计算厚度h e(图2-19a)。
直角角焊缝的计算厚度h e= h f,不计凸出部分的余高。
凹面型焊缝和平坦型焊缝的h f和h e,按图2-19(b)和图2-19(c)采用。
(二)角焊缝的构造要求1. 最小焊脚尺寸角焊缝的焊脚尺寸与焊件的厚度有关,当焊件较厚而焊脚又过小时,焊缝内部将因冷却过快而产生淬硬组织,容易使焊缝附近主体金属产生裂纹。
因此,角焊缝的最小焊脚尺寸h fmin (mm )应符合下式要求(图2-20a ):(2-12) 此处t max 为较厚焊件的厚度(mm )。
第三章连接§3-3角焊缝的构造和计算3.3.1角焊缝的构造一、角焊缝的形式和强度角焊缝(fillet welds)是最常用的焊缝。
角焊缝按其与作用力的关系可分为:焊缝长度方向与作用力垂直的正面角焊缝;焊缝长度方向与作用力平行的侧面角焊缝以及斜焊缝。
按其截面形式可分为直角角焊缝(图3.3.1)和斜角角焊缝(图3.3.2)。
直角角焊缝通常做成表面微凸的等腰直角三角形截面(图3.3.1a)。
在直接承受动力荷载的结构中,正面角焊缝的截面常采用图3.3.1(b)所示的坦式,侧面角焊缝的截面则作成凹面式(图3.3.1c)。
图中的hf为焊角尺寸。
两焊脚边的夹角α>90°或α<90°的焊缝称为斜角角焊缝(图3.3.2)。
斜角角焊缝常用于钢漏斗和钢管结构中。
对于夹角α>135°或α<60°的斜角角焊缝,除钢管结构外,不宜用作受力焊缝。
传力线通过侧面角焊缝时产生弯折,应力沿焊缝长度方向的分布不均匀,呈两端大而中间小的状态。
焊缝越长,应力分布越不均匀,但在进入塑性工作阶段时产生应力重分布,可使应力分布的不均匀现象渐趋缓和。
正面角焊缝(图3.3.3b)受力较复杂,截面的各面均存在正应力和剪应力,焊根处有很大的应力集中。
这一方面由于力线的弯折,另一方面焊根处正好是两焊件接触间隙的端部,相当于裂缝的尖端。
经试验,正面角焊缝的静力强度高于侧面角焊缝。
国内外试验结果表明,相当于Q235钢和E43型焊条焊成的正面角焊缝的平均破坏强度比侧面角焊缝要高出35%以上(图3.3.4)。
低合金钢的试验结果也有类似情况。
由图3.3.4看出,斜焊缝的受力性能和强度介于正面角焊缝和侧面角焊缝之间。
二、角焊缝的构造要求1、最大焊脚尺寸为了避免烧穿较薄的焊件,减少焊接应力和焊接变形,角焊缝的焊脚尺寸不宜太大。
规范规定:除了直接焊接钢管结构的焊脚尺寸hf不宜大于支管壁厚的2倍之外,hf不宜大于较薄焊件厚度的1.2倍。
在板件边缘的角焊缝,当板件厚度t>6mm时,hf≤t;当t>6mm时,hf≤t-(1-2)mm;。
圆孔或槽孔内的角焊缝尺寸尚不宜大于圆孔直径或槽孔短径的1/3。
2、最小焊脚尺寸3、侧面角焊缝的最大计算长度侧面角焊缝的计算长度不宜大于60hf,当大于上述数值时,其超过部分在计算中不予考虑。
这是因为侧焊缝应力沿长度分布不均匀,两端较中间大,且焊缝越长差别越大。
当焊缝太长时,虽然仍有因塑性变形产生的内力重分布,但两端应力可首先达到强度极限而破坏。
若内力沿测面角焊缝全长分布时,比如焊接梁翼缘板与腹板的连接焊缝,计算长度可不受上述限制。
4、角焊缝的最小计算长度角焊缝的焊脚尺寸大而长度较小时,焊件的局部加热严重,焊缝起灭弧所引起的缺陷相距太近,以及焊缝中可能产生的其他缺陷,使焊缝不够可靠。
对搭接连接的侧面角焊缝而言,如果焊缝长度过小,由于力线弯折大,也会造成严重应力集中。
因此,为了使焊缝能够有一定的承载能力,根据使用经验,侧面角焊缝或正面角焊缝的计算长度均不得小于8hf和40mm,也就是说,其实际焊接长度应较前述数值还要大2hf(单位:mm)。
