直角角焊缝连接的构造和计算
- 格式:doc
- 大小:546.50 KB
- 文档页数:9
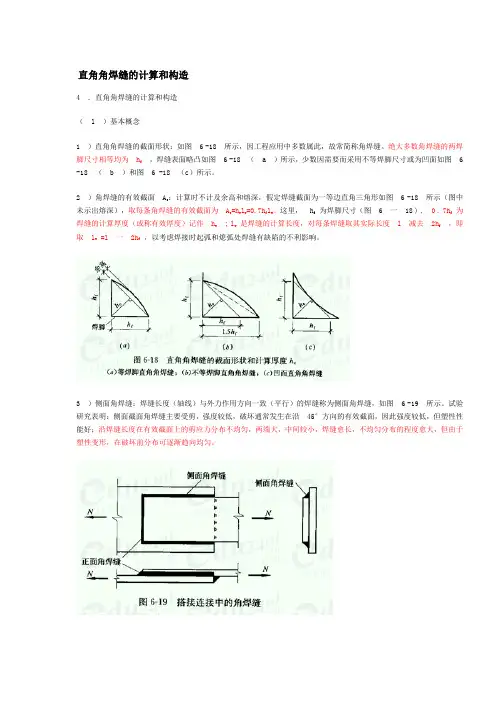
直角角焊缝的计算和构造4 .直角角焊缝的计算和构造( l )基本概念1 )直角角焊缝的截面形状:如图 6 -18 所示,因工程应用中多数属此,故常简称角焊缝。
绝大多数角焊缝的两焊脚尺寸相等均为 h f,焊缝表面略凸如图 6 -18 ( a )所示,少数因需要而采用不等焊脚尺寸或为凹面如图 6 -18 ( b )和图 6 -18 (c)所示。
2 )角焊缝的有效截面 A e:计算时不计及余高和熔深,假定焊缝截面为一等边直角三角形如图 6 -18 所示(图中未示出熔深),取每条角焊缝的有效截面为 A e=h e l w=0.7h f l w。
这里, h f 为焊脚尺寸(图 6 一 18 ) , 0 . 7h f 为焊缝的计算厚度(或称有效厚度)记作 h e ; l w 是焊缝的计算长度,对每条焊缝取其实际长度 l 减去 2h f,即取 l w =l 一 2h f ,以考虑焊接时起弧和熄弧处焊缝有缺陷的不利影响。
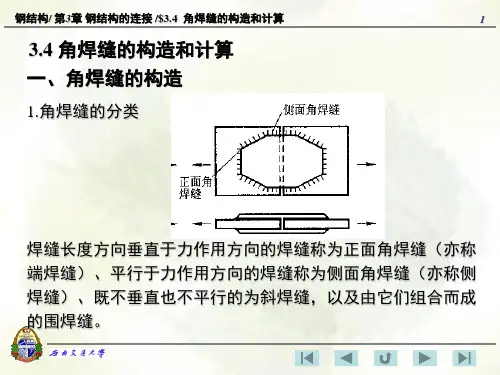
3 )侧面角焊缝:焊缝长度(轴线)与外力作用方向一致(平行)的焊缝称为侧面角焊缝,如图 6 -19 所示。
试验研究表明:侧面截面角焊缝主要受剪,强度较低,破坏通常发生在沿45°方向的有效截面,因此强度较低,但塑性性能好;沿焊缝长度在有效截面上的剪应力分布不均匀,两端大,中间较小,焊缝愈长,不均匀分布的程度愈大,但由于塑性变形,在破坏前分布可逐渐趋向均匀。
4 )正面角焊缝:焊缝长度与外受力作用方向相垂直的焊缝称为正面角焊缝,如图 6 -19 所示。
试验研究表明:正面角焊缝多轴受力(复杂应力状态),破坏通常不发生在45°方向的有效截面,因此强度较侧面角焊缝为高,一般可高 1 / 3 左右,且刚度较大;沿焊缝长度在有效截面上的应力分布较均匀。
( 2 )基本假定角焊缝中的应力分布较复杂,侧面角焊缝和正面角焊缝的受力性能不同,很难精确计算。
因此,目前我国和国际上许多国家(地区)对角焊缝采用简化计算法,即计算时采用以下简化假定:1 )每条角焊缝计算时的破坏截面为沿 45 °方向的有效截面,即为 h e l w =0 . 7h f l w。

3.3 角焊缝的构造和计算3.3.1 角焊缝的形式和强度角焊缝按其与作用力的关系可分为:正面角焊缝、侧面角焊缝、斜焊缝;正面角焊缝:焊缝长度方向与作用力垂直;侧面角焊缝:焊缝长度方向与作用力平行。
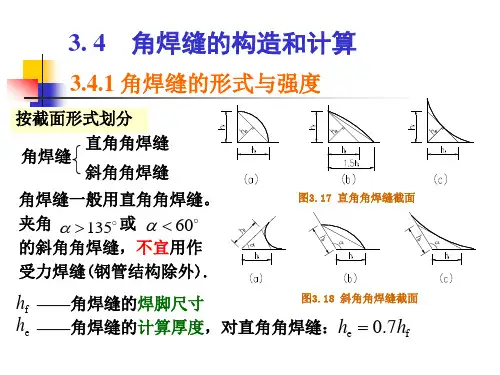
按其截面形式分:直角角焊缝(图3.10)、斜角角焊缝(图3.11)。
