钳工课件--孔加工解析
- 格式:ppt
- 大小:2.26 MB
- 文档页数:13

钳工孔加工类钳工加工孔的方法主要有两类:一类是麻花钻等在实体材料上加工出孔;另一类用扩孔钻、锪钻和饺刀等对工件上己有孔再加工。
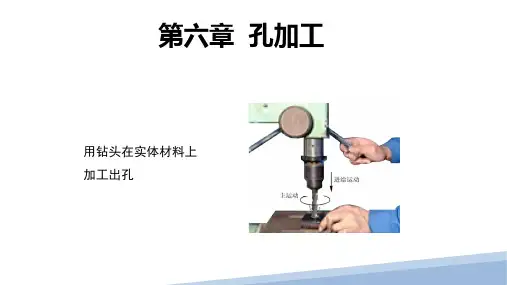
第一节钻孔钻孔是在实心材料上加工孔的第一道工序,钻孔直径一般小于80mm 。
钻孔加工有两种方式:一种是钻头旋转;另一种是工件旋转。
上述两种钻孔方式产生的误差是不相同的,在钻头旋转的钻孔方式中,由于切削刃不对称和钻头刚性不足而使钻头引偏时,被加工孔的中心线会发生偏斜或不直,但孔径基本不变;而在工件旋转的钻孔方式中则相反,钻头引偏会引起孔径变化,而孔中心线仍然是直的。
钻孔主要用于加工质量要求不高的孔,例如螺栓孔、螺纹底孔、油孔等。
对于加工精度和表面质量要求较高的孔,则应在后续加工中通过扩孔、铰孔、镗孔或磨孔来达到。
一、钻孔刀具常用的钻孔刀具有:麻花钻、中心钻、深孔钻等,其中最常用的是麻花钻。
由于构造上的限制,钻头的弯曲刚度和扭转刚度均较低,钻削时钻头是在半封闭的状态下进行切削,转速高,切削量大,排屑困难,摩擦严重,钻头易抖动,加之定心性不好,钻孔加工的精度较低,一般只能达到IT11 – IT10;表面粗糙度也较大,表面粗糙度Ra一般只能达到50~12.5μm;但钻孔的金属切除率大,切削效率高。
1.麻花钻麻花钻是从实体材料上加工出孔的刀具,又是孔加工刀具中应用最广的刀具。
麻花钻由柄部、颈部和工作部分组成。
麻花钻的组成麻花钻一般用高速钢(WI8Cr4V或W9Cr4V2)制成,淬火后硬度达62 - 68HRC。
麻花钻的工作部分由切削部分和导向部分组成。
麻花钻是通过其相对固定轴线的旋转切削以钻削工件圆孔的工具。
因其容屑槽成螺旋状而形似麻花而得名。
螺旋槽有2槽、3槽或更多槽,但以2槽最为常见。
麻花钻可被夹持在手动、电动的麻花钻手持式钻孔工具或钻床、铣床、车床乃至加工中心上使用。
钻头材料一般为高速工具钢或硬质合金。
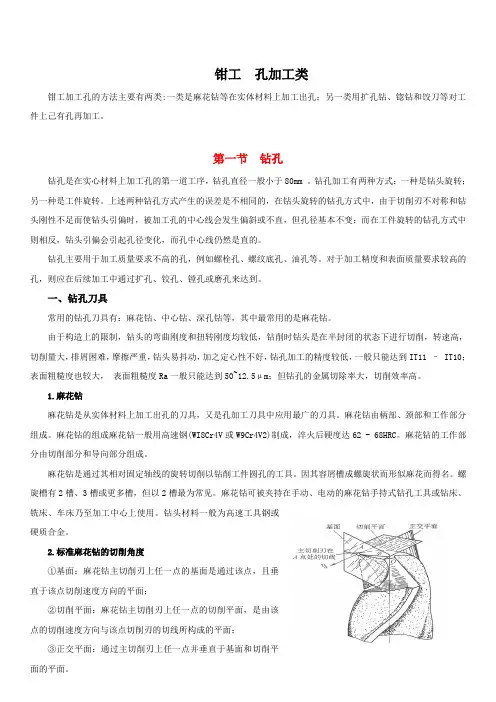
2.标准麻花钻的切削角度①基面:麻花钻主切削刃上任一点的基面是通过该点,且垂直于该点切削速度方向的平面;②切削平面:麻花钻主切削刃上任一点的切削平面,是由该点的切削速度方向与该点切削刃的切线所构成的平面;③正交平面:通过主切削刃上任一点并垂直于基面和切削平面的平面。