5、搭接连接的构造要求当板件端部仅有两条侧面角焊缝连接时(图3.3.5),试验结果表明,连接的承载力与b/lw有关。
b为两侧焊缝的距离,lw为侧焊缝长度。
当b/lw>1时,连接的承载力随着b/lw比值的增大而明显下降。
这主要是因应力传递的过分弯折使构件中应力分布不均匀造成的。
为使连接强度不致过分降低,应使每条侧焊缝的长度不宜小于两侧面角焊缝之间的距离,即b/lw≤1。
两侧面角焊缝之间的距离b也不宜大于16t(t>12mm)或200mm(t≤12mm),t为较薄焊件的厚度,以免因焊缝横向收缩,引起板件发生较大拱曲。
在搭接连接中,当仅采用正面角焊缝时(图3.3.6),其搭接长度不得小于焊件较小厚度的5倍,也不得小于25mm,以免焊缝受偏心弯矩影响太大而破坏。
杆件端部搭接采用三面围焊时,在转角处截面突变,会产生应力集中,如在此处起灭弧,可能出现弧坑或咬肉等缺陷,从而加大应力集中的影响。
故所有围焊的转角处必须连续施焊。
对于非围焊情况,当角焊缝的端部在构件转角处时,可连续地作长度为2hf的绕角焊(图3.3.5)。
杆件与节点板的连接焊缝宜采用两面侧焊,也可用三面围焊,对角钢杆件可采用L形围焊(图3.3.7),所有围焊的转角处也必须连续施焊。
3.3.2直角角焊缝的基本计算公式当角焊缝的两焊脚边夹角为90°时,称为直角角焊缝,即一般所指的角焊缝。
角焊缝的有效截面为焊缝有效厚度(喉部尺寸)与计算长度的乘积,而有效厚度he=0.7hf为焊缝横截面的内接等腰三角形的最短距离,即不考虑熔深和凸度(图3.3.8)。
试验表明,直角角焊缝的破坏常发生在喉部,故长期以来对角焊缝的研究均着重于这一部位。
通常认为直角角焊缝是以45°方向的最小截面(即有效厚度也称计算厚度与焊缝计算长度的乘积)作为有效计算截面。
作用于焊缝有效截面上的应力国家标准化组织(ISO)推荐用式(3.3.1)来确定角焊缝的极限强度:我国规范采用了折算应力公式(3.3.2)。
引入抗力分项系数后,得角焊缝的计算式:3.3.3角焊缝的计算一、承受轴心力作用时角焊缝连接的计算1、用盖板的对接连接当焊件受轴心力,且轴心力通过连接焊缝中心时,可认为焊缝应力是均匀分布的。
图3.3.11用盖板的对接连接中,当只有侧面角焊缝时,按式(3.3.8)计算;当只有正面角焊缝时,按式(3.3.7)计算正面角焊缝承担的内力:2、承受斜向轴心力的角焊缝图3.3.12所示受斜向轴心力的角焊缝连接,有两种计算方法。
3、承受轴力的角钢端部连接在钢桁架中,角钢腹杆与节点板的连接焊缝一般采用两面侧焊,也可采用三面围焊,特殊情况也允许采用L形围焊(图3.3.13)。
腹杆受轴心力作用,为了避免焊缝偏心受力,焊缝所传递的合力的作用线应与角钢杆件的轴线重合。
对于三面围焊(图3.3.13b)可先假定正面角焊缝的焊脚尺寸hf3,求出正面角焊缝所分担的轴心力N3。
当腹杆为双角钢组成的T形截面,且肢宽为b 时,对于两面侧焊(图3.3.13a),因N3=0,得:求得各条焊缝所受的内力后,按构造要求(角焊缝的尺寸限制)假定肢背和肢尖焊缝的焊脚尺寸,即可求出焊缝的计算长度。
例如对双角钢截面:考虑到每条焊缝两端的起灭弧缺陷,实际焊缝长度应为计算长度加2hf;对于采用绕角焊的侧面角焊缝实际长度等于计算长度(绕角焊缝长度2hf不进入计算)。
当杆件受力很小时,可采用L形围焊(图3.3.13c)。
由于只有正面角焊缝和角钢肢背上的侧面角焊缝,令式(3.3.14)中的N2=0,得:角钢肢背上的角焊缝计算长度可按式(3.3.17)计算,角钢端部的正面角焊缝的长度已知,可按下式计算其焊脚尺寸:[例题3-2]试设计用拼接盖板的对接连接(图3.3.14)。
已知钢板宽B=270mm,厚度t1=28mm,拼接盖板厚度t2=16mm。
