机械加工工艺过程表格
- 格式:xls
- 大小:16.00 KB
- 文档页数:1
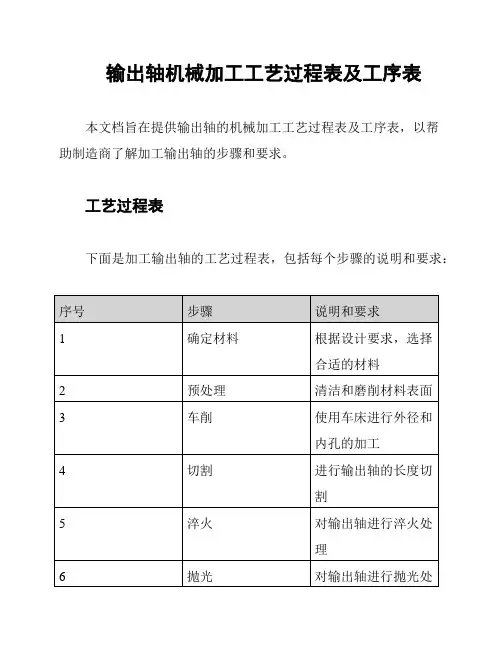
输出轴机械加工工艺过程表及工序表本文档旨在提供输出轴的机械加工工艺过程表及工序表,以帮助制造商了解加工输出轴的步骤和要求。
工艺过程表下面是加工输出轴的工艺过程表,包括每个步骤的说明和要求:工序表下面是加工输出轴的工序表,描述了每个工序的步骤和要求:工序 1: 确定材料步骤:1. 根据设计要求和产品规格,选择合适的材料。
2. 材料选择要考虑强度、耐磨性和耐腐蚀性等因素。
工序 2: 预处理步骤:1. 清洁输出轴的表面,确保无灰尘、油脂和其他杂质。
2. 对输出轴的表面进行磨削,以去除划痕和不均匀的表面。
工序 3: 车削步骤:1. 使用车床对输出轴进行外径和内孔的车削。
2. 确保车削后的尺寸和精度符合设计要求。
工序 4: 切割步骤:1. 使用切割工具对输出轴进行长度切割。
2. 确保切割后的长度符合设计要求。
工序 5: 淬火步骤:1. 将输出轴放入淬火设备中进行淬火处理。
2. 控制淬火温度和时间,以确保输出轴达到所需的硬度和韧性。
工序 6: 抛光步骤:1. 使用抛光工具对输出轴进行抛光处理。
2. 确保抛光后的表面光滑并且没有明显的瑕疵。
工序 7: 配件安装步骤:1. 根据设计要求,安装必要的配件,如轴承和齿轮等。
2. 确保配件安装牢固可靠。
工序 8: 质检步骤:1. 对加工好的输出轴进行质量检查。
2. 检查尺寸、表面质量和其他关键指标是否符合设计要求。
工序 9: 表面处理步骤:1. 根据需求进行表面处理,如镀铬、喷涂或其他特殊处理。
2. 确保表面处理均匀并且符合产品要求。
工序 10: 包装步骤:1. 将加工好的输出轴逐个包装。
2. 使用适当的包装材料,确保输出轴在运输和储存过程中不受损。
以上是输出轴的机械加工工艺过程表及工序表,供参考使用。
具体加工过程和要求请根据实际情况进行调整和确认。
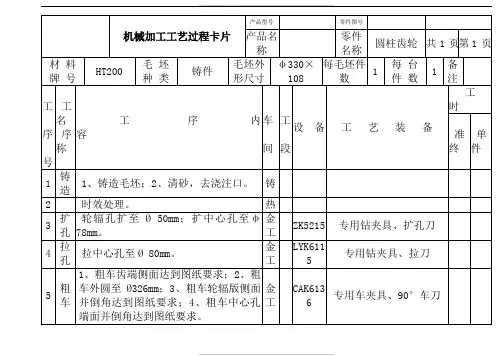

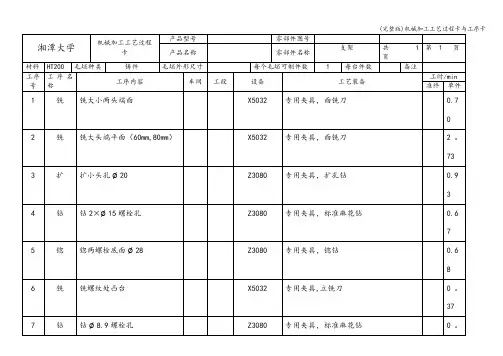
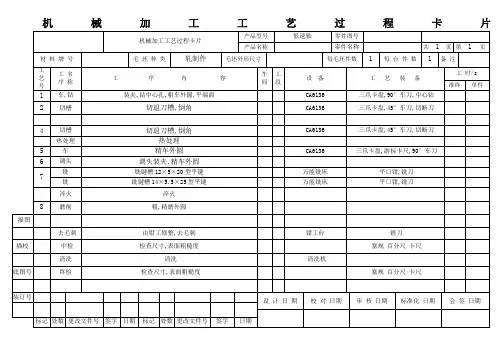
湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共 14页第 1页车间工序号工序名称材料牌号1粗铣端面HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件1设备名称设备型号设备编号同时加工件数立式铣床X50321夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件0。
70工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时/min机动辅助1粗铣小头端端面A1Ø50mm硬质合金面铣刀,专用夹具37558。
90。
15310.30。
382翻转夹具,粗铣小头端端面A237558。
90.15310。
30。
38(完整版)机械加工工艺过程卡与工序卡设计(日期)审核(日期)标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共 14页第 2页车间工序号工序名称材料牌号2铣大头端端面HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件1设备名称设备型号设备编号同时加工件数立式铣床X50321夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件2。
