理论塔板数和回流比
- 格式:ppt
- 大小:329.50 KB
- 文档页数:40

第五节 理论板数的求法所谓求理论塔板数,就是利用前面讨论的平衡关系,()n n x f y =和操作关系,()()m n n x f y x f y ''='=+或1计算达到指定分离要求所须的汽化-冷凝次数。
(1)逐板计算法每利用一次平衡关系和一次操作关系,即为一块理论板。
提馏段也是一样。
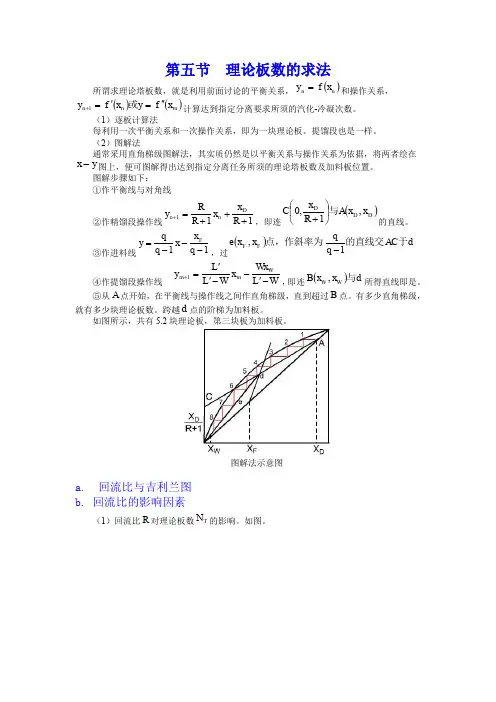
(2)图解法通常采用直角梯级图解法,其实质仍然是以平衡关系与操作关系为依据,将两者绘在y x -图上,便可图解得出达到指定分离任务所须的理论塔板数及加料板位置。
图解步骤如下: ①作平衡线与对角线②作精馏段操作线111+++=+R x x R R y D n n ,即连()D D D x x A R x C ,1,0与⎪⎭⎫ ⎝⎛+的直线。
③作进料线11---=q x x q qy F,过()d AC q q x x e F F 于的直线交点,作斜率为1,- ④作提馏段操作线W L Wx x W L L y W m m -'--''=+1,即连()d x x B W W 与,所得直线即是。
⑤从A 点开始,在平衡线与操作线之间作直角梯级,直到超过B 点。
有多少直角梯级,就有多少块理论板数。
跨越d 点的阶梯为加料板。
如图所示,共有5.2块理论板,第三块板为加料板。
图解法示意图a. 回流比与吉利兰图b. 回流比的影响因素(1)回流比R 对理论板数T N 的影响。
如图。
回流比对T N 的影响↑+↓1R x R D ,,操作线靠近平衡线,↑T N 反之,↓+↑1R x R D ,,操作线远离平衡线,↓T N 即 T N 正比于R 1(2)回流比对设备费与操作费的影响 ()D R D L V 1+=+=↑↑V R ,,塔直径↑,冷凝器↑,蒸馏釜↑ 设备费↑↓↑T N R ,,塔高下降,设备费↓↑↑V R ,,冷却水量↑,加热蒸汽量↑, 操作费↑须选一个合适回流比R ,使总费用最省。
5.3 连续精馏理论塔板数的计算本节重点:理论塔板数的计算。
本节难点:理论塔板数的计算—逐板计算法和图解法;双组分连续精馏塔所需理论板数,可采用逐板计算法和图解法。
5.3.1逐板计算法假设塔顶冷凝器为全凝器,泡点回流,塔釜为间接蒸汽加热,进料为泡点进料如图5-5所示。
因塔顶采用全凝器,即y 1=x D 5-24而离开第1块塔板的x 1与y 1满足平衡关系,因此x 1可由汽液相平衡方程求得。
即111)1(y y x --=αα 5-25第2块塔板上升的蒸汽组成y 2与第1块塔板下降的液体组成x1满足精馏段操作线方程,即Dx R x R R y 11112+++=5-26同理,交替使用相平衡方程和精馏段操作线方程,直至计算到x n <x q (即精馏段与提馏段操作线的交点)后,再改用相平衡方程和提馏段操作线方程计算提馏段塔板组成,至x w ’<x w 为止。
