设备卡片模版
- 格式:doc
- 大小:29.00 KB
- 文档页数:1
工艺卡片模板Mechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:XXX:XXX Model:Total Pages:n Name:Number of Pieces per XXX:XXX:XXX Name:XXX Name:Standard Final Piece:XXX:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:Fixture Number:XXX:XXX:n:Bottom Drawing Number: XXX:Step Number:1Main Spindle Cutting Speed: m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:XXX:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number SignatureDesigned (Date)DateReviewed (Date) Standardized (Date) Countersigned (Date) Marking Change File NumberMechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:XXX:XXX Model:Total Pages:n Name:Number of Pieces per XXX: XXX:XXX Name:XXX Name:Standard Final Piece:XXX:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:Fixture Number:XXX:XXX:n:Bottom Drawing Number: XXX:Step Number:1Main Spindle Cutting Speed: m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:XXX:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number Signature Designed (Date)Reviewed (Date)SignedStandardized (Date)Countersigned (Date)Marking Change File NumberMechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:Number of Pieces per XXX: XXX:XXX Name:XXX Name:Total Pages:n Name:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:XXX:XXX Model:Fixture Number:XXX:Standard Final Piece:XXX:XXX:n:Bottom Drawing Number:XXX:Step Number:1Main Spindle Cutting Speed:m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number Signature Designed (Date)DateReviewed (Date)Standardized (Date)Countersigned (Date)Marking Change File Number机械加工工序卡片产品型号:______ 产品名称:______ 零件图号:______ 零件名称:______车间:______ 毛坯种类:______ 设备名称:______ 设备型号:______共页:______ 工序号:______ 每毛坯可制作件数:______ 设备编号:______夹具名称:______ 