阀体设计工艺卡片
- 格式:docx
- 大小:159.63 KB
- 文档页数:15
机械制造工艺学课程设计说明书题目:阀体零件机械加工工艺规程及关键工序夹具设计专业:班级:设计者:学号:指导教师:机械制造工艺学课程设计任务书题目:阀体零件机械加工工艺规程及关键工序夹具设计内容:1.零件图1张2.毛坯图1张3.机械加工工艺过程综合卡片张4.机械加工工序卡片张5.夹具结构设计装配图1张6.夹具结构设计零件图张7.课程设计说明书1份专业:班级:设计者:学号:指导教师:目录序言 (4)一、零件的分析 (4)(一)零件的功用、材料和性能 (4)(二)形体分析 (4)二、确定生产类型 (5)三、确定毛坯 (5)(一)选择毛坯 (5)(二)确定机械加工余量、毛坯尺寸和公差 (6)四、工艺规程设计 (6)(一)技术要求分析 (6)(二)零件的加工工艺性分析 (7)(三)选择基面 (7)(四)安排加工工艺路线 (8)(五)确定工序内容 (8)五、夹具设计 (17)(一)机床夹具的组成 (17)(二)机床的分类 (18)(三)工件的装夹方法 (18)(四)工件在夹具中的定位 (19)(五)夹紧装置的组成 (21)(六)阀体零件的钻床专用夹具的总体设计 (24)参考文献 (27)序言机械制造技术基础课程设计是在学完了机械制造技术机车和大部分专业课,并进行了生产实习的基础上进行的又一个实践性教学环节。
这次设计使我们能综合运用机械制造技术基础中的基本理论,并结合生产实习中学到的实践知识,独立地分析和解决了零件机械制造工艺问题,设计了机床专用夹具这一典型的工艺装备,提高了结构设计能力,为今后的毕业设计及未来从事的工作打下了良好的基础。
由于能力所限,经验不足,设计中还有许多不足之处,希望各位老师多加指教。
一、零件的分析(一)零件的功用、材料和性能该阀体是一个管道控制阀,通过一处外螺纹,一处带螺纹孔的方形壁与其他物体连接。
顶部内螺纹是用来安装控制阀门,利用阀门来控制液体的开关以及流量的大小。
阀体的材料是普通碳素结构钢Q235,其屈服值为235。
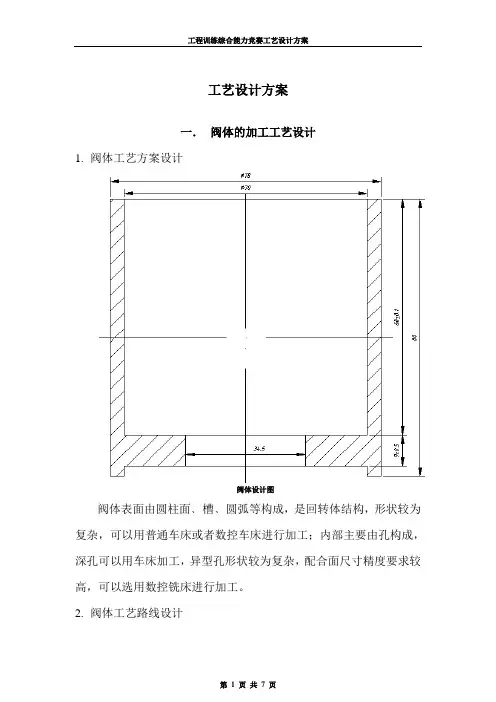
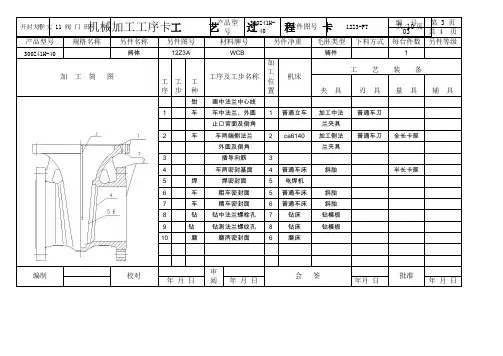
工艺设计方案一.阀体的加工工艺设计1.阀体工艺方案设计阀体设计图阀体表面由圆柱面﹑槽﹑圆弧等构成,是回转体结构,形状较为复杂,可以用普通车床或者数控车床进行加工;内部主要由孔构成,深孔可以用车床加工,异型孔形状较为复杂,配合面尺寸精度要求较高,可以选用数控铣床进行加工。