直角角焊缝通常焊成表面微凸的等腰直角三角形截面[图3.10(a)]。
在直接承受动力荷载的结构中,为了减少应力集中,提高构件的抗疲劳强度,侧面角焊缝以凹形为最好。
但手工焊成凹形极为费事,因此采用手工焊时,焊缝做成直线性较为合适[图3.10(a)]。
当用自动焊时,由于电流较大,金属熔化速度快、熔深大,焊缝金属冷却后的收缩自然形成凹形表面[图3.10(c)]。
为此规定在直接承受动力荷载的结构(如吊车梁)中,侧面角焊缝做成凹形或直线形均可。
对正面角焊缝,因其刚度较大,受动力荷载时应焊成平坡式[图3.10(b)],直角边的比例通常为1:1.5(长边顺内力方向)。
两焊脚边的夹角α>90°或α<90°的焊缝称为斜角角焊缝,斜角角焊缝常用于钢漏斗和钢管结构中。
对于夹角α>135°或α<60°的斜角角焊缝,除钢管结构外,不宜用作受力焊缝。
大量试验结果表明:侧面角焊缝(图3.12)主要承受剪应力,塑性较好,弹性模量低(E=0.7×105~1×105N/mm2),强度也较低。
由于传力线通过侧面角焊缝时产生弯折,因而应力沿焊缝长度方向的分布不均匀,呈两端大中间小的状态,焊缝越长,应力分布不均匀性越显著。
但在在接近塑性工作阶段时,产生应力重分布,可使应力分布的不均匀现象渐趋缓和。
即分布不均匀,且不均匀程度随的增大而增加,破坏常在两端开始,再出现裂纹后很快沿焊缝有效截面迅速断裂正面角焊缝(图3.13)受力复杂,截面中的各面均存在正应力和剪应力。
由于传力时力线弯折,并且焊根处正好是两焊件接触面的端部,相当于裂缝的尖端,故焊根处存在着很严重的应力集中。
钢结构得焊接连接钢结构得连接方法可分为焊缝连接、螺栓连接与铆钉连接三种。
焊接连接就是现代钢结构最主要得连接方法。
它得优点就是:(1)焊件间可直接相连,构造简单,制作加工方便;(2)不削弱截面,用料经济;(3)连接得密闭性好,结构刚度大;(4)可实现自动化操作,提高焊接结构得质量。
缺点就是:(1)在焊缝附近得热影响区内,钢材得材质变脆;(2)焊接残余应力与变形使受压构件承载力降低;(3)焊接结构对裂纹很敏感,低温时冷脆得问题较为突出。
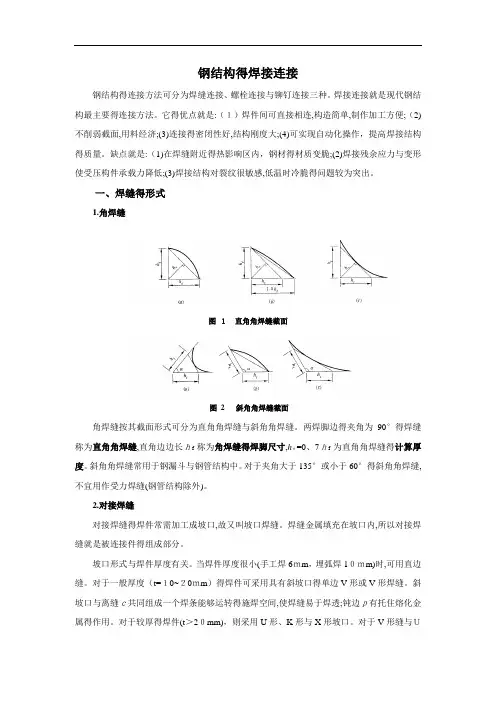
一、焊缝得形式1.角焊缝图1直角角焊缝截面图 2 斜角角焊缝截面角焊缝按其截面形式可分为直角角焊缝与斜角角焊缝。
两焊脚边得夹角为90°得焊缝称为直角角焊缝,直角边边长hf称为角焊缝得焊脚尺寸,he=0、7hf为直角角焊缝得计算厚度。
斜角角焊缝常用于钢漏斗与钢管结构中。
对于夹角大于135°或小于60°得斜角角焊缝,不宜用作受力焊缝(钢管结构除外)。
2.对接焊缝对接焊缝得焊件常需加工成坡口,故又叫坡口焊缝。
焊缝金属填充在坡口内,所以对接焊缝就是被连接件得组成部分。