工位器具名称:______ 材料牌:______每台件数:______ 同时加工件数:______ 切削液:______ 煤油:______工序工时:______ 夹具编号:______ 工位器具编号:______准终单件:______ 进给:______ 描图:______ 描校:______底图号:______ 装订号:______工步号:1主轴切削速度:m/min 进给量:mm/r 切削深度:mm 转速:r/min工步工时:______ 辅助工步内容:______ 工艺装备:______机动设计(日期)审核(日期)签字日期标记处数更改文件号签字标准化(日期)会签(日期)日期标记处数更改文件号工步号:1主轴切削速度:m/min 进给量:mm/r 切削深度:mm 转速:r/min工步工时:______ 辅助工步内容:______ 工艺装备:______机动设计(日期)审核(日期)签字日期标记处数更改文件号签字标准化(日期)会签(日期)日期标记处数更改文件号注:删除了明显有问题的段落,对每段话进行了小幅度的改写,使其更加清晰明了。

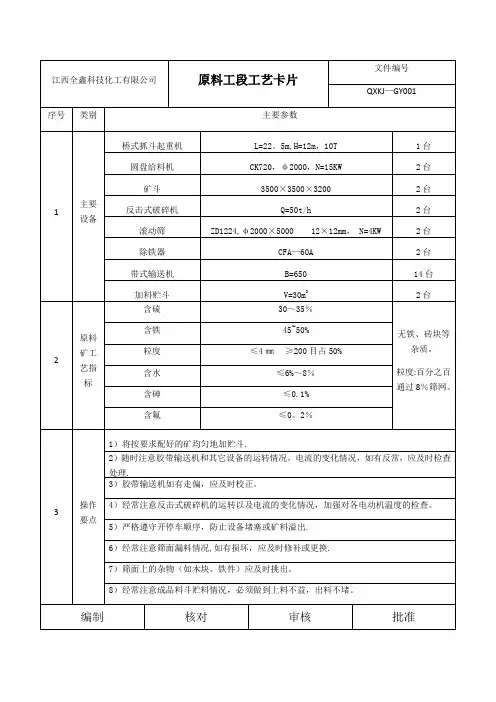
第四届全国大学生工程训练综合能力竞赛湖北省预赛机械加工工艺过程卡片Machining Process Card共页第1页编号229产品名称小车生产纲领500件/年零件名称后轮套筒生产批量42件/月材料铝6061 毛坯种类棒料毛坯外形尺寸Ф35x100 每毛坯可制作件数 3 每台件数 2 备注序号工序名称工序内容工序简图机床夹具刀具量具辅具工时(min)1 下料Ф35圆棒料长为100。
直尺 22 锯断Ф35圆棒料,锯断为长度30。
直尺、游标卡尺23 车1、夹一端伸出长度20,齐端面;2、粗车外圆至ф32。
5,长15,再粗车外圆至ф15.5,长8;3、精车台阶圆至ф15⨯8;ф32⨯5。
C6140三爪卡盘45外圆车刀直尺、游标卡尺64 车1、掉头,夹ф15圆,齐端面;2、钻孔ф5;3、粗车外圆至ф12。
5长度到ф32处;4、精车外圆至ф12⨯12;5、倒2的倒角。
C6140三爪卡盘45外圆车刀直径为5的麻花钻游标卡尺75 钳1、画线确定圆心;2、横卧着夹在钻床上,钻孔;3、将台阶轴竖直立在钻床上,再钻通孔;4、攻螺纹.钻床直径为2。
5麻花钻M3的丝锥游标卡尺96 检验按着图纸要求检验后轮套筒是否符合要求。
游标卡尺2 编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期学校名称:湖北工业大学参赛项目:“S”型赛道场地常规赛装订线。
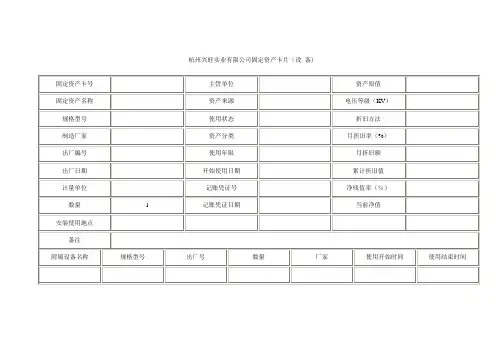
杭州兴旺实业有限公司固定资产卡片(设备)
固定资产盘盈(亏)单
填报单位:填报日期:年月日编号:盘字第号
固定资产拆除单
填报单位:填报日期:年月日编号:拆字第号
校核工程主管单位主管编制
杭州兴旺实业有限公司
固定资产无偿调拨单
年月日字号
杭州兴旺实业有限公司
固定资产内部转移单
填报日期:填报人:编号:转字第号
注明:本表一式四份
杭州兴旺实业有限公司
固定资产报废(损)鉴定表
申报单位: 编号:
注明:本表一式四份申报日期: 年月日申报人:
杭州兴旺实业有限公司
固定资产停用单
填报单位:填报日期:年月日编号:停字第号
杭州兴旺实业有限公司
固定资产租赁单
填报单位:填报日期:年月日编号:租字第号。
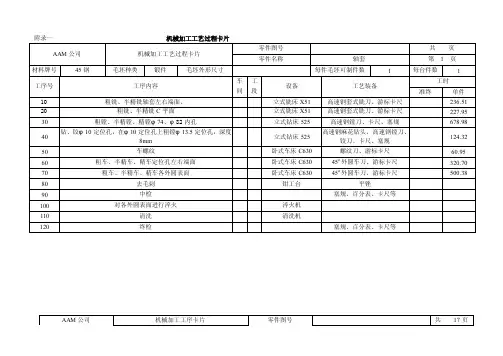
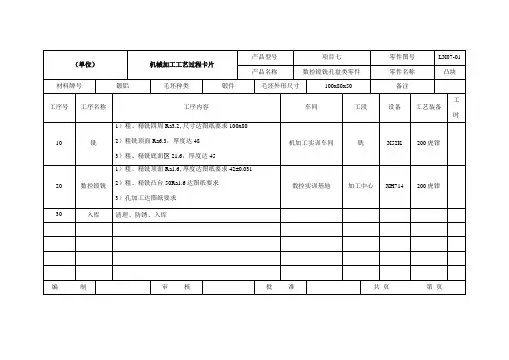