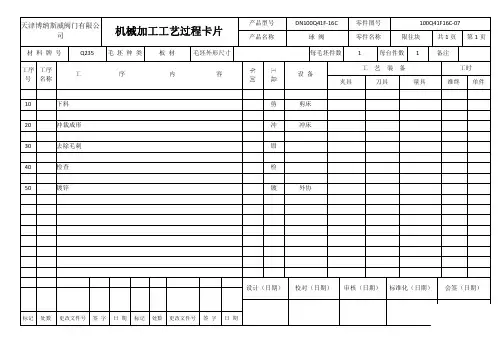
2.阀体工艺路线设计阀体总的加工路线是先进行车削加工,再进行铣削加工。
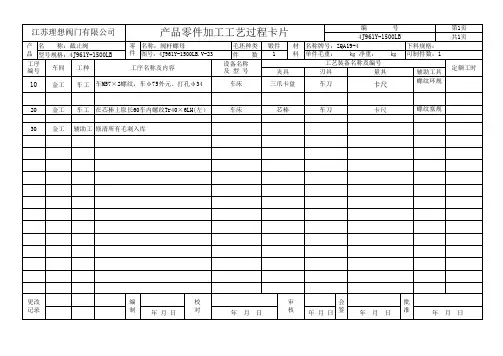
车削加工工艺路线如下:车削加工工艺路线表工序号夹具名称使用设备车间001 三爪卡盘普通车床加工车间工步工步内容刀具号刀具主轴转速/(r/min)进给速度/(mm/r)背吃刀量/(mm)备注1 粗车端面T01 端面车刀360 0.19 12 精车端面T01 端面车刀530 0.1 0.53 钻中心孔T02 中心钻2484 钻φ20*4孔T03 φ20麻花钻2485 钻φ5*4孔T04 φ5麻花钻360 0.19 56 钻φ30孔T05 φ30麻花钻2487 倒角T01 端面车刀5308 粗车端面T01 端面车刀360 0.19 1 工件调头装夹9 精车端面T01 端面车刀530 0.1 0.510 粗镗孔T05 镗刀360 0.19 511 半精镗孔T05 镗刀360 0.19 112 精镗孔T05 镗刀530 0.1 0.513 粗车外圆T06 外圆车刀360 0.19 0.414 精车外圆T06 外圆车刀530 0.1 0.115 倒角T01 端面车刀530铣削加工工艺路线如下:铣削加工工艺路线表工序号夹具名称使用设备车间002 三爪卡盘FANUC数控铣床加工车间工步工步内容刀具号刀具主轴转速/(r/min)进给速度/(mm/min)背吃刀量/(mm)备注1 粗铣轮廓T01 φ12立铣刀800 30 62 精铣轮廓T01 φ12立铣刀1200 30 0.23.阀体加工程序设计用Master CAM软件进行阀体的造型,构造出阀体的几何形状,利用软件的功能定义刀路并生成NC程序。
1引言1.1 本课题的意义机械工业是国民经济的基础产业,工艺是机械工业的基础工作。
制造技术是一个永恒的主题,是设想、概念、科学、技术物化的基础与手段,是国家经济与国防的体现,也是国家国家工业化的关键。
工业技术是制造技术的重要部分,也是最有活力的部分。
产品从设计到现实必须通过加工才能完成,工艺是设计和制造的桥梁,设计的可能性往往受到工艺的制约,同样设计可以通过不同的工艺来实现,工艺不同,所需的加工设备工艺装备也就不同,其质量和生产也就有差别。
