焊接材料消耗定额
- 格式:doc
- 大小:822.00 KB
- 文档页数:11
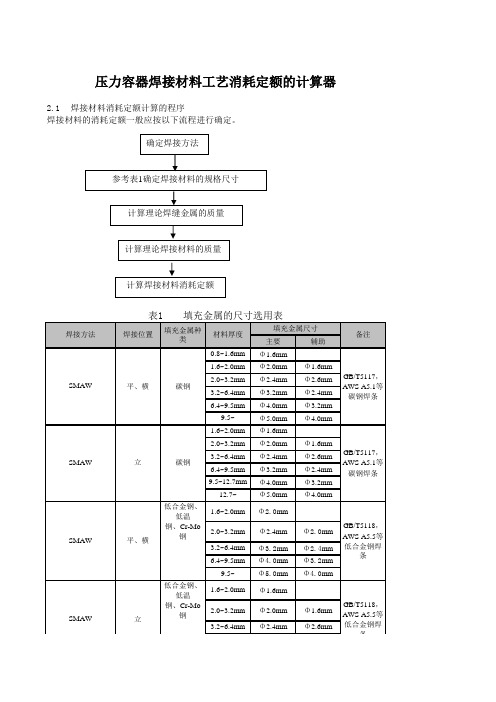


焊材消耗定额标准HBPC-CHB-0011.本标准适合于手工电弧焊、氩弧焊、气体保护焊、自动埋弧焊。
2.制定本标准的依据和参考资料相应的焊缝标准、焊接工艺规程及生产实际情况。
3.附表中给出各种坡口形式的熔焊金属重量,具体焊接材料由相应的焊接工艺指定。
4.计算公式熔焊金属重量公式见附表焊条消耗定额(Kg)=熔焊金属重量×1.7焊丝消耗定额(Kg)=熔焊金属重量×1.04埋弧自动焊焊剂定额(Kg)=焊丝消耗定额×1.75.附表F=δ×b+2/3B×C附表2单面不开坡口带垫板对接焊缝附表3单面不开坡口有底对接焊缝F=δ×b+4/3B×C附表4双面对称X型坡口对接焊缝F=δ×b+(δ-p)/2×tg(α/2)+4/3B×CF=δ×b+(δ-p)/2×tg(α/2)+2/3B×C 附表6双边V型坡口有底对接焊缝F=δ×b+δ×tg(α/2)+2/3B×CF=δ×b+δ×tg(α/2)+2/3B×C附表8双面不开坡口埋弧自动焊对接焊缝F=δ×b+4/3B×C附表9双边V型坡口埋弧自动焊对接焊缝F=δ×b+(δ-10)/2×tg(α/2)+4/3×(E+4) 附表10对称X型坡口埋弧自动焊对接焊缝F=δ×b+(δ-p)/2×tg(α/2)+4/3B×C附表11无坡口单面角焊缝F=K/2+K×h 注:无坡口双面角焊缝按两条焊缝计算附表12有坡口单面角焊缝附表13水冷壁(光管+扁钢)纵向焊缝焊材消耗定额标准附表14管子对接V型坡口熔焊金属计算表。

内蒙钢结构工程消耗量定额
一、钢材消耗量定额
1. 钢材的种类:包括碳钢、合金钢、不锈钢等。
2. 钢材的规格:包括板材、型材、管材等。
3. 钢材的消耗量:根据不同的钢结构形式和规格,有不同的消耗量标准。
二、焊接材料消耗量定额
1. 焊条:根据不同的钢材和焊接要求,有不同的消耗量标准。
2. 焊丝:根据不同的钢材和焊接要求,有不同的消耗量标准。
3. 焊剂:根据不同的焊接方法和要求,有不同的消耗量标准。
三、紧固件消耗量定额
1. 螺栓:根据不同的规格和用途,有不同的消耗量标准。
2. 螺母:根据不同的规格和用途,有不同的消耗量标准。
3. 垫圈:根据不同的规格和用途,有不同的消耗量标准。
四、涂料消耗量定额
1. 涂料的种类:包括油漆、防腐涂料、防火涂料等。
2. 涂料的消耗量:根据不同的涂刷方法和要求,有不同的消耗量标准。
五、气体消耗量定额
1. 气体的种类:包括氧气、乙炔、丙烷等。
2. 气体的消耗量:根据不同的焊接方法和要求,有不同的消耗量标准。
六、劳动力消耗量定额
1. 工人的种类:包括焊工、铆工、油漆工等。
2. 工人的数量:根据不同的工程规模和要求,有不同的消耗量标准。
七、机械消耗量定额
1. 机械的种类:包括焊机、切割机、钻床等。
2. 机械的消耗量:根据不同的机械型号和使用要求,有不同的消耗量标准。
八、其他材料消耗量定额
1. 其他材料的种类:包括填充材料、保护材料等。
2. 其他材料的消耗量:根据不同的工程要求和使用情况,有不同的消耗量标准。
焊材消耗定额计算软件开发、封装及应用孙修圣,刘鸿彦,李卫华,杜永勤,王书华(南京宝色股份公司,江苏南京211100)摘要:针对压力容器主容器制造的特点,结合多年生产实际,提出了压力容器制造过程中焊材消耗定额计算的经验公式。
为提高焊接工艺人员报料的效率和准确性,开发了焊材消耗定额计算软件(WCRC ),通过简洁的GUI 界面操作,快速实现定额计算。
为实现报料软件的通用性,保护源代码,对程序进行封装,形成独立的可执行文件脱离MATLAB 运行。
此外,为验证软件的计算可靠性,技术人员进行了实际生产应用,结果显示可满足公司焊材定额计算的要求,具有良好的生产实用性。
该焊材消耗定额程序的开发为进一步实现压力容器综合报料计算奠定了良好基础。
