标准冲头规格
- 格式:doc
- 大小:268.50 KB
- 文档页数:6

钻孔钻头的规格和标号主要有以下几种:1. M3钻头:全长65mm,柄径6.4mm,刃长35mm,小径3.4mm,大径6.4mm。
2. M4钻头:全长75mm,柄径8.4mm,刃长42mm,小径4.5mm,大径8.4mm。
3. M5钻头:全长85mm,柄径10.4mm,刃长50mm,小径5.5mm,大径10.4mm。
4. M6钻头:全长90mm,柄径12.0mm,刃长53mm,小径6.6mm,大径12.5mm。
除此之外,还有一些直柄沉头钻头规格和常用钻头规格等其他规格和标号。
直柄沉头钻头规格通常为12mm×1mm、14mm×1.25mm、16mm×1.5mm等,具体规格要根据工作需要来选择。
常用钻头规格尺寸有:直杆钻头、锥形钻头、长钻头、镀钛钻头和T型钻头等。
1. 直杆钻头:常用尺寸有0.3mm、0.5mm、0.8mm、1.0mm、1.2mm、1.5mm、1.8mm、2.0mm、2.5mm、3.0mm、4.0mm等。
2. 锥形钻头:常用尺寸有3.0mm、4.0mm、5.0mm、6.0mm、8.0mm、10.0mm等。
3. 长钻头:常用尺寸有1.0mm、1.2mm、1.5mm、2.0mm、2.5mm、3.0mm、4.0mm、5.0mm、6.0mm等。
4. 镀钛钻头:常用尺寸有1.0mm、1.5mm、2.0mm、2.5mm、3.0mm、3.5mm、4.0mm、4.5mm、5.0mm等。
5. T型钻头:常用尺寸有0.25mm、0.5mm、0.8mm、1.0mm、1.2mm、1.5mm、1.8mm、2.0mm、2.5mm、3.0mm等。

我国常用的标准冲针及材料我国常用的标准冲针及材料常用的标准冲针有:标准冲针B型,标准冲针A型,抽牙冲针SNP型,抽牙冲针SMP型,引导冲针SBPP型,引导冲针SAPP 型,圆锥型冲针,圆锥型双节冲针,A型三级冲针,标准子母冲针,成型冲针,扇型冲针,梅花冲针等。
冲针又名冲头凸模英文名称叫punch-pin冲头的分类:冲头别名冲针。
●(1)T型冲头;也称B型冲头,也叫T冲,B冲。
(2)A型冲头;也称二级冲头,三级冲头,也叫A冲。
(3)引导冲头;也称引导针。
引导冲。
有SAPP型和SBPP型4)抽牙冲头;也称抽牙冲。
有抽牙冲头A型和抽牙冲头SMP型。
●(5)圆锥型冲头;也称线路板冲头。
有圆锥型双节冲头。
●(6)子母冲头;也称子母冲,●(7)成型冲头;也称异型冲头,有六角冲头,椭圆冲头,方型冲头,方型带R冲头,三角冲头,削双边冲头,扇型冲头,月牙冲头。
●(8)镀钛冲头;也称涂层冲头。
●(9)粉末高速钢冲头。
●(10)钨钢冲头,也称硬质合金冲头,合金冲头。
冲头的材质:SKD11冲头,DC53冲头,SJKH51冲头,SKH9冲头,M42冲头,SKH55冲头,SKH59冲头,ASP23冲头,ASP30冲头,ASP60冲头,镀钛冲头,钨钢冲头。
冲头的世界品牌标准:●DME标准冲头●DME-EOC标准冲头●RAYMOND标准冲头●HASCO标准冲头●CUMSA标准冲头●SPEC标准冲头●ASSOCIATEDSPRING标准冲头●STRACK标准冲头●RABOURDIN标准冲头●PCS标准冲头●MISUMI标准冲头●PUNCN标准冲关●PROGRESSIVE标准冲头冲头的部位名称:●挂台:冲头的头部●夹板:冲头的身部,也就是冲头的中间部分●前端:冲头的尾部,也就是冲头的主要部分,工作部分,成型部分。
