标准冲头规格
- 格式:doc
- 大小:269.00 KB
- 文档页数:10
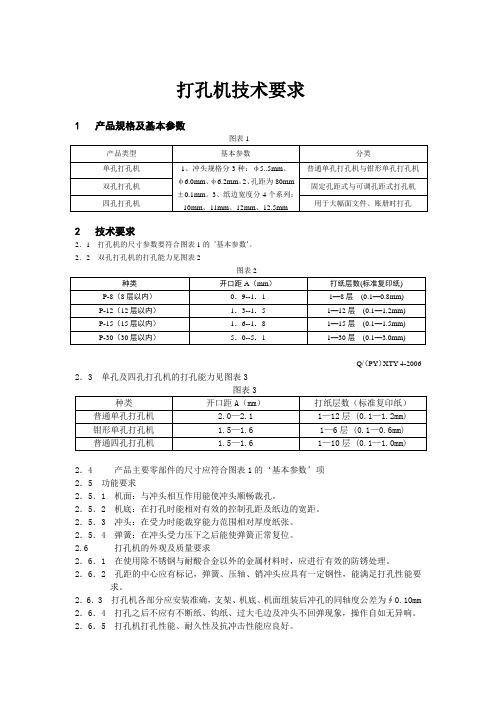
打孔机技术要求1 产品规格及基本参数图表12 技术要求2.1 打孔机的尺寸参数要符合图表1的’基本参数’。
2.2 双孔打孔机的打孔能力见图表2图表2Q/(PY)XTY 4-2006 2.3 单孔及四孔打孔机的打孔能力见图表3图表32.4 产品主要零部件的尺寸应符合图表1的‘基本参数’项2.5 功能要求2.5.1 机面:与冲头相互作用能使冲头顺畅裁孔。
2.5.2 机底:在打孔时能相对有效的控制孔距及纸边的宽距。
2.5.3 冲头:在受力时能裁穿能力范围相对厚度纸张。
2.5.4 弹簧:在冲头受力压下之后能使弹簧正常复位。
2.6 打孔机的外观及质量要求2.6.1 在使用除不锈钢与耐酸合金以外的金属材料时,应进行有效的防锈处理。
2.6.2 孔距的中心应有标记,弹簧、压轴、销冲头应具有一定钢性,能满足打孔性能要求。
2.6.3 打孔机各部分应安装准确,支架、机底、机面组装后冲孔的同轴度公差为∮0.10mm 2.6.4 打孔之后不应有不断纸、钩纸、过大毛边及冲头不回弹现象,操作自如无异响。
2.6.5 打孔机打孔性能、耐久性及抗冲击性能应良好。
2.6.6 电渡质量要求电渡件表面结晶均匀,有足够的亮度,不应有漏渡、泛黄泛白、起皮脱落、烧伤、刮花、生锈、粗粒、变形等缺陷。
非主要部位不应有严重的氧化发黑和电渡挂件等痕迹。
2.6.7 喷涂质量要求表面应光滑、平整、配套色应基本一致、无密集颗粒、明显针孔、气泡、脱漆和发粘2.6.8 塑胶件质量要求表面应光洁、色泽鲜艳、配套色应基本一致、无变形、开裂、脆裂、制件不满、严重缩水、顶白、顶高、表面油渍等缺陷,其飞边高度不能超过0.05mm;划痕长度不能超过1mm.3 试验方法3.1 打孔能力试验按照规定的标准复印纸最大层数打孔测试,应符合图表2和图表3的’打纸层数’项.3.2 穿孔性能测试按通常的使用方法在一张复印纸上打孔5次,目测其穿透性能应良好.3.3 耐及性能测试按照图表1所列的最大打纸层数将纸插入,以通常的打纸方法连续打纸1000次,再做穿孔性能测试,目测其穿透性能应良好。

我国常用的标准冲针及材料我国常用的标准冲针及材料常用的标准冲针有:标准冲针B型,标准冲针A型,抽牙冲针SNP型,抽牙冲针SMP型,引导冲针SBPP型,引导冲针SAPP 型,圆锥型冲针,圆锥型双节冲针,A型三级冲针,标准子母冲针,成型冲针,扇型冲针,梅花冲针等。
冲针又名冲头凸模英文名称叫punch-pin冲头的分类:冲头别名冲针。
●(1)T型冲头;也称B型冲头,也叫T冲,B冲。
(2)A型冲头;也称二级冲头,三级冲头,也叫A冲。
(3)引导冲头;也称引导针。
引导冲。
有SAPP型和SBPP型4)抽牙冲头;也称抽牙冲。
有抽牙冲头A型和抽牙冲头SMP型。
●(5)圆锥型冲头;也称线路板冲头。
