第十章玻璃的退火
- 格式:ppt
- 大小:1.02 MB
- 文档页数:24
第15章玻璃的退火与钢化玻璃制品在生产过程中(即由熔融状态的玻璃液变成脆性固体玻璃制品),玻璃经受激烈的不均匀的温度变化,使内外层产生温度梯度,硬化速度不一样,引起制品中产生不规则的热应力。
这种热应力能降低制品的机械强度和热稳定性,也影响玻璃的光学均一性,若应力超过制品的极限强度,便会自行破裂。
所以玻璃制品中存在不均匀的热应力是一项重要的缺陷。
退火是一种热处理过程,可使玻璃中存在的热应力尽可能地消除或减小至允许值。
除玻璃纤维和薄壁小型空心制品外,几乎所有玻璃制品都需要进行退火。
对于光学玻璃和某些特种玻璃,退火要求十分严格,必须在退火的温度范围内保持相当长的时间,使它各部分的结构均匀,然后以最小的温差进行降温,以达到要求的光学性能,这种退火称为精密退火。
玻璃制品存在热应力并不经常是有害的。
若通过人为的热处理过程使玻璃表面层产生有规律的、均匀分布的压应力,还能提高玻璃制品的机械强度和热稳定性。
这种热处理方法称为玻璃的钢化。
化学组成相同的玻璃钢化与不钢化具有截然不同的性能。
但并非所有的玻璃制品都能进行钢化。
15.1 玻璃中的应力物质内部单位截面上的相互作用力称为内应力。
玻璃的内应力根据产生的原因不同可分为三类:因温度差产生的应力,称为热应力;因组成不一致而产生的应力,称为结构应力;因外力作用产生的应力,称为机械应力。
15.1.1 玻璃中的热应力玻璃中的热应力按其存在的特点,分为暂时应力和永久应力。
15.1.1.1 暂时应力温度低于应变点而处于弹性变形温度范围内的玻璃,在加热或冷却的过程中,即使加热或冷却的速度不是很大,玻璃的内层和外层也会形成一定的温度梯度,从而产生一定的热应力。
这种热应力,随着温度梯度的存在而存在,随着温度梯度的消失而消失,所以称为暂时应力。
图15-l表明玻璃经受不同的温度变化时,暂时应力的产生和消失过程。
设一块一定厚度、没有应力的玻璃板,从常温加热至该玻璃应变点以下某一温度,经保温使整块玻璃板中不存在温度梯度[图15-l(a)]。
玻璃的退火工艺一、玻璃的退火工艺包括哪几个阶段为了清理玻璃中的应力,必须把玻璃加热到低于玻璃转变温度Tg 附近某一温度进行保温均热,以清理玻璃各部分的温度梯度,使应力松弛,这个选定的保温均热温度称玻璃的退火温度.玻璃在退火温度下,由于粘度很大还不会发生可测得的变形.玻璃的退火上限温度是指在此温度下经过 3min 能清理 95 %的应力;退火下限温度是指在此温度下经 3min 只能清理 5 %的应力,上下限退火温度之间为退火温度范围.大部分器皿玻璃的退火上限温度为550 ± 20 ℃ ,平板玻璃为 550 ~ 570 ℃ 、瓶罐玻璃为550 ~ 600 ℃ .实际上,一般采用的退火温度都比退火上限温度低20 ~ 30 ℃ ,低于退火上限温度50 ~ 150 ℃ 的为退火下限温度. 玻璃的退火温度与其化学组成有关.凡能降低玻璃粘度的组成也能降低退火温度,如碱金属氧化物 Na 2 0 、 K 2 O 等. SiO 2 、 Al 2 O 3 、 CaO 等都增加玻璃粘度,所以随着它们含量的增加其退火温度都提高.玻璃的退火制度与制品的种类、形状、大小、容许的应力值、退火炉内温度分布等情况有关.目前采用的退火制度有多种形式.