关键词:压力容器;焊材消耗;定额计算;MATLAB ;程序封装中图分类号:TG409文献标志码:A 文章编号:1001-2303(2018)08-0137-05DOI :10.7512/j.issn.1001-2303.2018.08.27Development ,capsulation and application of ration calculation softwarefor welding consumableSUN Xiusheng ,LIU Hongyan ,LI Weihua ,DU Yongqin ,WANG Shuhua(Nanjing Baose Co.,Ltd.,Nanjing 211100,China )Abstract :Considering the characteristics of the main container manufacturing for pressure vessels ,ration calculation empirical formulas for welding consumable were provided in combination with years of actual production practice.In order to improve the efficiency and accuracy for technician to calculate the consumption ,ration calculation software for welding consumable(WCRC)was developed.Ration calculation can be achieved quickly with GUI interface operation.The capsulation of ration calculation software was studied also in this paper to protect the source code and improve universality ,and the housed software can operate independently without the installation of MATLAB software.In addition ,technicians applied the software to actual production application for thepurpose of verifying its 'reliability.The result shows that it can meet the calculation requirements of our company.This can enhancethe produce practicality and provide better basis for the integrated calculation of pressure vessels because of the development of ration calculation software.Key words :pressure vessel ;welding consumable ;ration calculation ;MATLAB ;software capsulation 本文参考文献引用格式:孙修圣,刘鸿彦,李卫华,等.焊材消耗定额计算软件开发、封装及应用[J].电焊机,2018,48(08):137-140+145.收稿日期:2018-04-04;修回日期:2018-06-23作者简介:孙修圣(1990—),男,硕士,主要从事金属材料焊接工艺及焊接缺陷可视化方面的研究。
常用焊材定额标准目录1.封面.............................................................................................. ..1 2.目录. (2)3.前言 (3)4.手工角接焊缝焊材消耗量定额标准....................................................... ..4 5.手工对接焊缝焊条消耗量定额标准 (5)6.埋弧自动焊对接焊缝焊材消耗量定额标准 (6)7.埋弧自动焊(×型坡口)对接焊缝焊材消耗量定额标准........................ (7)8.CO2单面焊对接焊缝焊材消耗量定额标准.............................................8-11 9.CO2打底+埋弧焊盖面对接焊缝焊材消耗量定额标准.............................12-14 10.SG―2对接焊缝焊材消耗量定额标准................................................15-16 11.焊材消耗量计算公式. (17)前言本《常用焊材定额标准》,材料消耗定额量是通过焊接实测计算出的结果。