附录一机械加工工艺过程卡片AAM公司机械加工工艺过程卡片零件图号共页零件名称轴套第1页材料牌号45钢毛坯种类锻件毛坯外形尺寸每件毛坯可制件数 1 每台件数 1工序号工序内容车间工段设备工艺装备工时准终单件10 粗铣、半精铣轴套左右端面、立式铣床X51 高速钢套式铣刀、游标卡尺236.51 20 粗铣、半精铣C平面立式铣床X51 高速钢套式铣刀、游标卡尺227.95 30 粗镗、半精镗、精镗φ74、φ82内孔立式钻床525 高速钢镗刀、卡尺、塞规678.9840 钻、铰φ10定位孔,在φ10定位孔上粗镗φ13.5定位孔,深度8mm立式钻床525高速钢麻花钻头、高速钢镗刀、铰刀、卡尺、塞规124.3250 车螺纹卧式车床C630 螺纹刀、游标卡尺60.95 60 粗车、半精车、精车定位孔左右端面卧式车床C630 45o外圆车刀、游标卡尺320.70 70 粗车、半精车、精车各外圆表面卧式车床C630 45o外圆车刀、游标卡尺500.38 80 去毛刺钳工台平锉90 中检塞规、百分表、卡尺等100 对各外圆表面进行淬火淬火机110 清洗清洗机120 终检塞规、百分表、卡尺等AAM公司机械加工工序卡片零件图号共17页附录二机械加工工序卡片零件名称轴套第1页车间工序号工序名称材料牌号10粗铣、半精铣轴套左右端面45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数立式铣床X51 2 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件236.51工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗铣左端面,控制尺寸193.5±0.23mm 高速钢套式铣刀、游标卡尺100 50.27 1.28 1.5 1 53.5S 8.03S2 粗铣右端面,控制尺寸192±0.23mm 高速钢套式铣刀、游标卡尺100 50.27 1.28 1.5 1 53.5S 8.03S3 半精铣左端面,控制尺寸L3=191±0.057mm高速钢套式铣刀、游标卡尺100 50.27 0.896 1 1 43.5 6.53S4 半精铣左端面,控制L4=190±0.057mm 高速钢套式铣刀、游标卡尺100 50.27 0.896 1 1 43.5 6.53SAAM公司机械加工工序卡片零件图号共17页23AAM 公司机械加工工序卡片零件图号 共 17页 零件名称轴套第 1页零件名称 轴套第 1页 车间 工序号 工序名称 材料牌号 20 粗铣半精铣C 平面 45钢 毛坯种类 毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数立式铣床X511 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 准终 单件227.95工步号 工步内容工艺装备主轴转速 /(r /min ) 切削速度 /(m /min ) 进给量/(mm /r ) 背吃刀量/mm走刀 次数 工时定额 基本 辅助 1 粗铣C 平面,控制尺寸23.071±高速钢套式铣刀、游标卡尺160 40.2 0.8 1.5 1 64 9.6 2 半精铣C 平面,控制尺寸057.070± 高速钢套式铣刀、游标卡尺18045.240.41112318.454车间 工序号 工序名称 材料牌号 30 粗镗半精镗精镗内孔 45钢 毛坯种类 毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数立式钻床Z 5251 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 准终 单件678.98工步号 工步内容 工艺装备主轴转速 /(r /min ) 切削速度 /(m /min ) 进给量/(mm /r ) 背吃刀量/mm走刀 次数 工时定额 基本 辅助 1粗镗内孔,控制尺寸190.0072+φ,190.0080+φ高速钢镗刀、卡尺、塞规14031.670.51.5113620.42 半精镗内孔,控制尺寸046.005.73+φ,046.005.81+φ 高速钢镗刀、卡尺、塞规 195 45.03 0.4 0.75 1 118 17.7 3 精镗内孔,控制尺寸03.0074+φ,03.0082+φ高速钢镗刀、卡尺、塞规9722.550.30.25131447.15AAM 公司 机械加工工序卡片零件图号 共 17页 零件名称 轴套 第 1页 车间 工序号 工序名称材料牌号 