73工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时/min机动辅助1粗铣大头端端面A面至6119.00 mm,BØ50mm硬质合金面铣37558。
90。
1572 2.20。
38面至8122.0mm刀,专用夹具设计(日期)审核(日期)标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共 14 页第 3页车间工序号工序名称材料牌号3扩小头孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件1设备名称设备型号设备编号同时加工件数钻床Z30801夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件0.93工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时/min机动辅助1粗扩铸造毛坯孔Ø16mm 至Ø1921.00+mmØ19mm 硬质合金扩孔钻,专用夹具 20011。
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!。
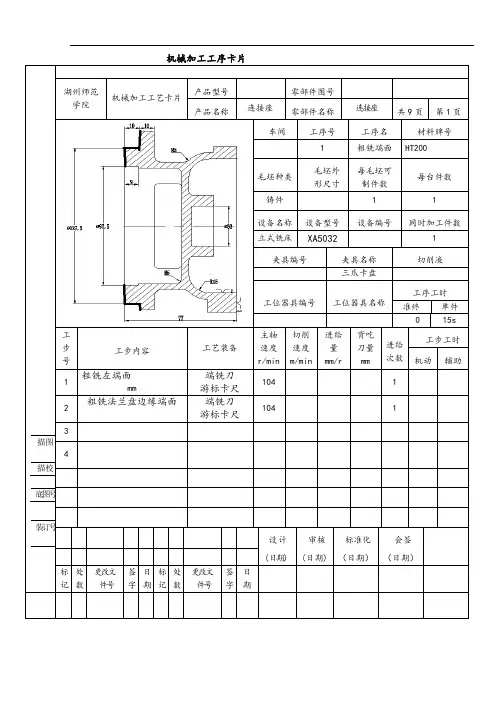
连杆加工工艺过程卡片及工序卡学生姓名届 2013学院(系)机械学院专业机械工程及自动化指导教师职称副教授产品名称连杆总成零件名称连杆盖第(2)页车间工序号工序名称材料牌号02 粗铣盖两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数端面铣床自制 1夹具编号夹具名称切削液J-01 铣夹具工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面(先加工凸起面)刀具:端铣刀盘D-01 n=610 v=191 f=0.281t=0.5 0.25 2.85(1)保证加工面距中心线尺寸18.35±0.102t=0.5(2)两大平面对称中心线允差±0.25mm 量具:卡尺3t=0.32 粗铣另一大平面36.720.04t=0.2 (1)其一平面必垂直设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体第(3)页车间工序号工序名称材料牌号03 粗铣杆两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数立铣 X52 1夹具编号夹具名称切削液J-02 铣夹量工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面(先加工凸起面)刀具:端铣刀盘D-02 n=1180 v=163 s=0.508 t=15 1 0.6 2.5(1)保证加工面距中心线尺寸18.35±0.10(2)两大平面对称中心线允差±0.25mm 量具:卡尺2 粗铣另一大平面36.720.0(1)其中一大平面赢平直不直度≯0.10mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体第(4)页车间工序号工序名称材料牌号04 