坡口形式与焊件厚度有关。
当焊件厚度很小(手工焊6mm,埋弧焊10mm)时,可用直边缝。
对于一般厚度(t=10~20mm)得焊件可采用具有斜坡口得单边V形或V形焊缝。
斜坡口与离缝c共同组成一个焊条能够运转得施焊空间,使焊缝易于焊透;钝边p有托住熔化金属得作用。
对于较厚得焊件(t>20mm),则采用U形、K形与X形坡口。
对于V形缝与U形缝需对焊缝根部进行补焊。
对接焊缝坡口形式得选用,应根据板厚与施工条件按现行标准《建筑结构焊接规程》得要求进行。
凡T 形,十字形或角接接头得对接焊缝称之为对接与角接组合焊缝。
图3 对接焊缝得坡口形式3.焊缝质量检验《钢结构工程施工质量验收规范》规定焊缝按其检验方法与质量要求分为一级、二级与三级。
三级焊缝只要求对全部焊缝作外观检查且符合三级质量标准;一级、二级焊缝则除外观检查外,还要求一定数量得超声波检验并符合相应级别得质量标准。
“钢构造“网上辅导材料二钢构造的焊接连接钢构造的连接方法可分为焊缝连接、螺栓连接和铆钉连接三种。
焊接连接是现代钢构造最主要的连接方法。
它的优点是:〔1〕焊件间可直接相连,构造简单,制作加工方便;〔2〕不削弱截面,用料经济;〔3〕连接的密闭性好,构造刚度大;〔4〕可实现自动化操作,提高焊接构造的质量。
缺点是:〔1〕在焊缝附近的热影响区,钢材的材质变脆;〔2〕焊接剩余应力和变形使受压构件承载力降低;〔3〕焊接构造对裂纹很敏感,低温时冷脆的问题较为突出。
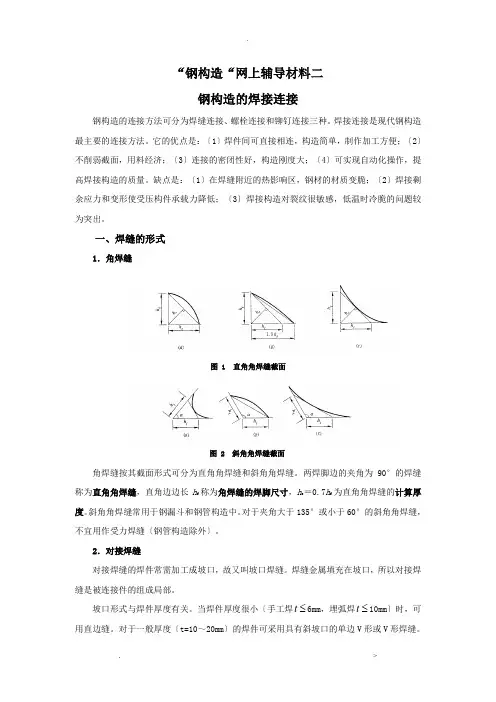
一、焊缝的形式1.角焊缝图 1 直角角焊缝截面图 2 斜角角焊缝截面角焊缝按其截面形式可分为直角角焊缝和斜角角焊缝。
两焊脚边的夹角为90°的焊缝称为直角角焊缝,直角边边长h f 称为角焊缝的焊脚尺寸,h e =0.7h f 为直角角焊缝的计算厚度。
斜角角焊缝常用于钢漏斗和钢管构造中。
对于夹角大于135°或小于60°的斜角角焊缝,不宜用作受力焊缝〔钢管构造除外〕。
2.对接焊缝对接焊缝的焊件常需加工成坡口,故又叫坡口焊缝。
焊缝金属填充在坡口,所以对接焊缝是被连接件的组成局部。
坡口形式与焊件厚度有关。
当焊件厚度很小〔手工焊≤t 6mm ,埋弧焊≤t 10mm 〕时,可用直边缝。
对于一般厚度〔t=10~20mm 〕的焊件可采用具有斜坡口的单边V 形或V 形焊缝。
斜坡口和离缝c 共同组成一个焊条能够运转的施焊空间,使焊缝易于焊透;钝边p 有托住熔化金属的作用。
对于较厚的焊件〔t >20mm 〕,则采用U 形、K 形和*形坡口。
对于V 形缝和U 形缝需对焊缝根部进展补焊。
对接焊缝坡口形式的选用,应根据板厚和施工条件按现行标准“建筑构造焊接规程“的要求进展。
凡T 形,十字形或角接接头的对接焊缝称之为对接与角接组合焊缝。