有圆锥型双节冲头。
●(6)子母冲头;也称子母冲,●(7)成型冲头;也称异型冲头,有六角冲头,椭圆冲头,方型冲头,方型带R冲头,三角冲头,削双边冲头,扇型冲头,月牙冲头。
●(8)镀钛冲头;也称涂层冲头。
●(9)粉末高速钢冲头。
●(10)钨钢冲头,也称硬质合金冲头,合金冲头。
冲头的材质:SKD11冲头,DC53冲头,SJKH51冲头,SKH9冲头,M42冲头,SKH55冲头,SKH59冲头,ASP23冲头,ASP30冲头,ASP60冲头,镀钛冲头,钨钢冲头。
冲头的世界品牌标准:●DME标准冲头●DME-EOC标准冲头●RAYMOND标准冲头●HASCO标准冲头●CUMSA标准冲头●SPEC标准冲头●ASSOCIATEDSPRING标准冲头●STRACK标准冲头●RABOURDIN标准冲头●PCS标准冲头●MISUMI标准冲头●PUNCN标准冲关●PROGRESSIVE标准冲头冲头的部位名称:●挂台:冲头的头部●夹板:冲头的身部,也就是冲头的中间部分●前端:冲头的尾部,也就是冲头的主要部分,工作部分,成型部分。
冲头的设计尺寸标准:●挂台的外径:通常比夹板大2MM。
●挂台的高度:通常5MM和3MM●夹板的外径:通常比前端大2MM和1MM。
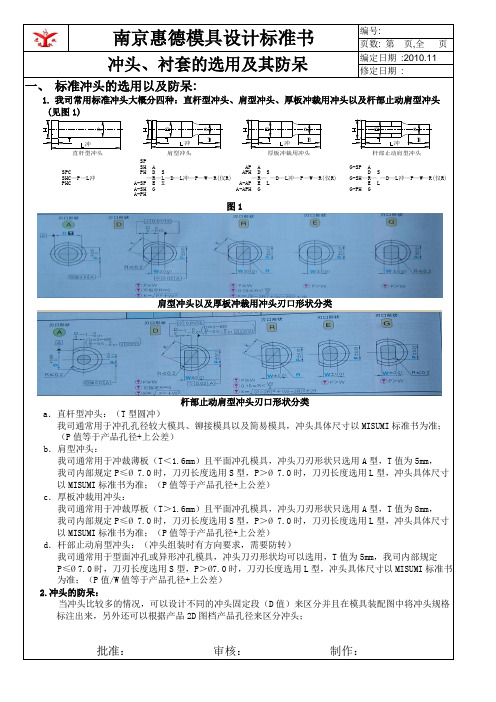
南京惠德模具设计标准书编号:页数: 第 页,全 页 冲头、衬套的选用及其防呆编定日期 :2010.11 修定日期 :一、 标准冲头的选用以及防呆:1. 我司常用标准冲头大概分四种:直杆型冲头、肩型冲头、厚板冲裁用冲头以及杆部止动肩型冲头 (见图1)G -P H GG -S H —R — —D —L 冲—P —W —R (仅R ) E L D SG -S P AA -P HS PA P H D SA P AA -A P E L —R — —D —L 冲—P —W —R (仅R )A -A P H GA -S H G S H A—R —L —D —L 冲—P —W —R (仅R ) P H D SA -S P E X P H CS P CS H C —P —L 冲直杆型冲头肩型冲头厚板冲裁用冲头杆部止动肩型冲头冲冲冲冲图1肩型冲头以及厚板冲裁用冲头刃口形状分类杆部止动肩型冲头刃口形状分类 a .直杆型冲头:(T 型圆冲)我司通常用于冲孔孔径较大模具、铆接模具以及简易模具,冲头具体尺寸以MISUMI 标准书为准; (P 值等于产品孔径+上公差)b .肩型冲头:我司通常用于冲裁薄板(T <1.6mm )且平面冲孔模具,冲头刀刃形状只选用A 型,T 值为5mm , 我司内部规定P ≤Ø 7.0时,刀刃长度选用S 型,P >Ø 7.0时,刀刃长度选用L 型,冲头具体尺寸 以MISUMI 标准书为准;(P 值等于产品孔径+上公差)c .