由于在测试过程中每种板材厚度不全,所得的实测数据不连续,因此在归纳整理数据过程中使用插值的方法予以补充,得出此焊材消耗定额标准。
1 范围本标准规定了各类焊缝手工及自动焊接材料消耗定额。
本标准适用于船舶新制工程,船舶维修、改装工程也可参照使用。
2 焊材消耗量定额2.1手工角接焊缝焊材消耗量定额标准2.2手工对接焊缝焊条消耗量定额标准注:焊缝坡口当采用碳弧气刨时,消耗量应较表列数量增加20%。
2.3 埋弧自动焊对接焊缝焊材消耗量定额标准2.4 埋弧自动焊(×型坡口)对接焊缝焊材消耗量定额标准2.5、CO2单面焊对接焊缝焊材消耗量定额标准2.6 CO2打底+埋弧焊盖面对接焊缝焊材消耗量定额标准2.7 SG―2对接焊缝焊材消耗量定额标准。
钢管焊接预算定额钢管焊接预算定额》的背景和目的可以简要介绍如下:该定额是为了规范钢管焊接预算并提供指导,以确保工程质量和预算控制。
钢管焊接在很多工程项目中起着重要作用,因此对其进行预算定额的规范是非常必要的。
通过准确的预算定额,可以帮助工程师和项目经理在项目规划和执行过程中制定合理的预算。
同时,定额还提供了关于钢管焊接预算的具体指导和建议,使工程团队能够更好地进行预算控制和成本管理。
钢管焊接预算定额的编制基于经验总结和实践,结合钢管焊接的特点进行了系统的分析和归纳。
通过参考和应用该定额,可以提高钢管焊接工程的效率和质量,减少预算超支和成本风险。
总之,本文将详细介绍《钢管焊接预算定额》的内容和应用,并为工程师和项目经理提供钢管焊接预算的参考依据,以确保工程的成功实施。
钢管焊接预算定额》的结构由以下主要章节组成:预算编制原则:该章节详细介绍了编制钢管焊接预算的基本原则和方法。
这包括确定费用计算依据、材料和人工成本的考虑因素等内容。
工程量计算方法:该章节描述了钢管焊接工程中工程量计算的具体方法和步骤。
这包括计算所需钢管数量、焊接材料的用量、焊接时间等。
费用计算:该章节说明了如何根据工程量计算和其他相关因素计算钢管焊接的费用。
这包括材料费、人工费、设备费、管理费等费用的计算方法。
其他注意事项:该章节提供了一些额外的注意事项,例如安全措施、质量要求和监控等方面的考虑。
每个章节都会详细阐述相关的内容和要点,以帮助用户编制钢管焊接预算时能够准确全面地考虑各个方面的因素。
在这一段中,我们将介绍《钢管焊接预算定额》适用的范围和条件。
该定额适用于钢管焊接工程,包括各种规格和材质的钢管焊接。
它适用于建筑工程、桥梁工程、管道工程等不同类型的工程项目。
该定额的特点在于,提供了一套标准化的预算计算方法,能够确保钢管焊接工程的经济合理性和施工质量。
它基于相关法律法规和技术标准,为钢管焊接工程提供了详细的预算规定和参考指南。
在适用该定额时,应注意遵守相关的法律法规和技术标准。
焊材消耗定额计算首先,焊材消耗定额计算需要明确以下几个参数:1.焊接方法:包括手工电弧焊、埋弧焊、气体保护焊、等离子焊等。
2.焊接材料:焊丝,包括焊芯材料和焊剂,通常根据焊接方法不同而选择不同的焊芯材料和焊剂。
3.焊接层数:焊缝的层数,通常有单层焊缝和多层焊缝两种。
4.焊缝形式:包括直焊缝、横焊缝、角焊缝等形式。
在进行焊材消耗定额计算时,需要根据以上参数选择相应的计算公式。
以下是一些常用的计算公式的示例:1.焊接电流计算:焊接电流(A)= 焊缝长度(m)× 焊接速度(m/min)× 焊丝截面积(mm²/m)2.焊丝消耗量计算:焊丝消耗量(kg/m)= 焊接电流(A)× 焊接时间(h)× 焊丝直径(mm)× 电流效率3.焊剂消耗量计算:焊剂消耗量(kg/m)= 焊缝长度(m)× 焊接速度(m/min)× 焊剂厚度(mm)4.焊剂厚度计算:焊剂厚度(mm)= 焊缝截面积(mm²)× 焊剂密度(kg/m³)÷ 焊缝长度(m)通过以上公式计算得到的数值,即为焊材消耗定额。
需要注意的是,焊材消耗定额计算中还需考虑一些因素的修正:1.考虑焊接过程中的损耗情况,例如焊丝的溅射、飞溅和风化等。
2.考虑焊接工艺因素的修正,包括焊接电流、焊接速度、焊接层数等的影响。
焊材消耗定额计算是一项比较复杂的工作,需要根据具体焊接工艺和焊接材料进行计算。
在实际生产中,可以参考相关的焊接手册和标准,或者请专业人员进行计算。
通过定额计算,可以合理控制焊材消耗量,提高焊接效率和经济效益。