根据退火原理,退火工艺可分为四个阶段:加热阶段、均热阶段、慢冷阶段和快冷阶段.按上述四个阶段可作出温度-时间曲线,此曲线称退火曲线.1 .加热阶段不同品种的玻璃有不同的退火工艺.有的玻璃在成型后直接进入退火炉进行退火,称为一次退火;有的制品在成型冷却后再经加热退火,称为二次退火.所以加热阶段对有些制品并不是必要的.在加热过程中,玻璃表面产生压应力,所以加热速率可相应高些,例如20 ℃ 的平板玻璃可直接进入700 ℃ 的退火炉,其加热速率可高达300 ℃ / rain .考虑到制品大小、形状、炉内温度分布的不均性等因时间素,在生产中一般采用的加热速率为20/a 2 ~ 30/a 2 ( ℃ /min) ,对光学玻璃制品的要求更高.2 .均热阶段把制品加热到退火温度进行保温、均热以清理应力.在本阶段中首先要确定退火温度,其次是保温时间.一般把比退火上限温度低20 ~ 30 ℃ 作为退火温度.退火温度除直接测定外,也可根据玻璃成分计算粘度为10 12 Pa ? s 时的温度.当退火温度确定后,保温时间可按 70a 2 ~ 120a2 进行计算,或者按应力容许值进行计算.3 .慢冷阶段为了使玻璃制品在冷却后不产生应力,或减小到制品所要求的应力范围内,在均热后进行慢冷是必要的,以防止过大的温差.4 .快冷阶段玻璃在应变点以下冷却时,如前述只产生暂时应力,只要它不超过玻璃的较限强度,就可以加快冷却速度以缩短整个退火过程、降低燃料消耗、提高生产率.在生产上,一般都采用较低的冷却速度,这是由于制品或多或少存在某些缺点,以免在缺点与主体玻璃间的界面上产生张应力.对一般技术玻璃采用此值的 15 %~ 20 %,通常还应在生产实践中加以调整.二、退火玻璃的详细制作流程为了避免冷却过快而造成玻璃炸裂,玻璃毛坯定型后立即转入退火用的箱式电阴炉中,在退火温度下保温30min左右,然后按照冷却温度制度降温到一定温度后切断电源停止加热,让其随炉自然缓慢冷却至100℃以下,出炉,在空气中冷却至室温.若玻璃试样退火后经应力检验不合格,须重新退火,以防加工时碎裂.重新退火时首先将样品埋没于装满石英砂的大坩埚中,再把坩埚置于马弗炉内,升温至退火温度保温1h,然后停止加热让电炉缓慢降温(必要时在上、下限退火温度范围内每降温10℃保温一段时间),直至100℃以下取出.相关概念热应力温度改变时,物体由于外在约束以及内部各部分之间的相互约束,使其不能完全自由胀缩而产生的应力。
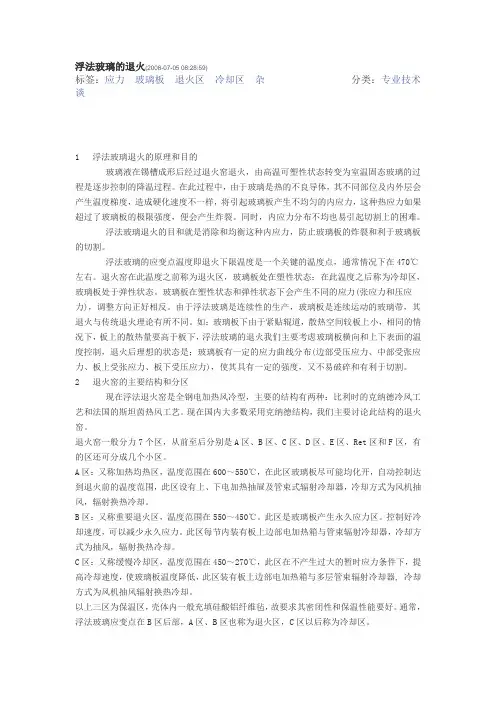
浮法玻璃的退火(2008-07-05 08:28:59)分类:专业技术标签:应力玻璃板退火区冷却区杂谈1 浮法玻璃退火的原理和目的玻璃液在锡槽成形后经过退火窑退火,由高温可塑性状态转变为室温固态玻璃的过程是逐步控制的降温过程。
在此过程中,由于玻璃是热的不良导体,其不同部位及内外层会产生温度梯度,造成硬化速度不一样,将引起玻璃板产生不均匀的内应力,这种热应力如果超过了玻璃板的极限强度,便会产生炸裂。
同时,内应力分布不均也易引起切割上的困难。
浮法玻璃退火的目和就是消除和均衡这种内应力,防止玻璃板的炸裂和利于玻璃板的切割。
浮法玻璃的应变点温度即退火下限温度是一个关键的温度点,通常情况下在470℃左右。
退火窑在此温度之前称为退火区,玻璃板处在塑性状态;在此温度之后称为冷却区,玻璃板处于弹性状态。
