内孔的加工讲解 共27页
- 格式:ppt
- 大小:1.13 MB
- 文档页数:27
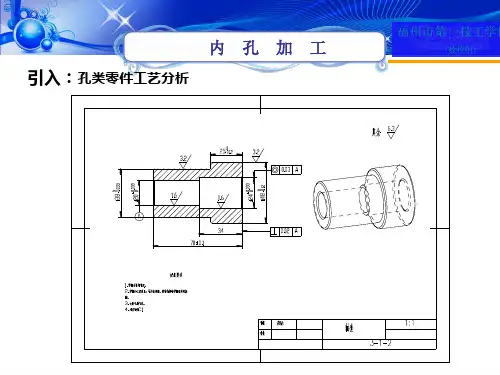


一、孔的分类二、用固定尺寸刀具加工孔钻孔扩孔铰孔拉孔三、孔的镗削四、孔的磨削五、孔的光整加工·孔的研磨孔的珩磨、六、孔的加工方案及应用范围\内圆表面(孔)的加工内圆表面主要指圆柱形的孔。
由于受孔本身直径尺寸的限制,刀具刚性差,排屑、散热、冷却、润滑都比较困难,因此一般加工条件比外圆差。
但另一方面孔可以采用固定尺寸刀具加工,故孔的加工与外圆表面相比较有大的区别。
孔的技术要求包括:尺寸精度(孔径、孔深)、形状精度(圆度、直线度、圆柱度)、位置精度(同轴度、平行度、垂直度)及表面粗糙度等。
孔是盘套类、支架、箱体类零件的主要组成表面,其主要技术与外圆表面基本相同。
但是,孔的加工难度较大,要达到与外圆表面同样的技术要求需要更多的加工工序。
在工件上进行孔加工的基本方法有钻削、镗、磨等。
一、孔的分类孔的加工方法的选择与孔的类型及结构特点有密切的关系。
孔的分类如下。
(1)、按用途分1.非配合孔如螺钉孔、螺纹孔的底孔、油孔、气孔、减轻孔等。
这类孔一般要求加工精度较低,在IT12以下。
表面质量要求也不高,表面粗糙度Ra值大于10μm。
2.配合孔【如套、盘类零件中心部的孔,箱体、支座类零件上的轴承孔都有要求较高的加工精度(IT7以上)和较高的表面质量(Ra<μm)。
(2)、按结构特点分按结构特点可分为通孔、盲孔;大孔、中小孔;光孔、台阶孔;深孔,一般深度孔。
二、用固定尺寸刀具加工孔固定尺寸刀具是指钻头、扩孔钻、铰刀、拉刀等。
用这类刀具加工孔其精度、表面粗糙主要决定于刀具本身的尺寸精度、结构和切削用量等条件。
钻孔钻孔是在实心材料上加工出孔的方法。
所用刀具为钻头,一般用麻花钻,其结构如图11-10所示。
图11-10 麻花钻结构钻孔通常在钻床、车床、镗床上进行。
车床一般钻回转体类中心部位的孔,镗床钻箱体零件上的配合孔系,钻后进行镗孔,除此以外的孔大都在钻床上加工。
[钻孔特点如下:横刃前角为负值,主切削刃愈接近芯部前角愈小,且两刃不易磨得对称,排屑槽深,刚性差。
车床加工薄壁零件内孔的方法和技巧摘要:在使用车床加工薄壁零件时,由于薄壁零件刚性差,加工内孔时容易引起变形,影响零件的加工精度,是车削加工中的难题。
结合多年工作经验,总结出通过掌握薄壁零件的安装和夹紧,从而减少加工中的变形;选择合理的切削用量、刀具的切削角度和几何参数以及选用适合的切削液,大大提高了薄壁零件加工的质量。
关键词:车床;薄壁零件;内孔加工1 前言薄壁零件因为它具有重量轻,节约材料,结构紧凑等特点,已日益广泛地应用在各工业部门,尤其在模具、航空航天和汽车工业等领域应用更为广泛。
但薄壁零件的加工是车削中比较棘手的间题,原因是薄壁零件刚性差,强度弱,在加工中极容易变形,使零件的形位误差增大,不易保证零件的加工质量。