焊接材料消耗定额标准Q/HZ MB103-79二零零四年十月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三V型坡口单面手工焊缝四V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝七不开坡口丁字接头单面手工焊缝注:双面焊定额加倍. δ1≥δ. 八单面V型坡口角度手工焊缝(双面焊)九油缸缸底焊缝焊丝定额CG1-30型气割机切割规范钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0=[])C︒-350C(25.0——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量:[C]P=0.005S[C]X(S为板厚)————成分碳当量:[C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
焊接材料消耗定额标准
使用说明:
1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;
碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;
焊丝按熔敷金属重量的 1.05倍计;
焊剂按熔敷金属重量的 1.35倍计;
一不开坡口单面手工焊缝
二不开坡口双面手工焊缝
三V型坡口单面手工焊缝
1
四V型坡口双面手工焊缝
五对称双面X型坡口手工焊缝
2
六单面U型坡口手工焊缝
3
七不开坡口丁字接头单面手工焊缝
注:双面焊定额加倍. δ1≥δ.
4
八单面V型坡口角度手工焊缝(双面焊)
九油缸缸底焊缝焊丝定额
5
6
CG1-30型气割机切割规范
钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、
30、32、36、40、46、50、60
碳当量计算公式(国际焊接学会):
C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)
当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.
Ito-Bessyo计算预热温度公式:
T0=[])
C︒
-
350C
(
.0
25
——T0预热温度(℃)
——[C]=[C]X+[C]P
————尺寸碳当量:[C]P=0.005S[C]X(S为板厚)
————成分碳当量:[C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90
7
钢板最小弯曲半径
圆钢最小弯曲半径
钢管最小弯曲半径
L=(0.5π×R+Y系数×T)×(θ/90)
L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
材料Y系数K系数
软黄铜(Soft brass)和铜(copper)0.550.35
硬黄铜(Hard brass) 和铜、软钢(Soft Steel)、铝(Aluminum) 0.64 0.41
硬铜、青铜(Bronze)、冷轧钢(Hard steel)、弹簧钢(Spring steel) 0.71 0.45
8
四维公司设备一览表
铆焊车间:
半自动切割机:CG1-30(δ=5~120mm)
空气等离子切割机:KLG-40D(δ≤12)
CO2气体保护焊机:NB500、NB350
硅整流焊机:ZX5-250
折弯机:WB67Y-48(48T)500T
剪板机:Q11-6.3X2000 Q11-20X2500(δ20)
型材切割机:J3G-400A3(型材130X130)
光电切割机:IK-2500CE
数控切割机:HoneyBee MYNUC-6000S(6m) WKQ-9000CS(9m)
机加工车间:
镗床:TSP619
铣床:X62(卧)
立铣:XA5032
钻床:Z35、Z535、Z525
磨床:M7130(平面磨) MM1420(外圆磨)
车床:C620、C630
立式珩磨机:M4250(φ200,L=1500)
9
油缸油漆定额换算
(以长度1米为计量单位)
注:1)底漆及面漆的型号、颜色,根据设计要求确定。
2)稀释剂品种根据漆的品种来选定。
3)底漆:0.1~0.12kg/m2;稀释剂:(底漆+面漆)X(0.15~0.18)。
结构件底漆:0.1~0.12kg/m2;
面漆:0.24kg/m2 (两次);稀释剂:(底漆+面漆)X0.3。
10。