40 钻、铰10φ内孔,粗镗5.13φ孔45钢 毛坯种类 毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数立式钻床Z 5251 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 准终 单件124.32工步号 工步内容工艺装备主轴转速 /(r /min ) 切削速度 /(m /min ) 进给量/(mm /r ) 背吃刀量/mm走刀 次数 工时定额 基本 辅助 1 钻定位孔,尺寸控制15.008.9+高速钢麻花钻、铰刀、卡尺、塞规 680 20.94 0.2 9.8 1 50.04 7.50 2 粗铰定位孔,尺寸控制036.0010+高速钢麻花钻、铰刀、卡尺、塞规392 12.32 0.8 0.2 1 27.6 4.14 3 粗镗5.13φ孔,尺寸控制036.005.13+φ高速钢镗刀、铰刀、卡尺、塞规14031.670.51.751243.6零件名称轴套第1页车间工序号工序名称材料牌号60 粗车、半精车、精车定位孔左右端面45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620-1 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件320.70工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗车定位孔左右端面端面车刀、游标卡尺90 53.72 0.7 1.3 1 80.95 12.142 半精车定位孔左右端面端面车刀、游标卡尺150 89.53 0.35 0.8 1 97.14 14.573 精车定位孔左右端面端面车刀、游标卡尺200 119.38 0.3 0.4 1 85 12.756零件名称轴套第1页车间工序号工序名称材料牌号50 粗车、半精车、精车各外圆表面45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620-1 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件500.38工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗车各外圆表面45o外圆车刀、游标卡尺90 53.72 0.7 1.3 1 186.95 28.042 半精车各外圆表面45o外圆车刀、游标卡尺150 89.53 0.35 0.6 1 223.54 33.533 精车各外圆表面45o外圆车刀、游标卡尺200 119.38 0.3 0.6 1 195.6 29.347AAM公司机械加工工序卡片零件图号共17页零件名称轴套第1页车间工序号工序名称材料牌号50 车螺纹45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620-1 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件60.95工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 车螺纹150 53.72 0.7 2 1 50 7.58。
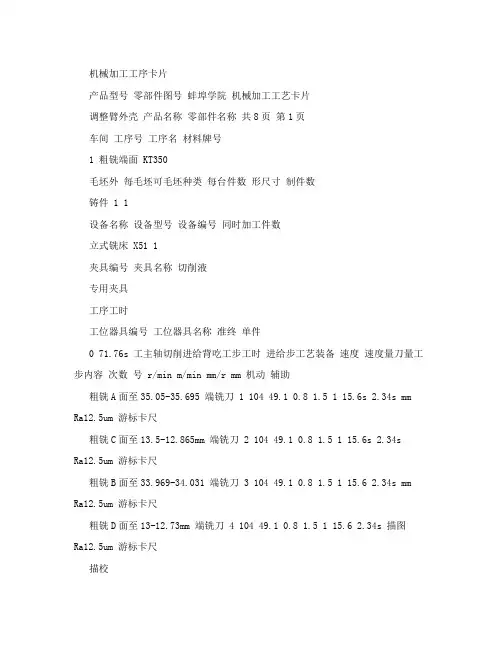
机械加工工序卡片产品型号零部件图号蚌埠学院机械加工工艺卡片调整臂外壳产品名称零部件名称共8页第1页车间工序号工序名材料牌号1 粗铣端面 KT350毛坯外每毛坯可毛坯种类每台件数形尺寸制件数铸件 1 1设备名称设备型号设备编号同时加工件数立式铣床 X51 1夹具编号夹具名称切削液专用夹具工序工时工位器具编号工位器具名称准终单件0 71.76s 工主轴切削进给背吃工步工时进给步工艺装备速度速度量刀量工步内容次数号 r/min m/min mm/r mm 机动辅助粗铣A面至35.05-35.695 端铣刀 1 104 49.1 0.8 1.5 1 15.6s 2.34s