该连接承受的静态轴心力N=1400kN(设计值),钢材为Q235-B,手工焊,焊条为E43型。
[解]设计拼接盖板的对接连接有两种方法。
一种方法是假定焊脚尺寸求得焊缝长度,再由焊缝长度确定拼接盖板的尺寸;另一方法是先假定焊脚尺寸和拼接盖板的尺寸,然后验算焊缝的承载力。
如果假定的焊缝尺寸不能满足承载力要求时,则应调整焊脚尺寸,再行验算,直到满足承载力要求为止。
角焊缝的焊脚尺寸hf应根据板件厚度确定:由于此处的焊缝在板件边缘施焊,且拼接盖板厚度t2=16mm>6mm,t2<t1,则:[例题3-3] 试确定图3.3.15所示承受静态轴心力的三面围焊连接的承载力及肢尖焊缝的长度。
已知角钢2∟125×10,与厚度为8mm的节点板连接,其搭接长度为300mm,焊脚尺寸hf=8mm,钢材为Q235-B,手工焊,焊条为E43型。
二、复杂受力时角焊缝连接计算当焊缝非轴心受力时,可以将外力的作用分解为轴力、弯矩、扭矩、剪力等简单受力情况,分别求出具各自的焊缝应力,然后利用叠加原理,找出焊缝中受力最大的几个点,利用公式(3.3.6)进行验算。
1、承受轴力、弯矩、剪力的联合作用时角焊缝的计算图3.3.16所示的双面角焊缝连接承受偏心斜拉力N作用,计算时,可将作用力N分解为NX和Ny两个分力。
角焊缝同时承受轴心力NX、剪力Ny和弯矩M=NX•e的共同作用。
焊缝计算截面上的应力分布如图3.3.16(b)所示,图中A点应力最大为控制设计点。
此处垂直于焊缝长度方向的应力由两部分组成,即由轴心拉力NX产生的应力:这两部分应力由于在A点处的方向相同,可直接叠加,故A点垂直于焊缝长度方向的应力为:对于工字梁(或牛腿)与钢柱翼缘的角焊缝连接(图3.3.17),通常只承受弯矩M和剪力V的联合作用。
由于翼缘的竖向刚度较差,在剪力作用下,如果没有腹板焊缝存在,翼缘将发生明显挠曲。
这就说明,翼缘板的抗剪能力极差。
因此,计算时通常假设腹板焊缝承受全部剪力,而弯矩则由全部焊缝承受。
为了焊缝分布较合理,宜在每个翼缘的上下两侧均匀布置焊缝,弯曲应力沿梁高度呈三角形分布,最大应力发生在翼缘焊缝的最外纤维1处,由于翼缘焊缝只承受垂直于焊缝长度方向的弯曲应力,为了保证此焊缝的正常工作,应使翼缘焊缝最外纤维处的应力满足角焊缝的强度条件,即:腹板焊缝承受两种应力的联合作用,即垂直于焊缝长度方向、且沿梁高度呈三角形分布的弯曲应力和平行于焊缝长度方向、且沿焊缝截面均匀分布的剪应力的作用,设计控制点为翼缘焊缝与腹板焊缝2的交点处,此处的弯曲应力和剪应力分别按下式计算:则腹板焊缝2的端点应按下式验算强度工字梁(或牛腿)与钢柱翼缘角焊缝的连接的另一种计算方法是使焊缝传递应力与母材所承受应力相协调,即假设腹板焊缝只承受剪力;翼缘焊缝承担全部弯矩,并将弯矩M化为一对水平力H=M/h1。
则翼缘焊缝的强度计算式为:腹板焊缝的强度计算式为:2、三面围焊承受扭矩剪力联合作用时角焊缝的计算图3.3.19为三面围焊承受偏心力F。
此偏心力产生轴心力F和扭矩T=F•e。
最危险点为A或A’点。
计算时按弹性理论假定:①被连接件是绝对刚性的,它有绕焊缝形心O旋转的趋势,而角焊缝本身是弹性的;②角焊缝群上任一点的应力方向垂直于该点与形心的连线,且应力大小与连线长度r成正比。
图3.3.19中,A点与A’点距形心O点最远,故A点和A’点由扭矩T引起的剪应力τT最大,焊缝群其他各处由扭矩T引起的剪应力τT均小于A点和A’点的剪应力,故A点和A’点为设计控制点。
3.3.4 斜角角焊缝的部分焊透的对接焊缝的计算一、斜角角焊缝的计算两焊脚边的夹角不是90°的角焊缝为斜角角焊缝(obligue fillet welds),如图3.3.20所示。