现将逐板计算过程归纳如下:相平衡方程: x1 x2 x3……x n <x q-------x w ’<x w 操作线方程: x D =y1 y2 y3在此过程中使用了几次相平衡方程即可得到几块理论塔板数(包括塔釜再沸器)。
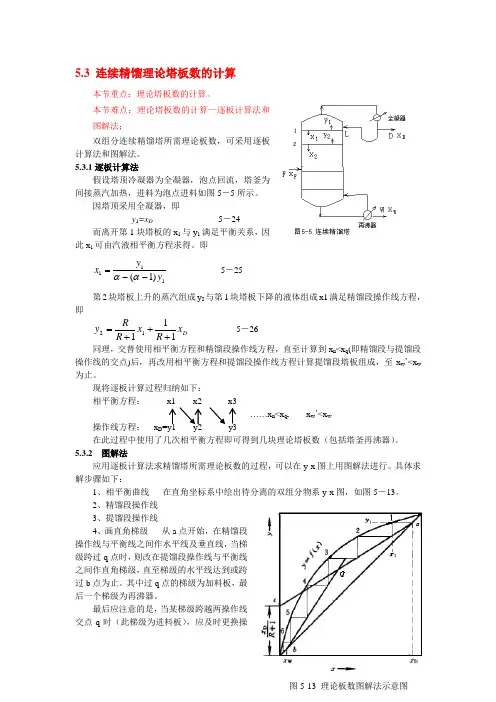
5.3.2 图解法应用逐板计算法求精馏塔所需理论板数的过程,可以在y-x 图上用图解法进行。
具体求解步骤如下:1、相平衡曲线 在直角坐标系中绘出待分离的双组分物系y-x 图,如图5-13。
2、精馏段操作线3、提馏段操作线4、画直角梯级 从a 点开始,在精馏段操作线与平衡线之间作水平线及垂直线,当梯级跨过q 点时,则改在提馏段操作线与平衡线之间作直角梯级,直至梯级的水平线达到或跨过b 点为止。
其中过q 点的梯级为加料板,最后一个梯级为再沸器。
最后应注意的是,当某梯级跨越两操作线交点q 时(此梯级为进料板),应及时更换操图5-13 理论板数图解法示意图作线,因为对一定的分离任务,此时所需的理论板数最少,这时的加料板为最佳加料板。
化⼯原理习题第三部分蒸馏答案(1)第三部分蒸馏⼀、填空题1、蒸馏是⽤来分离均相液体混合物的单元操作。
2、含⼄醇12%(质量百分数)的⽔溶液,其⼄醇的摩尔分率为5.07%。
3、蒸馏操作是借助于液体混合物中各组分挥发度的差异⽽达到分离的⽬的。
4、进料板将精馏塔分为精馏段和提馏段。
5、理想溶液的⽓液相平衡关系遵循拉乌尔定律。
6、当⼀定组成的液体混合物在恒这⼀总压下,加热到某⼀温度,液体出现第⼀个⽓泡,此温度称为该液体在指定总压下的泡点温度,简称泡点。
7、在⼀定总压下准却⽓体混合物,当冷却到某⼀温度,产⽣第⼀个液滴,则此温度称为混合物在指定总压下的露点温度,简称露点。
8、理想溶液中各组分的挥发度等于其饱和蒸⽓压。
9、相对挥发度的⼤⼩反映了溶液⽤蒸馏分离的难易程度。
10、在精馏操作中,回流⽐的操作上限是全回流。
11、在精馏操作中,回流⽐的操作下限是最⼩回流⽐。
12、表⽰进料热状况对理论板数的影响的物理量为进料热状况参数。
13、q值越⼤,达到分离要求所需的理论板数越少。
14、精馏塔中温度由下⽽上沿塔⾼的变化趋势为逐渐降低。
15、当分离要求⼀定,回流⽐⼀定时,在五种进料状况中,冷液进料的q值最⼤,此时,提馏段操作线与平衡线之间的距离最远,分离所需的总理论板数最少。
16、精馏过程是利⽤部分冷凝和部分汽化的原理⽽进⾏的。
精馏设计中,回流⽐越⼤,所需理论板越少,操作能耗增加,随着回流⽐的逐渐增⼤,操作费和设备费的总和将呈现先降后升的变化过程。
17、精馏设计中,当回流⽐增⼤时所需理论板数减⼩(增⼤、减⼩),同时蒸馏釜中所需加热蒸汽消耗量增⼤(增⼤、减⼩),塔顶冷凝器中冷却介质消耗量减⼩(增⼤、减⼩),所需塔径增⼤(增⼤、减⼩)。
18、分离任务要求⼀定,当回流⽐⼀定时,在5种进料状况中,冷液体进料的q 值最⼤,提馏段操作线与平衡线之间的距离最远,分离所需的总理论板数最少。
19、相对挥发度α=1,表⽰不能⽤普通精馏分离分离,但能⽤萃取精馏或恒沸精馏分离。