玻璃板在塑性状态和弹性状态下会产生不同的应力(张应力和压应力),调整方向正好相反。
由于浮法玻璃是连续性的生产,玻璃板是连续运动的玻璃带,其退火与传统退火理论有所不同。
如:玻璃板下由于紧贴辊道,散热空间较板上小,相同的情况下,板上的散热量要高于板下,浮法玻璃的退火我们主要考虑玻璃板横向和上下表面的温度控制,退火后理想的状态是;玻璃板有一定的应力曲线分布(边部受压应力、中部受张应力、板上受张应力、板下受压应力),使其具有一定的强度,又不易破碎和有利于切割。
2 退火窑的主要结构和分区现在浮法退火窑是全钢电加热风冷型,主要的结构有两种:比利时的克纳德冷风工艺和法国的斯坦茵热风工艺。
现在国内大多数采用克纳德结构,我们主要讨论此结构的退火窑。
退火窑一般分力7个区,从前至后分别是A区、B区、C区、D区、E区、Ret区和F区,有的区还可分成几个小区。
A区:又称加热均热区,温度范围在600~550℃,在此区玻璃板尽可能均化开,自动控制达到退火前的温度范围,此区设有上、下电加热抽屉及管束式辐射冷却器,冷却方式为风机抽风,辐射换热冷却。
玻璃的退火过程改善玻璃的抗压性能玻璃是一种常见的建筑材料和装饰材料,其优良的透明性和质地使其成为许多领域中不可或缺的材料之一。
然而,玻璃的脆弱性常常限制了其在某些应用中的使用。
退火是一种经常被用来改善玻璃抗压性能的工艺,通过在特定的温度范围内加热和冷却玻璃,可以显著提高其抗压性能,使其更加耐用和可靠。
退火是一种热处理工艺,通过加热和冷却材料来改变其内部结构和性能。
在玻璃的制备过程中,由于快速冷却的原因,玻璃中会存在大量的内部压应力。
这些内部压应力会降低玻璃的抗压性能,使其更容易在外力作用下破碎。
因此,需要对玻璃进行退火处理,以消除内部压应力,提高其抗压性能。
退火过程通常包括加热和冷却两个步骤。
在加热过程中,玻璃被加热到退火温度,这个温度通常比玻璃的软化温度略高。
在这个温度下,玻璃的内部结构开始松弛,内部压应力得以释放。
然后,玻璃被冷却到室温,形成新的内部结构,这个结构相对较为稳定,玻璃的抗压性能也得以显著提高。
退火温度是影响退火效果的重要因素之一。
温度过高或者过低都会影响到退火效果。
温度过高可能导致玻璃变得过软,而温度过低则可能无法使内部结构得到充分松弛。
因此,选择合适的退火温度是提高玻璃抗压性能的关键。
此外,退火的时间也是影响退火效果的重要因素之一,时间过长或者过短都可能影响到退火效果的达成。
除了影响玻璃抗压性能的材料本身的因素,退火还受到加热和冷却速率的影响。
加热速率过快或者加热温度过高可能导致玻璃发生热应力,从而影响到退火效果。
同样,冷却速率过快也可能导致内部结构重新产生应力,降低退火效果。
因此,在实际的退火过程中,需要综合考虑加热和冷却速率,以及温度选择等因素,来达到最佳的退火效果。
总的来说,玻璃的退火过程可以显著改善其抗压性能。
通过合理选择退火温度和时间,以及控制加热和冷却速率等因素,可以使玻璃的内部结构得到充分松弛,内部压应力得以释放。
从而提高玻璃的抗压性能,使其更加耐用和可靠。
退火工艺的应用使得玻璃材料在建筑和装饰等领域中能够发挥更大的作用,并且有望在未来得到更广泛的应用。

退火工艺中浮法玻璃缺陷及控制河南理工大学张战营一、玻璃的退火玻璃退火的目的是减弱和防止玻璃制品中出现过大的残余内应力和光学不均匀性,稳定玻璃内部的结构。