厚板冲裁用冲头:我司通常用于冲裁厚板(T >1.6mm )且平面冲孔模具,冲头刀刃形状只选用A 型,T 值为8mm , 我司内部规定P ≤Ø 7.0时,刀刃长度选用S 型,P >Ø 7.0时,刀刃长度选用L 型,冲头具体尺寸 以MISUMI 标准书为准;(P 值等于产品孔径+上公差)d .杆部止动肩型冲头:(冲头组装时有方向要求,需要防转)我司通常用于型面冲孔或异形冲孔模具,冲头刀刃形状均可以选用,T 值为5mm ,我司内部规定P ≤Ø 7.0时,刀刃长度选用S 型,P >Ø7.0时,刀刃长度选用L 型,冲头具体尺寸以MISUMI 标准书为准;(P 值/W 值等于产品孔径+上公差) 2.冲头的防呆:当冲头比较多的情况,可以设计不同的冲头固定段(D 值)来区分并且在模具装配图中将冲头规格标注出来,另外还可以根据产品2D 图档产品孔径来区分冲头;批准: 审核:制作:二、 标准衬套的选用以及防呆:1. 我司常用标准衬套大概分两种:直杆经济型衬套(EMSD)、锥度直杆型衬套(ASD)以及定位销止动经济型衬套(见图2)E M S D —D —L —P A S D —D —L —P直杆经济型衬套锥度直杆型衬套定位销止动经济型衬套S D D DD EE K —D R —D —L —P —W —R (仅R ) D G图2定位销止动经济型衬套刀刃形状分类a . 直杆经济型衬套:我司通常用于平面冲孔模具 ,刀刃形状为A 型,冲头具体尺寸以MISUMI 标准书为准;(P 衬套=P 冲头+凸凹双边间隙值) b . 锥度直杆型衬套:我司通常用于平面冲孔模具 ,刀刃形状为A 型,此类冲头我司为线割自制件;我司内部制定当T ≤1.6mm 时,b=5mm ,当T >1.6时,b=8mm (P 衬套=P 冲头+凸凹双边间隙值) c . 定位销止动经济型衬套:(衬套组装时有方向要求,需要防转)我司通常用于型面冲孔或异形冲孔模具 ,冲头刀刃形状均可以选用, 冲头具体尺寸以MISUMI 标准书为准;(P 衬套=P 冲头+凸凹双边间隙值)当D=10时,F=6mm ;当D=13时,F=7.5mm ,当D >13时,F=D/22.衬套的防呆:当衬套比较多的情况,可以设计不同的冲头固定段(D 值)来区分并且在模具装配图中将衬套规格标注出来,另外还可以根据产品2D 图档产品孔径来区分衬套;批准: 审核: 制作:三、 标准冲头、衬套代号的简介:1. 我们在订购标准冲头与衬套时,需要运用代号,下面对代号简略介绍下:(见图3)固定销冲头刃口形状代号冲头类型代号冲头刃口长度类型代号杆部止动肩型冲头冲G -S P AD SE L G -S H —R — —D —L 冲—P —W —R (仅R )G -P H G 冲头刃口R 值冲头刃口短段值冲头刃口长段值冲头长度冲头固定端直径衬套直径衬套类型代号衬套刃口形状代号衬套长度衬套刃口长段值衬套刃口短段值衬套刃口R 值 D G E K —D R —D —L —P —W —R (仅R ) D E D DS D定位销止动经济型衬套图3A D R E GD GD E D R D D S D 衬套刃口形状代号对照表冲头刃口形状代号对照表批准: 审核: 制作:。