机床夹具是机械制造行业中不可或缺的重要工艺装备,可以保证机械加工质量,提高生产效率,降低生产成本,减轻劳动强度,实现生产过程自动化,使用专用夹具还可以改变原机床的用途和扩大机床的使用范围,所以夹具在机械加工中发挥着重要的作用,大量专用机床夹具的采用为大批量的生产提供了必要的条件。
因此,好的夹具设计可以提高产品劳动生产率,保证和提高加工精度,降低生产成本等,还可以扩大机床的使用范围,从而使产品在保证精度的前提下提高效率、降低成本。
当今激烈的市场竞争和企业信息化的要求,企业对夹具的设计及制造提出了更高的要求。
所以对机械的加工工艺及夹具设计具有十分重要的意义。
本次设计主要是阀体加工工艺和钻模的设计,从实际生产要求出发,突出实际应用,并以相关理论知识为纽带,紧密联系生产具有很强的实用性。
1.2 我国机械工艺发展现状我国的现代制造技术主要沿着“广义制造”(或称“大制造”)的方向发展,具体的发展方向可以归纳为4 个方面和多个大项目。
这4 个方面体现为现代设计的技术、现代成形和改性的技术、现代加工的技术、制造系统和管理的技术,大项目则包括反求分层制造技术、微纳米技术、中尺度制造技术、极限制造技术、高速加工技术、表面工程技术、质量控制工程、虚拟制造、智能制造、协同制造、绿色制造和共生制造等。
当前,我国工艺发展的重点是并行设计、创新设计、改性技术与现代成形、材料成形过程仿真和优化等。
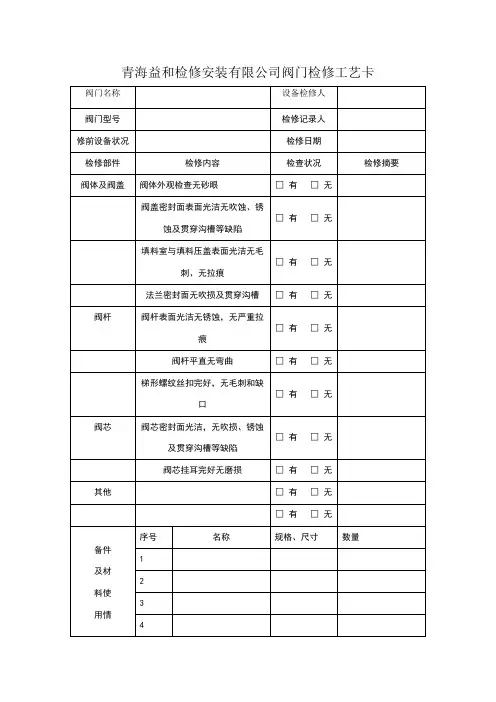
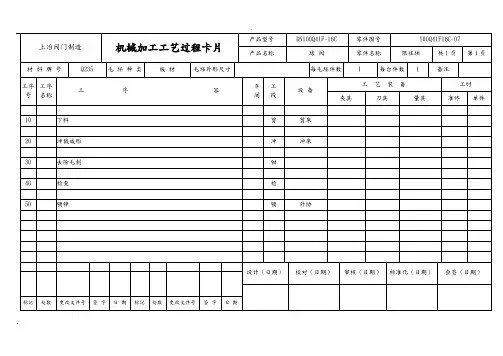
青海益和检修安装有限公司阀门检修工艺卡
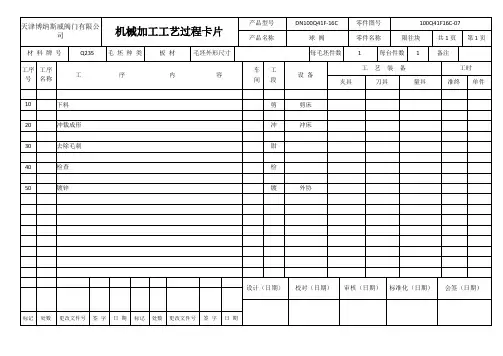
青海益和检修安装有限公司高排逆止门检修工艺卡
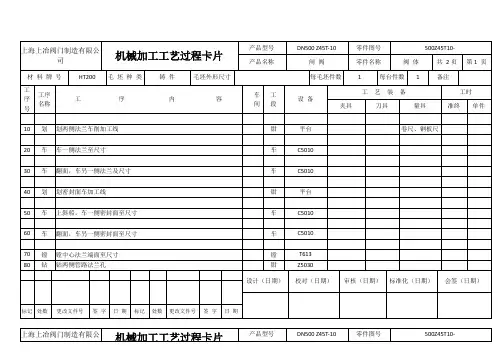
青海益和检修安装有限公司调节阀检修工艺卡
青海益和检修安装有限公司调节阀检修工艺卡
青海益和检修安装有限公司安全阀校验报告记录
青海益和检修安装有限公司安全阀校验报告记录
青海益和检修安装有限公司安全阀校验报告记录
青海益和检修安装有限公司安全阀校验报告记录
青海益和检修安装有限公司安全阀校验报告记录
青海益和检修安装有限公司安全阀校验报告记录
青海益和检修安装有限公司安全阀校验报告记录
青海益和检修安装有限公司安全阀校验报告记录
青海益和检修安装有限公司安全阀校验报告记录。
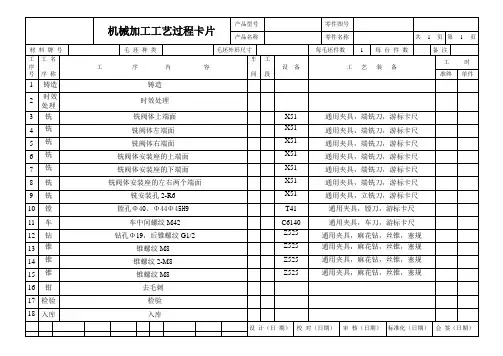