图3 对接焊缝的坡口形式3.焊缝质量检验“钢构造工程施工质量验收规“规定焊缝按其检验方法和质量要求分为一级、二级和三级。
直角角焊缝连接的计算
直角角焊缝连接的计算可以涉及以下几个方面:
1. 填充金属的选择:根据焊接材料的要求和应用条件,选择适合的填充金属,常见的有焊丝和焊条。
2. 焊缝尺寸的计算:根据焊缝强度和应力要求,计算焊缝的尺寸。
常见的焊缝尺寸包括焊宽、焊脚高度和焊缝夹角。
3. 焊缝长度的计算:根据焊接结构的要求和应力分布,计算需要焊接的长度。
焊缝的长度应足够保证焊接强度和刚度。
4. 焊缝强度的计算:根据应力分布和材料的强度性质,计算焊缝的强度。
常见的强度计算方法包括剪切强度、拉伸强度和剪切破坏强度。
5. 焊接工艺参数的选择:根据焊缝材料、焊接方法和应用要求,选择合适的焊接工艺参数,包括焊接电流、焊接电压、焊接速度等。
6. 焊缝检测和评价:对焊缝进行无损检测,评价焊接质量和可靠性。
常见的焊缝检测方法包括X射线检测、超声波检测和
磁粉检测等。
需要注意的是,直角角焊缝连接的计算是一个综合性的问题,需要考虑结构强度、材料性能、应力分布等多个因素,同时还需要严格遵守相关的焊接标准和规范。
因此,在进行计算之前,
应充分了解相关材料和焊接工艺的性质,以及应用要求和标准规范的要求。
《钢结构》网上辅导材料二钢结构的焊接连接钢结构的连接方法可分为焊缝连接、螺栓连接和铆钉连接三种。
焊接连接是现代钢结构最主要的连接方法。
它的优点是:(1)焊件间可直接相连,构造简单,制作加工方便;(2)不削弱截面,用料经济;(3)连接的密闭性好,结构刚度大;(4)可实现自动化操作,提高焊接结构的质量。
缺点是:(1)在焊缝附近的热影响区内,钢材的材质变脆;(2)焊接残余应力和变形使受压构件承载力降低;(3)焊接结构对裂纹很敏感,低温时冷脆的问题较为突出。
一、焊缝的形式1.角焊缝图 1 直角角焊缝截面图 2 斜角角焊缝截面角焊缝按其截面形式可分为直角角焊缝和斜角角焊缝。
两焊脚边的夹角为90°的焊缝称为直角角焊缝,直角边边长h f 称为角焊缝的焊脚尺寸,h e =0.7h f 为直角角焊缝的计算厚度。
斜角角焊缝常用于钢漏斗和钢管结构中。
对于夹角大于135°或小于60°的斜角角焊缝,不宜用作受力焊缝(钢管结构除外)。
2.对接焊缝对接焊缝的焊件常需加工成坡口,故又叫坡口焊缝。
焊缝金属填充在坡口内,所以对接焊缝是被连接件的组成部分。
坡口形式与焊件厚度有关。
当焊件厚度很小(手工焊≤t 6mm ,埋弧焊≤t 10mm )时,可用直边缝。
对于一般厚度(t=10~20mm )的焊件可采用具有斜坡口的单边V 形或V 形焊缝。
斜坡口和离缝c 共同组成一个焊条能够运转的施焊空间,使焊缝易于焊透;钝边p 有托住熔化金属的作用。