五金模具冲头计算方法(一)五金模具冲头计算方法介绍五金模具冲头计算是在五金模具设计过程中的重要一环,它涉及到冲头的尺寸、形状和材料等方面的计算和选择。
本文将详细介绍五金模具冲头计算的各种方法和步骤。
1. 冲头尺寸计算在计算冲头尺寸时,需要考虑到以下几个因素: - 冲孔直径 - 材料的厚度 - 冲床的型号和规格根据这些因素,可以使用以下公式计算冲头尺寸:冲头尺寸 = 冲孔直径 + 材料厚度2. 冲头形状计算冲头的形状也十分重要,它直接影响到冲击效果和产品质量。
冲头的形状计算要考虑如下几个要点: - 冲孔形状:圆形、方形、椭圆形等 - 冲床的停留时间 - 材料的硬度通过考虑以上因素,可以选择合适的冲头形状,以确保达到预期的冲压效果。
3. 冲头材料选择冲头的材料选择非常重要,它应能满足以下几个要求: - 对冲击负荷具有良好的耐受能力 - 具有较好的磨损性能 - 能够适应冲压工艺的要求常见的冲头材料有:合金工具钢、高速钢和硬质合金等。
选择合适的材料有助于提高冲头的寿命和生产效率。
4. 其他考虑因素除了上述的计算和选择,还有一些其他因素也需要考虑,包括:- 润滑剂的使用 - 冲床的调整和保养 - 模具的安装和维护这些因素对于保证冲头的正常工作和提高工作效率都非常关键。
结论五金模具冲头计算是五金模具设计中不可或缺的一部分。
通过合理计算和选择冲头尺寸、形状和材料,可以提高冲头的使用寿命和冲压效果。
同时,对于其他相关因素的考虑和调整也是十分重要的。
希望本文能对您了解五金模具冲头计算提供一些参考和帮助。
注意: 本文所述的计算方法和选择仅供参考,具体应根据实际情况和需要进行调整和决策。
以上为五金模具冲头计算方法的简要介绍。
1. 冲头尺寸计算方法示例1.1 冲孔直径确定冲孔直径的确定是冲头尺寸计算的第一步。
可以根据产品设计图纸或实际需要,确定冲孔的直径。
1.2 材料厚度测量测量待冲压的材料的厚度,可以使用千分尺或其他测量工具进行准确测量。
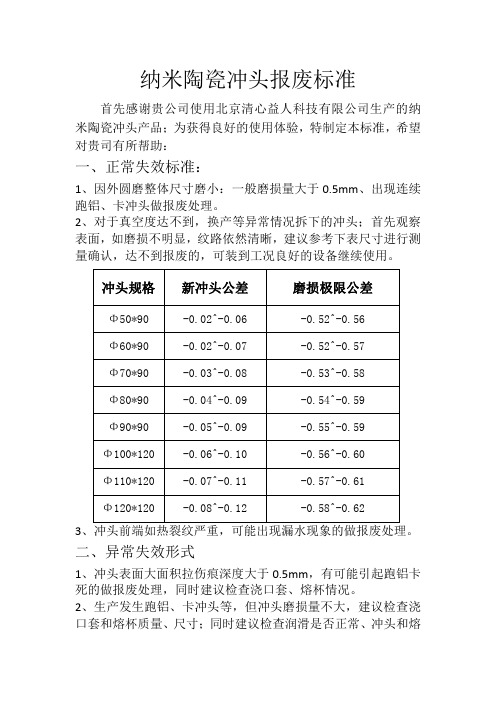
纳米陶瓷冲头报废标准首先感谢贵公司使用北京清心益人科技有限公司生产的纳米陶瓷冲头产品;为获得良好的使用体验,特制定本标准,希望对贵司有所帮助:一、正常失效标准:1、因外圆磨整体尺寸磨小:一般磨损量大于0.5mm、出现连续跑铝、卡冲头做报废处理。
2、对于真空度达不到,换产等异常情况拆下的冲头;首先观察表面,如磨损不明显,纹路依然清晰,建议参考下表尺寸进行测量确认,达不到报废的,可装到工况良好的设备继续使用。