mm Ra12.5um 游标卡尺粗铣C面至13.5-12.865mm 端铣刀 2 104 49.1 0.8 1.5 1 15.6s 2.34sRa12.5um 游标卡尺粗铣B面至33.969-34.031 端铣刀 3 104 49.1 0.8 1.5 1 15.6 2.34s mm Ra12.5um 游标卡尺粗铣D面至13-12.73mm 端铣刀 4 104 49.1 0.8 1.5 1 15.6 2.34s 描图Ra12.5um 游标卡尺描校底图号装订号设计审核标准化会签(日期) (日期) (日期) (日期) 标处更改文签日标处更改文签日记数件号字期记数件号字期机械加工工艺过程卡片产品型号零件图号蚌埠学院机械加工工艺过程卡片产品名称零件名称调整臂外壳共1页第1页每毛坯可材料牌号 KT350 毛坯种类铸件毛坯外形尺寸 1 每台件数 1 备注制件数工时工名工序号工序内容车间工段设备工艺装备序称准终单件粗铣凸台粗铣两端面至X51立式铣高速钢套式面铣刀、游标卡35.881 两端面34.031~33.969mm Ra12.5um 床尺、专用夹具 s半精铣凸半精铣两端面至32~31.83mm X51立式铣高速钢套式面铣刀、游标卡58.932 台两端面 Ra6.3um 床尺、专用夹具 s镗孔T716立式金3 镗刀、游标卡尺、专用夹具62.1s Φ62mm 刚镗床X51立式铣 4 铣槽26m 38.5s 铣刀、游标卡尺 +床铣舌台两粗铣、半精铣至12~11.76mm XA613卧式高速钢套式面铣刀、游标卡94.815 面 Ra6.3um 铣床尺、专用夹具 s钻Φ12mm钻、粗铰孔至12.18~12.16mm X525立式复合麻花钻、铰刀内径千分16.566 孔 Ra6.3um 钻床尺 s钻孔31.877 台式小钻床麻花钻5XΦ4(3mm s钻Φ13mm钻孔至 X525立式33.128 孔并钻沉复合麻花钻 13.12~13mmRa25um 钻床 s 头孔钻孔钻孔至13.92~13.8mm X525立式23.01描图 9 复合麻花钻Φ13(8mm Ra25um 钻床 s钻M10螺X525立式77.5610 钻底孔复合麻花钻描校纹底孔钻 s钻Rc1/8锥X525立式77.9511 钻底孔复合麻花钻螺纹底孔钻床 s 底图号12 攻丝攻丝 13 去毛刺钳工台装订号14 清洗清洗机 15 终检设计审核标准化会签 (日期) (日期) (日期) (日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
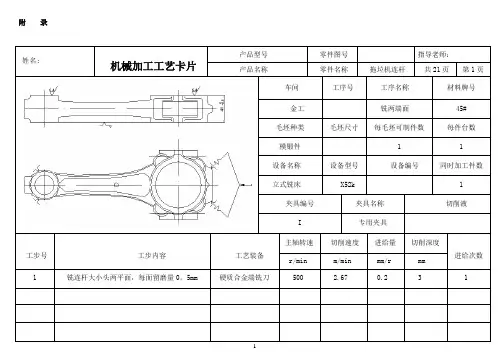
附录姓名: 机械加工工艺卡片产品型号零件图号指导老师:产品名称零件名称拖垃机连杆共21页第1页车间工序号工序名称材料牌号金工铣两端面45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数立式铣床X52k 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1 铣连杆大小头两平面,每面留磨量0。
5mm 硬质合金端铣刀500 2.67 0.23 1机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第2页车间工序号工序名称材料牌号金工粗磨45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数磨床M7350 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1 以一大平面定位,磨另一大平面,保证中心线对称,无标记面称为基面砂轮;磁力吸盘100 0.33 0。
33 0。
3 1机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第3页车间工序号工序名称材料牌号金工钻45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3080 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1 以基面定位,钻、扩、铰小头孔麻花钻;扩孔钻;铰刀1000 1。