对于较厚的焊件(t >20mm ),则采用U 形、K 形和X 形坡口。
对于V 形缝和U 形缝需对焊缝根部进行补焊。
对接焊缝坡口形式的选用,应根据板厚和施工条件按现行标准《建筑结构焊接规程》的要求进行。
凡T 形,十字形或角接接头的对接焊缝称之为对接与角接组合焊缝。
图3 对接焊缝的坡口形式 3.焊缝质量检验《钢结构工程施工质量验收规范》规定焊缝按其检验方法和质量要求分为一级、二级和三级。
直角角焊缝是一种常见的焊接连接方式,其强度计算公式主要涉及到焊缝的几何形状、焊缝的尺寸以及材料的力学性能等因素。
下面将介绍直角角焊缝的强度计算公式,并逐一解释相关参考内容。
1.直角角焊缝的截面面积计算公式:直角角焊缝的截面为三块板材的交叉部分,其截面面积可以通过几何计算得到,即焊缝有效截面积的总和。
可以使用焊缝尺寸的定义来计算,例如焊缝的高度、宽度等。
2.直角角焊缝的拉伸强度计算公式:直角角焊缝在拉伸过程中主要受到截面的剪切和拉伸力。
剪切力与截面面积的乘积成正比,拉伸力与焊缝的拉伸强度成正比。
因此,直角角焊缝的拉伸强度可以使用下列公式计算:F = τ × As其中,F表示拉伸力,τ表示焊缝的拉伸强度,As表示焊缝的有效截面积。
这一公式的参考内容可以来自焊接技术标准或手册,其中规定了不同材料和连接方式的焊缝拉伸强度的数值范围。
3.直角角焊缝的剪切强度计算公式:直角角焊缝在剪切过程中主要受到截面的剪切力。
剪切力与截面面积的乘积成正比,因此直角角焊缝的剪切强度可以使用下列公式计算: F = τ × As其中,F表示剪切力,τ表示焊缝的剪切强度,As表示焊缝的有效截面积。
这一公式的参考内容同样可以来自焊接技术标准或手册。
4.直角角焊缝的疲劳强度计算公式:直角角焊缝在疲劳加载下会发生疲劳破坏,因此需要考虑疲劳强度。
直角角焊缝的疲劳强度可以使用以下公式计算: S = k × Sf × Se × Sp × Sc × Sh其中,S表示焊缝的疲劳强度,k表示安全系数,Sf表示基本疲劳强度,Se表示环境系数,Sp表示加载方式系数,Sc表示焊缝形状系数,Sh表示应力集中系数。
这些系数的数值可以参考焊接技术标准或手册的相关表格。
总结:直角角焊缝的强度计算公式主要包括截面面积、拉伸强度、剪切强度和疲劳强度等方面。
这些公式需要考虑焊缝尺寸、焊缝形状以及材料的机械性能等因素。
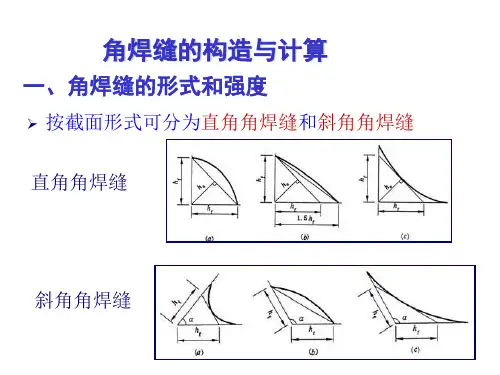
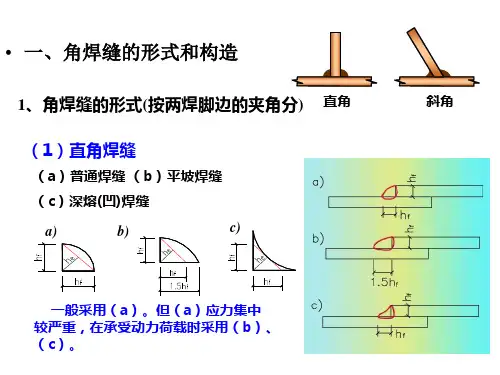
角焊缝的构造和计算一、角焊缝的构造(一)角焊缝的形式角焊缝按其长度方向和外力作用方向的关系可分为与力作用方向平行的侧面角焊缝,与力作用方向垂直的正面角焊缝(端焊缝)和与力作用方向成斜角的斜向角焊缝(图2-6)。