为此对薄壁零件的装夹,刀具的合理选用,切削用量的选择,进行了大量的试验,为今后更好地加工薄壁零件,保证质量,提供了理论依据。
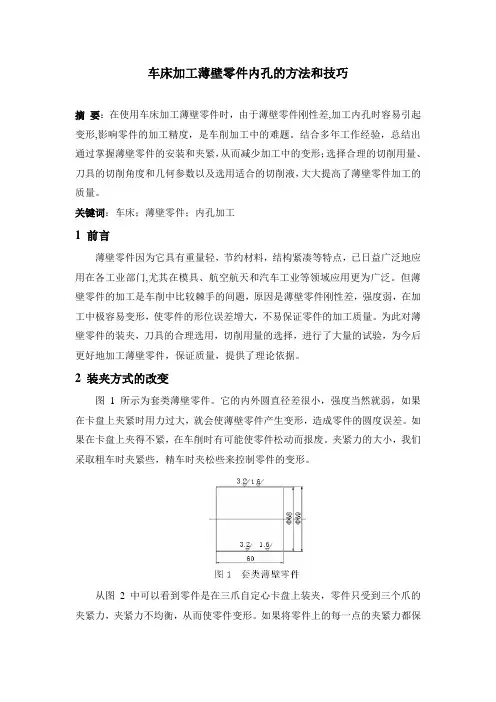
2 装夹方式的改变图 1 所示为套类薄壁零件。
它的内外圆直径差很小,强度当然就弱,如果在卡盘上夹紧时用力过大,就会使薄壁零件产生变形,造成零件的圆度误差。
如果在卡盘上夹得不紧,在车削时有可能使零件松动而报废。
夹紧力的大小,我们采取粗车时夹紧些,精车时夹松些来控制零件的变形。
从图 2 中可以看到零件是在三爪自定心卡盘上装夹,零件只受到三个爪的夹紧力,夹紧力不均衡,从而使零件变形。
如果将零件上的每一点的夹紧力都保持均衡,换句话说,就是增大零件的装夹接触面,而减少每一点的夹紧力。
如图3 所示,采用开缝套筒或扇形软卡爪,通过试验证明:后一种方法夹紧,零件的变形小,方法可行。
如果我们转移夹紧力的作用点,如图 4 所示,由径向夹紧改为轴向夹紧,通过试验分析:轴向夹紧力的正应力约为径向夹紧力的1/6,零件的变形很小,也可以说明轴向压紧方法有利于承载夹紧力,而不致使零件变形。
3选用合理的切削用量薄壁零件车削时变形是多方面的。
装夹工件时的夹紧力,切削工件时的切削力,工件阻碍刀具切削时产生的弹性变形和塑性变形,都会使切削区温度升高而产生热变形。

内四方孔加工工艺
嘿,朋友们!今天咱来聊聊内四方孔加工工艺,这可真是个有趣又有点挑战性的事儿呢!
你想想看,要把一块材料加工出一个内四方孔,就好像是要在一个大蛋糕上挖出一个方方正正的坑来,可不容易嘞!这就需要一些技巧和耐心啦。
咱先说工具吧,就像战士上战场得有称手的兵器一样,加工内四方孔也得有合适的工具。
比如钻头、铣刀啥的,这些可都是咱的得力助手呀!没有它们,那可真是巧妇难为无米之炊咯。
然后就是加工的过程啦。
就跟走迷宫似的,得一步一步来,不能着急。
先得找准位置,这要是找错了,那可就全白费功夫啦。
然后小心翼翼地开始钻孔或者铣削,就好像在雕刻一件艺术品一样,得精细着呢!要是不小心弄歪了或者弄大了,那这个内四方孔可就不标准啦。
咱再打个比方,加工内四方孔就像是给材料做一次整形手术,得精确到毫米呀!医生做手术要是不仔细,那病人不就遭罪啦?咱这也是一样的道理呀。
在加工的时候,还得注意力度和速度。
这就跟骑自行车似的,太快了容易摔倒,太慢了又走不动。
得掌握好那个度,才能让加工过程顺顺利利的。
还有啊,加工过程中可不能三心二意,得全神贯注。
你想想,要是一边加工一边玩手机,那能行吗?肯定不行呀!这可不是闹着玩的事儿。
加工完了也不能掉以轻心,还得检查检查,看看这个内四方孔是不是符合要求。
要是不符合,那还得重新来一遍呢,多麻烦呀!
总之,内四方孔加工工艺可不是一件简单的事儿,但只要咱用心去做,掌握好技巧,肯定能做出漂亮又标准的内四方孔来。
咱可不能小瞧了这小小的内四方孔,它在很多地方都有着重要的作用呢!所以呀,朋友们,加油干吧,让我们一起把内四方孔加工得棒棒的!。