第五节理论板数的求法所谓求理论塔板数,就是利用前面讨论的平衡关系,和操作关系,计算达到指定分离要求所须的汽化-冷凝次数。
(1)逐板计算法每利用一次平衡关系和一次操作关系,即为一块理论板。
提馏段也是一样。
(2)图解法通常采用直角梯级图解法,其实质仍然是以平衡关系与操作关系为依据,将两者绘在图上,便可图解得出达到指定分离任务所须的理论塔板数及加料板位置。
图解步骤如下:①作平衡线与对角线②作精馏段操作线,即连的直线。
③作进料线,过④作提馏段操作线,即连所得直线即是。
⑤从点开始,在平衡线与操作线之间作直角梯级,直到超过点。
有多少直角梯级,就有多少块理论板数。
跨越点的阶梯为加料板。
如图所示,共有5.2块理论板,第三块板为加料板。
图解法示意图a. 回流比与吉利兰图b. 回流比的影响因素(1)回流比对理论板数的影响。
如图。
回流比对的影响,操作线靠近平衡线,反之,,操作线远离平衡线,即正比于(2)回流比对设备费与操作费的影响,塔直径,冷凝器,蒸馏釜设备费,塔高下降,设备费,冷却水量,加热蒸汽量,操作费须选一个合适回流比,使总费用最省。
如图所示。
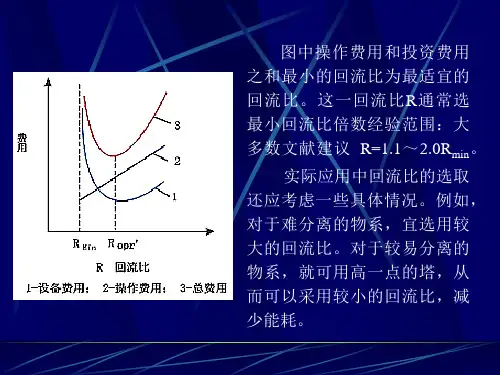
费用示意图1线为“设备费~R”的关系式2线为“操作费~R”的关系式3线为“总费用~R”的关系式。
c. 全回流与最小回流比全回流——当时,则,此时称为全回流。
这时精馏段与提馏段操作线方程均与对角线重合,此时理论板数最少。
最小回流比——当减小时,,当减至两操作线交点逼近平衡线时,此时,此时R称为最小回流比。
最小回流比推导图解之得,………………与是平衡线与进料线之交点。
最小回流比是指对于一定分离要求的最小回流比,分离要求变动了(例如变了),对应的亦要改变。
d. 吉利兰图法求理论板数吉利兰图是一种经验关联图,它总结了八种不同的物系,个组分,操作压力由真空个大气压,进料由过冷液体过热蒸汽。
它如何归纳得到,本章并不关心,重点是如何应用它?下面是吉利兰图法应用举例。
【例】某二元理想混合液其平均相对挥发度为。
回流比,它对精馏有什么影响?答:在空气精馏中,回流比一般是指塔内下流液体量与上升蒸气量之比,它又称为液气比。
而在化工生产中,回流比一般是指塔内下流液体量与塔顶馏出液体量之比。
精馏产品的纯度,在塔板数一定的条件下,取决于回流比的大小。
回流比大时所得到的气相氮纯度高,液相氧纯度就低。
回流比小时得到的气相氮纯度低,液相的氧纯度就高。
这是因为温度较高的上升气与温度较低的下流液体在塔板上混合,进行热质交换后,在理想情况下它们的温度可趋于一致,即达到同一个温度。
这个温度介于原来的气、液温度之间。
如果回流比大,即下流的冷液体多或者上升的蒸气少时,则气液混合温度必然偏于低温液体一边,于是上升蒸气的温降就大,蒸气冷凝得就多。
因氧是难挥发组分,故氧组分冷凝下来相应也较多些,这样离开塔板的上升气体的氮浓度也提高得快。
每块塔板都是如此,因此在塔顶得到的气体含氮纯度就高。