角焊缝按两焊脚边的夹角可分为直角角焊缝(图2-19a、b、c、d)和斜角角焊缝(图2-19e、f、g)两种。
直焊缝的受力性能较好,应用广泛;斜角角焊缝当两焊脚边夹角α大于135°或小于60°时,除钢管结构外,不宜用作受力焊缝。
图中h f称为角焊缝的焊脚尺寸。
各种角焊缝的焊脚尺寸h f均示于图2-19。
图2-19(b)的不等边角焊缝以较小焊脚尺寸为h f。
本节主要介绍直角角焊缝的构造、工作性能和计算方法。
图2-19 角焊缝的截面形式角焊缝按其截面形式可分为普通型(图2-19a)、平坦型(图2-19b)和凹面型(图2-19c)三种。
钢结构一般采用普通型截面,其两焊脚尺寸比例为1:1,近似于等腰直角三角形,但其力线弯折,应力集中严重,在焊缝根部形成高峰应力,使焊缝容易开裂。
因此对直接承受动力荷载的结构,为使传力平缓,正面角焊缝可改用两焊脚尺寸比例为1:的平坦型(长边顺内力方向),侧面角焊缝则宜采用比例为1:1的凹面型。
普通型角焊缝计算承载力时,按最小截面即α/2角处截面(直角角焊缝在45°角处截面)计算,该截面称为有效截面或计算截面。
其截面厚度称为计算厚度h e(图2-19a)。
直角角焊缝的计算厚度h e= h f,不计凸出部分的余高。
凹面型焊缝和平坦型焊缝的h f和h e,按图2-19(b)和图2-19(c)采用。
(二)角焊缝的构造要求1. 最小焊脚尺寸角焊缝的焊脚尺寸与焊件的厚度有关,当焊件较厚而焊脚又过小时,焊缝内部将因冷却过快而产生淬硬组织,容易使焊缝附近主体金属产生裂纹。
因此,角焊缝的最小焊脚尺寸h fmin (mm )应符合下式要求(图2-20a ):(2-12) 此处t max 为较厚焊件的厚度(mm )。
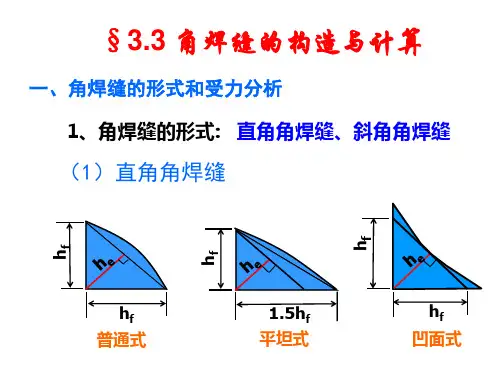
§3.3 直角角焊缝连接的构造和计算
一.定义
侧焊缝——焊缝轴线平行于力线; 端焊缝——焊缝轴线垂直于力线; 斜焊缝——焊缝轴线倾斜于力线。
二.直角角焊缝应力分析
大量试验结果表明,侧面角焊缝主要承受剪应力。
传力线通过侧面角焊缝时产生弯折,应力沿焊缝长度方向的分布不均匀,呈两端大而中间小的状态。
试验证明:
1.侧焊缝以45°“咽喉截面”破坏居多;
2.端焊缝的强度是侧焊缝强度的1.35~1.55倍。
规范规定:在焊缝计算时以侧焊缝强度为基准(w f f ),端焊缝强度为1.22w f f ,斜焊缝强度为。
3
θ
sin 12
w f -f
三.直角角焊缝的构造
t 1-(1~2)
t 1
h f ≤1.2t min
h f ≤
(当t 1>6)
(当t 1≤6)h f h f
t 2
t 1
t 1
t 2
1.最小焊缝高度:fmin h =11.5t ,1t —较厚板件的厚度; 2.最大焊缝高度:2fmax 1.2t h =,2t —较薄板件的厚度;