玻璃的退火可分成两个主要过程:一是玻璃中内应力的减弱或消失,二是防止内应力的重新产生。
玻璃中内应力的减弱和消除是以松弛理论为基础的,所谓内应力松弛是指材料在分子热运动的作用下使内应力消散的过程,内应力的松弛速度在很大程度上决定于玻璃所处的温度。
玻璃在加热或冷却过程中,由于其导热性较差,在其表面层和内层之间必然产生温度梯度,因而在内外层之间产生应力。
这种由于温度梯度存在而产生的内应力称为温度应力或热应力,此种内应力的大小,既取决于玻璃中的温度梯度,又与玻璃的热膨胀系数有关(玻璃的化学成分决定玻璃的热膨胀系数)。
热应力按其存在的特点可分为暂时应力和永久应力。
暂时应力,当玻璃受不均匀的温度变化时产生的热应力,随着温度差的存在而存在,随温度差的消失而消失,被称为暂时应力。
应力的建立和消失过程。
当制品冷却开始时,因为玻璃的外层冷却速度快,所以外部温度比内部温度低,外层收缩大,而这时内层温度较高,且力求阻碍外层收缩,这样造成玻璃外层产生张应力,内部产生压应力。
在张应力过渡到压应力之间存在着中间层,其应力值为零。
当冷却接近结束时,外层体积几乎不再收缩,但此时玻璃内部仍有一定的温度,其体积力求收缩,此时造成外部受压应力,内层受张应力。
由此可见,在冷却结束时,产生的应力恰好和冷却开始时产生的应力性质相反,两者可以得到部分抵消。
冷却全部结束时,即当玻璃的外层温度和内层温度趋向完全一致时,上述两种应力恰好抵消。
我们称这种应力为暂时应力。
永久应力,当温度消失时(制品的表面和内部温度均等于常温时),残留在玻璃中的热应力称为永久应力,又称为内应力。
玻璃中永久应力的成因,是由于在高温的弹塑性阶段热应力松弛而形成的温度变形被“冻结”下来的缘故。
当玻璃板逐渐冷却到室温均衡时,玻璃中残存的应力实际等于玻璃在高温阶段松弛掉的热弹应力,但方向相反。
玻璃退火工艺一、退火工艺各阶段划分及其影响因素成型结束后的玻璃,其制品内外两部分存在较大的温度差异,该温差将会造成制品存在很大的应力,退火目的就是要消除或减少这些应力到可以允许的限度。
根据消除应力的要求,将玻璃的退火划分为4个阶段:加热阶段、保温阶段、慢冷阶段及快速冷却阶段。
4个阶段分布如图2.14所示。
在玻璃退火工艺上,第Ⅰ,第Ⅱ阶段主要是使玻璃内原有的应力消除或减少到允许的限度;第Ⅲ阶段是确定在这个温度范围内的冷却速率,尽量使冷却过程中造成的内应力降到最低;第Ⅳ阶段是当玻璃内质点的黏性流动已达到最小时,可以加速制品的冷却速率,以所产生的暂时应力不造成制品破裂为限度。
上述4个阶段的划分随玻璃性质、制品厚度、外形尺寸和大小、要求而变化。
图2.14 玻璃退火的各个阶段Ⅰ—加热阶段;Ⅱ—保温阶段;Ⅲ—慢冷阶段;Ⅳ—快冷阶段退火温度和时间的选择,由于受玻璃组成、厚度、造型等因素的影响而有所不同。
影响退火的因素一般有下列3种。
(1)厚度与形状厚壁制品的内外温差较大,在退火温度范围内,厚壁制品的保温时间要相应地延长,以使制品内外层温度趋于一致,因而其冷却速率也必须相应地减慢,故总的退火时间就要延长。
造型复杂的制品应力容易集中,因此它与厚壁制品一样,保温温度应当略低,加热及冷却速率都应较缓慢。
应注意的是,厚壁制品保温时间的延长不是和制品的厚度成正比例增加,这是因厚度增加后荷重较大,若长时间的在较高温度下保温,制品易变形。