另一方面,因为气液混合温度偏于低温液体一边,于是下流液体的温升就小,液体蒸发得也少,因而液体中蒸发出来的氮组分相应也少些,这样离开塔板的下流液体中氧浓度就提高得慢。
每块塔板都是如此,因而在塔底得到的液体的氧浓度就低。
回流比小时则与上述情况相反,不再重复。
精馏工况的调整,实际上主要就是改变塔内各部位的回流比的大小。
操作工人常说的精馏塔塔温高,实际就是指回流比小;塔温低,就是回流比大的情况。
拼音:hui2liu2bi3英文:reflux ratio精馏操作中,由精馏塔塔顶返回塔内的回流液流量L与塔顶产品流量D的比值,即R=L/D。
回流比的大小,对精馏过程的分离效果和经济性有着重要的影响。
因此,在精馏设计时,回流比是一个需认真选定的参数。
从双组分精馏的图解法计算(见精馏)可知:增大回流比可减少分离所需的理论板数。
但回流比的增大,必要求塔釜产生的蒸气量相应增加。
回流比增大的上限是全回流即进入冷凝器的蒸气在冷凝后全部返回塔中。
在全回流条件下,分离所需的理论板数最少。
1.回流比:在精馏过程中,混合液加热后所产生的蒸汽由塔顶蒸出,进入塔顶冷凝器。
蒸汽在此冷凝(或部分冷凝)成液体,将其一部分冷凝液返回塔顶沿塔板下流,这部分液体叫做回流液;将另一部分冷凝液(或未凝蒸汽)从塔顶采出,作为产品。
回流比就是回流液量与采出量的重量比,通常以通常以R来表示,即R=L/D 式中R-回流比L-单位时间内塔顶回流液体量,公斤/小时。
D-单位时间内塔顶采储量,公斤/小时。
2.最小回流比:在规定的分离精度要求下,即塔顶、塔釜采出的组成一定时,逐渐减少回流比,此时所谓的理论板数逐渐增加。
当回流比减少到某一数值时,所需的理论板数增加至无数多,这个回流比的数值,成为完成该项预定分离任务的最小回流比。
通常操作时的实际回流比取为最小回流比的1.3~2倍。
3.全回流:在精馏操作中,把停止塔进料,塔釜出料和塔顶出料,将塔顶冷凝液全部作为回流液的操作叫全回流。
全回流的操作一般用在精馏塔开车初期,或用在生产不正常时精馏塔的自身循环操作中。
4.最适宜回流比是怎样确定:对固定分离要求的过程来说,当减少回流比时,运转费用(主要表现在塔釜加热量和塔顶冷量)将减少,所需塔板数将增加,塔的投资费用增大;反之,当增加回流比时,可减少塔板数,却增加了运转费用。
因此,在设计时应选择一个最适宜的回流比,以使投资费用和经常运转的操作费用之和在特定的经济条件下最小,此时的回流比称之为最适宜回流比。
5.回流比的控制方式:1.分凝器:适用于通过调节循环水进水量控制冷凝器有效冷凝面积和气相采出量,适用于连续精馏。
2.全回流:适用于高凝高沸的工艺物料连续精馏和间歇精馏。
3.靠重力回流形式:通过调节采出量的多少控制回流量,采出的阀门可为手动调节或电动调节,适应于冷凝器在高位的连续精馏。
4. 适用于冷凝器高位的间歇精馏:通过回流比控制器控制回流和采出,阀门装在采出侧,根据手动或电动调节采出量。
5.靠重力回流的连续精馏:通过流量计测量回流量或者采出量调节采出和回流的多少。