对于贴边焊
当t ≤6mm 时,fmax h =t ;
当t >6mm 时,fmax h =t -(1~2)mm 要求:fmin h ≤f h ≤fmax h
3.最大焊缝长度:fmax l =60f h (静荷)
fmax l =40f h (动荷)
若内力沿角焊缝全长分布,则计算长度不受此限; 4.最小焊缝长度:fmin l =8f h
≮40mm
要求:fmin l ≤f l ≤fmax l 5.搭接连接的构造要求
试验结果表明,连接的承载力与b/lw 有关。
要求:
w b l ≤ 和 16
(1190 (12)t t m m b m m t m m >⎧<⎨≤⎩
当b 不满足上述要求时,应加焊正面焊缝将两板贴合。
围焊的转角处必须连续施焊。
在搭接连接中,当仅采用正面角焊缝时,搭接长度不少于5倍板厚。
四.直角角焊缝的计算 1. 基本假定:
(1) 所有角焊缝只承受剪应力,只区分侧焊缝和端焊缝;
(2) 焊缝计算截面为45°“咽喉截面”,面积为0.7f h (f l -10mm); (3) 在静力条件下,考虑端焊缝强度提高22%;动力荷载下,不考虑其强度的提高; 2.计算公式:
22
βτσ+⎪⎭
⎫ ⎝⎛≤w f f 其中:σ——端焊缝受力总和;
τ——侧焊缝受力总和;
β——焊缝强度提高因数,动力荷载时为1.0,静力荷载时为1.22。
3.计算步骤
(1)求出同一平面的焊缝群的形心; (2)将荷载向形心简化,找出最不利位置; (3)分别求出各荷载分量在最不利位置产生的应力;
(4)区分侧焊缝受力与端焊缝受力,视荷载种类(静荷或动荷)代入公式,
进行计算。
4.几种典型的焊缝受力分析 (1)焊缝受轴心拉力(端焊缝)
w
f 0.7l h N
∑=
τ≤w f 1.22f
(2)焊缝受轴心剪力(侧焊缝)
w
f 0.7l h N
∑=
τ≤w f f
(3)焊缝受轴心拉力和轴心剪力共同作用
w f N 0.7l h N ∑=
τ,w
f V 0.7l h V
∑=τ
2V 2N )()1.22
(τ+τ≤w f f
(4)焊缝受弯矩作用
h f
M
2
w
f M 0.726l h M
⨯=
τ≤w f 1.22f
(5)焊缝偏心受剪
w f V 0.72l h V
⨯=
τ,2
w
f M 0.726l h Va ⨯=τ 2V 2
M )()1.22
(τ+τ≤w f f
(6)焊缝受N ,M ,V 联合作用
a
w f V 0.72sin αl h F ⨯⋅=
τ,f
N 0.72cos α
h F ⨯⋅=τ
2
w
f M 0.72)
sin αcos α(6l h aF bF ⨯⋅+⋅=
τ
2V 2N
M )()1.22
(
τττ++≤w f f