04 0。
12 10 12 250 0.39 0.8 1.5 13200 0.32 0.8 1。
0 1机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第4页车间工序号工序名称材料牌号金工铣大头两侧45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数卧式铣床X62W 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1铣两侧面,保证对称(此平面为工艺用基准面) 750 0。
R29-085/0-11分 厂中板分厂作业区成品作业区 钢板下线作业○◎NO123456789101112◎序号*重点行动目标手指口述审核签字第一阶段:现状把握(找潜在危险)KYT活动卡片作业项目:1、常规作业 2、维修作业 (1 )3、交叉作业 4、抢修作业第二阶段:本质追究(确定重要危险点)下线钢板堆放过高会导致地面下沉或垛位倾斜伤人。
台架维修时电焊火花四溅会烫伤人员。
台架上电缆气管放置混乱,人员经常摔倒。
下线钢板堆放不整齐可能会导致钢板掉落。
说出并记录危险要因和现象行车吊运前行车吊具检查不到位,零部件掉落会砸伤人。
车间内易发生滑落的坑洞安全标志缺失较多经过时会摔倒。
行车吊运钢板时造成防护网脱落,人员会踩空摔跤。
行车吊运钢板距离地面过高放下会掀起大量灰尘进入地面人员口鼻。
行车吊运超过吊运范围会碰伤或砸伤人员或设备。
第三阶段:对策树立(我们怎么做)1、劳保用品穿戴整齐。
3、注意与行车保持安全距离。
2、及时检查设备。
具体措施行车吊运钢板前检查不到位部件掉落会砸伤地面人员。
班组长: 日期: 作业长: 日期:主管领导: 日期: 厂 长: 日期:劳保用品已穿戴整齐,已注意与吊运钢板行车保持安全距离。
第四阶段:目标确认(团队行动目标)3、行车吊运时要严格遵守操作规程。
1、要注意CS9操作人员的操作。
2、记录下线钢板信息时要与辊道保持安全距离。
小组签名小组长:徐银莹 组员:邓斌 石晓峰 卢红霞 陆东一日期:劳保用品穿戴整齐,OK!注意与吊运钢板行车保持安全距离,OK!。
设备管理卡
设备名称 规格型号 设备编号 设备员 设备操作人 维修工
车间负责人
有效期
正常 √ 维修中 大修中 不正常
设备管理卡
设备名称 规格型号
设备编号
设备员 设备操作人 维修工
车间负责人
设备情况 正常 √ 维修中 大修中 不正常 设备管理卡
设备名称 规格型号 设备编号 设备员 设备操作人 维修工
车间负责人
有效期
正常 √ 维修中 大修中 不正常
设备管理卡
设备名称 规格型号
设备编号
设备员 设备操作人 维修工
车间负责人
设备情况 正常 √ 维修中 大修中 不正常 设备管理卡
设备名称 规格型号 设备编号 设备员 设备操作人 维修工
车间负责人
有效期
正常 √ 维修中 大修中 不正常
设备管理卡
设备名称 规格型号
设备编号
设备员 设备操作人 维修工
车间负责人
设备情况 正常 √ 维修中 大修中 不正常。
工厂生产注塑模具工艺参数卡片
日期:
年
月
日
产品型号产品简图
零件名称模具编号存盘模号注塑材料使用设备试模者
注
塑工艺参数
试模日期使用设备注射容量试模材料
材料预热温度
材料预热时间
注塑工艺条件
注塑温度
1#(喷嘴)
2#(前)
3#(中)4#(中)5#(后)模具温度
压力设定
多级注射
注射压力:MPa 注射速度:转/min 注射时间:S 终止位置:mm
1234保压保压压力:MPa 保压速度:转/min 保压时间:S
1234
冷却时间:
周期时间:顶出压力:
速度:转/min 合模
快速压力:MPa
速度:转/min
开
模
一慢压力:MPa 速度:转/min 低压压力:MPa 速度:转/min 快速压力:Mpa 速度:转/min 高压压力:MPa 速度:
转/min
二慢压力:
Mpa 速度:
转/min
备注:
编制校对标准化审核。