冲头规格新冲头公差磨损极限公差Φ50*90-0.02^-0.06-0.52^-0.56Φ60*90-0.02^-0.07-0.52^-0.57Φ70*90-0.03^-0.08-0.53^-0.58Φ80*90-0.04^-0.09-0.54^-0.59Φ90*90-0.05^-0.09-0.55^-0.59Φ100*120-0.06^-0.10-0.56^-0.60Φ110*120-0.07^-0.11-0.57^-0.61Φ120*120-0.08^-0.12-0.58^-0.623、冲头前端如热裂纹严重,可能出现漏水现象的做报废处理。
二、异常失效形式1、冲头表面大面积拉伤痕深度大于0.5mm,有可能引起跑铝卡死的做报废处理,同时建议检查浇口套、熔杯情况。
2、生产发生跑铝、卡冲头等,但冲头磨损量不大,建议检查浇口套和熔杯质量、尺寸;同时建议检查润滑是否正常、冲头和熔杯的冷却水是否通畅、回水温度、冲头温度是否正常。
三、影响冲头寿命的主要因素冲头寿命除自身质量因素外,还与设备精度、熔杯工况、润滑条件、工作温度、产品要求等条件密切相关,按下表要求使用可获得更稳定的使用效果。
北京清心益人科技有限公司1更换要求根据标识选用合适的冲头按作业标准更换。
更换冲头后,使用前要先在冲头表面涂冲头油,用慢速在熔杯内前后活动两次检查新冲头与熔杯配合情况;调整跟出位置(圆柱面不得从熔杯脱出),压回位置(铝液不要直接浇到冲头圆柱面,且与熔杯搭接>10mm,防止脱出),然后再进行无增压预热。
冲孔模具设计标准冲孔模具的设计标准包括以下方面:1. 冲头:必须使用带顶针的类型。
2. 脱料板:材质一般用A3,固定方式如结构简图所示,导柱导套品牌按客户要求选择。
为防止活动工件(比如弹簧)从模具中飞出造成伤害,脱料板周边需要加防护角铁。
3. 压料板:起压料作用,作用于料片上防止产品变形。
4. 弹簧:是模具中广泛应用的弹性零件,主要用于卸料、压料、推件及顶出等功能。
长度选择应保证开模状态下预压缩2mm左右,闭模状态弹簧压缩量小于或等于最大压缩量。
冲孔模和成形模用绿色弹簧,如有特殊需要,可考虑其它规格。
弹簧规格优先选用Φ25,特殊情况可选用其它规格。
弹簧孔中心到距离约等于弹簧外径,与其它弹簧孔保持实际壁厚大于5MM。
弹簧排列优先考虑受力重点部位,然后再考虑整体受力均衡性。
5. 下模入子:固定在下模板内,正面不能倒角,其品牌按客户要求使用。
6. 球锁冲头:需要快拆,在不影响脱料板强度的情况下,优先选择快拆球锁座子。
7. 冲裁间隙:按结构通用标准()冲裁间隙做。
在客户没有特殊要求的前提下,冲头在脱料板的间隙放。
冲头进入凹模5-8MM(特殊情况下请部门负责人确认)。
8. 等高套筒:规格一般有M6、M8、M10三种。
综合考量活动板大小以及受力状况,一般优先选用M8,考量模板大小可选用M6、M10。
根据活动板行程,及相关板厚决定套筒长度。
一般排完等高筒后再排其它五金件。
优先考虑受力重点部位,其次考虑受力均衡性。
这些标准是根据一般的实践经验和行业规范总结出来的,具体的设计要求可能会根据实际的应用场景和客户需求有所不同,建议根据具体情况进行设计调整。
冲击钻桩规格型号