钻小头孔45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-03 钻夹具乳化液工序工时 (分)准终单件3 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻连杆小头孔Φ24.530.0+粗糙度6.3 刀具:锥柄钻头Φ24.5 n=195 v=15 f=0.2 1 1.2 1.82 检验Φ24.530.0+孔与小头外圆应同心圆偏差≤0.25mm 量具:卡尺凸起面朝下定位夹紧设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体第(5)页车间工序号工序名称材料牌号05 小头孔倒角45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-04工序工时 (分)准终单件0.96 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 小头孔倒角面角1.520.0 ×45°刀具:锥柄钻头Φ28 n=68 V=6 f=手动 1.52 0.46 0.52 检验尺寸及粗糙度设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体和盖第(6)页车间工序号工序名称材料牌号06 粗磨杆盖大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数磨床 M7475B 杆16盖50夹具编号夹具名称切削液电磁吸盘乳化液工序工时 (分)准终单件4.09 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗磨一大平面36.410.0+以平整一大平面定刀具:研轮GB60ZRAP350×40×127 n=1440 v=1582 f纵=3-28 T=0.02 34 2.5 1.59位对称磨削。
机械加工工艺流程卡模板1. 引言机械加工工艺流程卡是指导工人进行机械加工操作的重要工具,它详细记录了加工工序、加工顺序、加工参数等关键信息,帮助工人正确、高效地完成加工任务。
本文将介绍一个常用的机械加工工艺流程卡模板,以供参考。
2. 机械加工工艺流程卡模板2.1 信息概要•零件名称:•零件编号:•工艺编号:•适用机床:•材料:•加工工艺:•日期:•编制人:•审核人:•批准人:2.2 工艺准备•图纸:•量具及测量工具:•刀具及夹具:•加工设备:•刀片安装方式:•工序顺序:•加工顺序:•加工参数计算和选择:•特殊要求和注意事项:2.3 加工工序•工序1:–工序内容:–预计加工时间:–加工顺序:–加工参数:–检验要求:–特殊要求和注意事项:•工序2:–工序内容:–预计加工时间:–加工顺序:–加工参数:–检验要求:–特殊要求和注意事项:•工序3:–工序内容:–预计加工时间:–加工顺序:–加工参数:–检验要求:–特殊要求和注意事项:(继续添加需要的工序)2.4 检验与质量控制•检验方法:•合格标准:•检验工具:•检验要求:2.5 完工记录•实际加工时间:•实际加工设备:•刀具消耗情况:•特殊事项记录:•编制人:•审核人:•批准人:3. 总结机械加工工艺流程卡模板提供了一个规范的工艺记录格式,可以帮助工人清楚地了解加工任务的各个方面,从而实现准确、高效地执行加工工序。
通过合理的规划和记录,可以提高加工过程的可控性和质量稳定性,为企业的生产效益和竞争力提供有效的支持。