阀体零件的加工工艺设计(附工艺卡片)阀体零件的加工工艺设计目录第一章. 零件的工艺分析 (5)1.1零件的图样分析 (5)第二章. 机械加工工艺规程设计 (6)2.1确定毛坯的制造形式 (6)2.2选择定位基准 (6)2.3阀体零件表面加工方法的选择 (6)2.4工艺路线的制定 (10)2.5 机械加工余量、工序尺寸及毛坯尺寸的确定 (17) 2.6确定切削用量及基本工时 (18)2.6.1镗孔夹具 (18)2.6.2钻孔夹具 (25)2.7编制工艺规程文件 (28)第三章. 镗孔夹具设计 (28)3.1定位基准的选择 (28)3.2定位元件的设计 (29)3.3定位误差的分析与计算 (31)3.4夹紧装置设计 (31)3.5切削力及夹紧力的计算 (32)3.6车夹具设计及操作的简要说明 (34)第四章.钻孔夹具设计 (35)4.1定位基准的选择 (35)4.2定位元件的设计 (36)4.3定位误差的分析与计算 (36)4.4夹紧装置设计 (37)4.5切削力及夹紧力的计算 (37)4.6钻套及衬套导向件的设计 (39)4.7钻夹具设计及操作的简要说明 (40)总结 (41)参考文献 (42)第一章零件的工艺分析1.1零件的图样分析本次设计的题目是阀体零件的机械加工工艺及装备设计,阀体是在一定条件下,能使液压泵卸荷的阀。
图1-1 阀体零件图图1-2 阀体零件三维图第二章机械加工工艺规程设计2.1毛坯的制造形式的确定由于该零件的材料为HT200,且零件的年产量为6000件,已达到大批生产的水平,因此生产类型为大批量生产,为使零件有较好的机械性能,保证零件加工余量等,故采用铸造毛坯。
因为零件尺寸不大,形状结构比较复杂,所以我们采用铸造的形式来提高劳动生产率,降低成本。
2.2选择定位基准零件的机械加工工艺过程中,其中最关键的两道工序分别为钻4xM8的螺纹孔、镗Φ28mm和Φ30mm阶梯孔。
在加工4xM8的螺纹孔时,根据定位基准的选择原则,选择30x30的凸台底面作为定位基准,并且通过心轴为主要定位元件和挡销来实现定位。
阀体零件的加工工艺设计目录第一章. 零件的工艺分析 (5)1.1零件的图样分析 (5)第二章. 机械加工工艺规程设计 (6)2.1确定毛坯的制造形式 (6)2.2选择定位基准 (6)2.3阀体零件表面加工方法的选择 (6)2.4工艺路线的制定 (10)2.5 机械加工余量、工序尺寸及毛坯尺寸的确定 (17)2.6确定切削用量及基本工时 (18)2.6.1镗孔夹具 (18)2.6.2钻孔夹具 (25)2.7编制工艺规程文件 (28)第三章. 