冲击钻桩的规格型号有很多种,常见的有以下几种:
冲击器的规格型号:常见的有300-2000kg,可根据不同工程要求进行选择。
钻头直径:通常情况下,冲击钻的钻头直径为450mm,但根据具体工程需求,可以选择不同直径的钻头。
钻头长度:钻头长度一般在3-4米之间,也可以根据施工需求进行调整。
桩径:常见的型号有Φ400、Φ600、Φ800等,根据具体施工需求可选择不同规格。
此外,还有不同型号规格的冲击钻桩机,例如ZYJ-100型、ZJ16型、ZJ20型、ZJ30型和ZJ50型等,它们各自适用于不同规模和需求的施工项目。
在选择冲击钻桩的规格型号时,需要根据具体的工程要求、地质条件、施工环境以及施工团队的规模和经验等因素进行综合考虑。
同时,还需要参考各个型号冲击钻桩的技术参数、性能特点和使用范围等信息,以确保选择的冲击钻桩能够满足施工需求,并且能够保证工程质量和安全。
— — 1 —1 —。
什么是冲头?冲头长度怎么计算?
Posted by wujinmuju on 2011 年 3 月 17 日 in 冲压模具组立 | Subscribe
冲头长度怎么计算?
首先,我们来研究一下什么是冲头?冲头在冲压模具里面起什么作用?
冲头是指安装在夹板上的凸模,一般起冲孔、切料、折弯、打段差、打
凸包、打沙拉、抽芽、铆螺柱等作用,这些都可以简称为“冲头”。
冲孔的“冲头”长度等于:夹板的厚度+止挡板的厚度+脱料板的厚度+料厚+(1~2)两毫米;
90度折弯冲头的长度等于:夹板的厚度+止挡板的厚度+脱料板的厚度+料厚再加一两个毫米就可以了,试模时根据需要再适当调整;其它角度的折弯冲头前面一般是有一定角度,计算时要灵活应用、根据角度来合理计算。
打段差的冲头长度等于:夹板的厚度+止挡板的厚度+脱料板的厚度+段差高度。
这些只是死方法,实际应用时还要根据情况而定,这里就不一一讲解,等你对冲压模具了解的比较多一点以后自然就知道了。
标准钻头规格
标准钻头规格是根据钻头的尺寸和用途来确定的。
常见的标准钻头规格有以下几种:
1. 直柄钻头:直柄钻头通常用于手持钻机或电动钻机上,其直径尺寸通常以毫米(mm)为单位表示,常见的直柄钻头规格有1.5mm、2mm、3mm、4mm、5mm等。
2. 锥柄钻头:锥柄钻头通常用于锥柄钻床上,典型的规格是通过锥度来表示的,常见的锥柄钻头规格有莫尔斯锥度(MT)规格,如MT1、MT2、MT3等。
3. 细菱钻头:细菱钻头通常用于精密钻孔操作,其直径尺寸通常非常小,以毫米(mm)为单位表示,常见的细菱钻头规格有0.1mm、0.2mm、0.3mm、0.4mm等。
4. 特殊钻头:除了常见的直柄钻头、锥柄钻头和细菱钻头外,还有一些特殊的钻头规格,如平面钻头、中心钻头、冷却内腔钻头等。
这些特殊钻头规格通常根据其特殊用途而定,规格尺寸各不相同。
需要注意的是,钻头规格可能因不同地区、不同制造商和不同行业而有所差异,所以在选择和使用钻头时,应根据具体需求和相关标准进行选择。