其次还经常存在这样的错觉,认为制品愈厚,其退火温度应该愈高,其实退火质量的好坏关键在于慢冷阶段,即应尽量使内应力的存在与再生成能力降低到最低限度。
(2)玻璃组成玻璃的化学组成影响退火温度的选择,凡能降低玻璃黏度的组成也都能降低退火温度。
例如,碱金属氧化物就能显著地降低退火温度,其中以Na2O的作用大于K2O。
SiO2,ZrO2和A12O3等难熔氧化物都会显著地提高退火温度。
(3)不同规格制品若同一退火窑中置有各种不同厚度的制品或同一制品本身的厚度有变化,为避免制品发生变形或退火不完全,应根据最小的厚度来确定退火温度,根据最大的壁厚来确定退火的时间。
1.退火原理二浮法玻璃的退火1.退火原理玻璃的退火主要是指将玻璃置于退火窑中经过足够长的时间通过退火温度范围或以缓慢的速度冷却下来,以便不再产生超过允许范围的永久应力和暂时应力,或者说是尽可能使玻璃中产生的热应力减少或消除的过程。
玻璃退火的目的是消除浮法玻璃中的残余内应力和光学不均匀性,以及稳定玻璃内部的结构。
浮法玻璃的退火可分成两个主要过程:一是内应力的减弱和消失,二是防止内应力的重新产生。
1.1应力分类及形成原因浮法玻璃在退火过程中可能产生的热应力有永久应力和暂时应力两种。
永久应力是当高温玻璃经退火到室温并达到温度均衡后,玻璃中仍然存在的热应力也称为残余应力。
暂时应力是随温度梯度的存在而存在,随温度梯度的消失而消失的热应力。
永久应力一般产生于转变温度和应变温度范围之间,暂时应力则伴随着整个退火过程。
①暂时应力当浮法玻璃处于弹性形变范围内(应变温度以下)进行加热或冷却过程时,由于其导热性较差,在其内外层之间必然产生一定的温度梯度,因而在内外层之间产生一定的热应力。
如:当玻璃从应变温度以下冷却时,玻璃内外产生了温差,玻璃外层温度低于内层,故外层收缩大于内层,这样,外层的收缩受到内层的膨胀作用(拉伸作用),内层膨胀受到外层的压缩作用,因此玻璃在冷却时表面受到张应力,内部受到压应力。
如果在外层玻璃冷却到一定温度而使整块玻璃进行均热时,玻璃外层已不再收缩,内层却随着温度的不断降低而继续收缩。
这样外层受到压应力,内层受到张应力。
它们的大小和冷却过程中所产生的应力大小相等,方向相反,所以当玻璃的温度均衡后,玻璃中的应力也就消失了。
但必须注意,当暂时应力超过玻璃的极限强度时,同样会产生破裂。
相反,玻璃在加热时表层受到压应力,内部受到张应力。
由于玻璃属于脆性材料,能够承受的抗压能力是抗张能力的10倍,因此,玻璃能够承受的加热速率可以比冷却速率大一些。
②永久应力如前所述,当浮法玻璃由高温(转变温度以上)逐渐冷却时,玻璃内外层产生温差。
非金属热处理(玻璃陶瓷)
1.玻璃的热处理
1)玻璃的退火
玻璃的退火工艺一般包括加热、均热、慢冷和快冷四个阶段,如图所示。
2)玻璃的晶化退火
将非晶态的原始玻璃经过适当的退火后产生部分结晶态组织的热处理工艺。
图示为主晶相为四硅酸氟云母晶体的玻璃陶瓷晶化温度与晶化率,表为晶化温度对材料力学性能的影响。
3)玻璃的淬火
玻璃的淬火又称物理钢化,是指将玻璃制品加热至转变温度Tg以上50-60℃,然后在冷却介质中急速均匀冷却的过程。
2.陶瓷的退火处理
图示为氧化锆增韧莫来石(ZTM)复相陶瓷在氮气中退火工艺与力学性能的关系;表为
ZTM陶瓷退火前后晶间玻璃相和弯曲强度对比。