(7)焊缝受扭矩作用
a
x
b
h f
T
)
2(0.720.72f f b a h a a
h x +⨯=
3f 2f x 0.7121
)2(0.72b h b a h I ⨯+⨯=
2f 3f 2f y )2
(0.720.7122)(0.7x a
a h a h x
b h I -⨯+⨯+=
y x T
y )(I I x a T +-⋅=
τ,y
x T
x
2I I b T
+=
τ 2
T x 2T y
)()1.22
(τ+τ
≤w f f
(8)围焊缝受偏心剪力——扭矩+剪力
sin α,cos αy x ⋅=⋅=F F F F
)(2
y x x c F b
F T -⋅+⋅
=
)
(20.7)
2(0.7f x
N f y
V
b a h F b a h F +=
+=
ττ
,
y
x T y y
x T x )
(2I I x a T I I b
T +-⋅=
+⋅
=
ττ
2
T x N T
y
V )()1.22
(
ττττ+++2≤w f f
(9)角钢连接焊缝的计算
e
e
212
1e e e k +=
2
11
2e e e k +=
双面焊接:
e
e
)10(0.721f11-⨯l h N
k ≤w f f
)
10(0.722f22-⨯l h N
k ≤w f f
三面围焊:
e e
w f f 3 1.220.72f b h N ⋅⨯=
)5(0.7221f 31-⨯-
l h N N k ≤w f f
)
5(0.722
2f 32-⨯-
l h N N k ≤w f f
五.斜角角焊缝的计算
两焊脚边的夹角不是90°的角焊缝为斜角角焊缝。
这种焊缝往往用于料仓壁板、管形构件等的端部T 形接头连接中。
斜角角焊缝的计算方法与直角焊缝相同,应按公式22
βτσ+⎪⎭
⎫
⎝⎛≤w f f 计算,
只是应注意以下两点:
(1)不考虑应力方向,任何情况都取β=1.0。
这是因为以前对角焊缝的试验研究一般都是针对直角角焊缝进行的,对斜角角焊缝研究很少。
而且,我国采用的计算公式也是根据直角角焊缝简化而成,不能用于斜角角焊缝。
(2)在确定斜角角焊缝的有效厚度时假定焊缝在其所成夹角的最小斜面上发生破坏。
因此规范规定:当两焊角边夹角26090α≤<或190135α<≤,且根部间隙(b 、b 1或b 2)不大于1.5mm 时,取焊缝有效厚度为:
cos
2
e f h h α
=
当根部间隙大于1.5mm 时,焊缝有效厚度取为:
12(.)cos sin 2e f b b b h h αα⎡
⎤=-⎢⎥⎣
⎦或 任何根部间隙不得大于5mm 。
当图(a )中的b 1>5mm 时,可将板端切割成图(b )的形式。
对于夹角a >135°或a <60°的斜角角焊缝,除钢管结构外,不宜用作受力焊缝。