镗孔夹具设计 (28)3.1定位基准的选择 (28)3.2定位元件的设计 (29)3.3定位误差的分析与计算 (31)3.4夹紧装置设计 (31)3.5切削力及夹紧力的计算 (32)3.6车夹具设计及操作的简要说明 (34)第四章.钻孔夹具设计 (35)4.1定位基准的选择 (35)4.2定位元件的设计 (36)4.3定位误差的分析与计算 (36)4.4夹紧装置设计 (37)4.5切削力及夹紧力的计算 (37)4.6钻套及衬套导向件的设计 (39)4.7钻夹具设计及操作的简要说明 (40)总结 (41)参考文献 (42)第一章零件的工艺分析1.1零件的图样分析本次设计的题目是阀体零件的机械加工工艺及装备设计,阀体是在一定条件下,能使液压泵卸荷的阀。
图1-1 阀体零件图图1-2 阀体零件三维图第二章机械加工工艺规程设计2.1毛坯的制造形式的确定由于该零件的材料为HT200,且零件的年产量为6000件,已达到大批生产的水平,因此生产类型为大批量生产,为使零件有较好的机械性能,保证零件加工余量等,故采用铸造毛坯。
因为零件尺寸不大,形状结构比较复杂,所以我们采用铸造的形式来提高劳动生产率,降低成本。
2.2选择定位基准零件的机械加工工艺过程中,其中最关键的两道工序分别为钻4xM8的螺纹孔、镗Φ28mm和Φ30mm阶梯孔。
在加工4xM8的螺纹孔时,根据定位基准的选择原则,选择30x30的凸台底面作为定位基准,并且通过心轴为主要定位元件和挡销来实现定位。
2.阀座上放上套筒。
HTP-100-7阀芯、阀座研磨
1.阀体上放上阀座密封圈,并装上阀座。
装配工艺卡
工装及量检具
类 别
第 页共 页会 签
审 核
校 核编 制工时定额
产品编号产品名称文件性质文件编号设备编号或名称材 料
每台件数部件图号
部件名称日 期
签 名更改处数更改标记日 期签 名更改处数更改标记日 期更改标记签 名更改处数3.在阀芯组件的密封面上均匀地涂上精研磨粉剂 或研磨膏。
4.把阀芯组件放入套筒内。
5.垫上上阀盖密封圈。
6.上阀盖放在阀体上并用螺栓固定。
阀杆螺纹架
填料
六角螺母上阀盖
双头螺柱上阀盖密封圈
阀芯部件
套筒阀座
阀座密封圈阀体
7.将三个填料放入上阀盖填料涵内。
8.在阀杆上端装上阀杆螺纹架。
9.两手均匀用力进行研磨。
顺时针和逆时针各间隔转动10~15次左右。
10.研磨好后拆开螺纹架、上阀盖及套筒检查阀芯 与阀座接触面是否均匀,若接触达不到要求重 新研磨。
11.清洗研磨粉剂或研磨膏。
批高压抛物面阀芯单座笼式调节阀PXX1521-10011。