冲头的设计尺寸标准:●挂台的外径:通常比夹板大2MM。
●挂台的高度:通常5MM和3MM●夹板的外径:通常比前端大2MM和1MM。
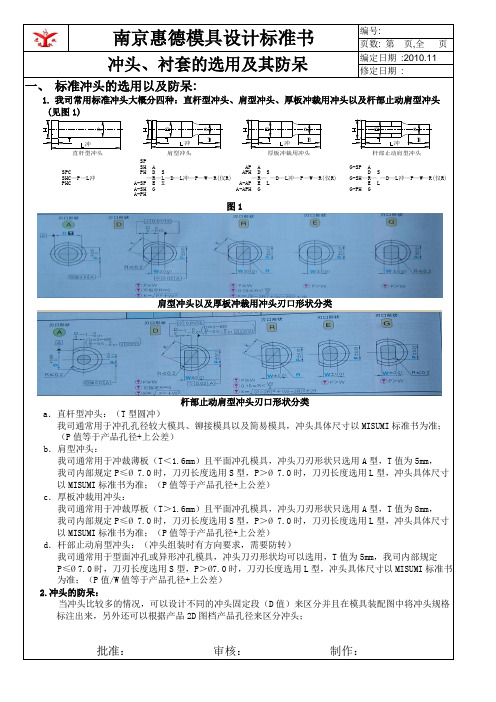
南京惠德模具设计标准书编号:页数: 第 页,全 页 冲头、衬套的选用及其防呆编定日期 :2010.11 修定日期 :一、 标准冲头的选用以及防呆:1. 我司常用标准冲头大概分四种:直杆型冲头、肩型冲头、厚板冲裁用冲头以及杆部止动肩型冲头 (见图1)G -P H GG -S H —R — —D —L 冲—P —W —R (仅R ) E L D SG -S P AA -P HS PA P H D SA P AA -A P E L —R — —D —L 冲—P —W —R (仅R )A -A P H GA -S H G S H A—R —L —D —L 冲—P —W —R (仅R ) P H D SA -S P E X P H CS P CS H C —P —L 冲直杆型冲头肩型冲头厚板冲裁用冲头杆部止动肩型冲头冲冲冲冲图1肩型冲头以及厚板冲裁用冲头刃口形状分类杆部止动肩型冲头刃口形状分类 a .直杆型冲头:(T 型圆冲)我司通常用于冲孔孔径较大模具、铆接模具以及简易模具,冲头具体尺寸以MISUMI 标准书为准; (P 值等于产品孔径+上公差)b .肩型冲头:我司通常用于冲裁薄板(T <1.6mm )且平面冲孔模具,冲头刀刃形状只选用A 型,T 值为5mm , 我司内部规定P ≤Ø 7.0时,刀刃长度选用S 型,P >Ø 7.0时,刀刃长度选用L 型,冲头具体尺寸 以MISUMI 标准书为准;(P 值等于产品孔径+上公差)c .厚板冲裁用冲头:我司通常用于冲裁厚板(T >1.6mm )且平面冲孔模具,冲头刀刃形状只选用A 型,T 值为8mm , 我司内部规定P ≤Ø 7.0时,刀刃长度选用S 型,P >Ø 7.0时,刀刃长度选用L 型,冲头具体尺寸 以MISUMI 标准书为准;(P 值等于产品孔径+上公差)d .杆部止动肩型冲头:(冲头组装时有方向要求,需要防转)我司通常用于型面冲孔或异形冲孔模具,冲头刀刃形状均可以选用,T 值为5mm ,我司内部规定P ≤Ø 7.0时,刀刃长度选用S 型,P >Ø7.0时,刀刃长度选用L 型,冲头具体尺寸以MISUMI 标准书为准;(P 值/W 值等于产品孔径+上公差) 2.冲头的防呆:当冲头比较多的情况,可以设计不同的冲头固定段(D 值)来区分并且在模具装配图中将冲头规格标注出来,另外还可以根据产品2D 图档产品孔径来区分冲头;批准: 审核:制作:二、 标准衬套的选用以及防呆:1. 我司常用标准衬套大概分两种:直杆经济型衬套(EMSD)、锥度直杆型衬套(ASD)以及定位销止动经济型衬套(见图2)E M S D —D —L —P A S D —D —L —P直杆经济型衬套锥度直杆型衬套定位销止动经济型衬套S D D DD EE K —D R —D —L —P —W —R (仅R ) D G图2定位销止动经济型衬套刀刃形状分类a . 直杆经济型衬套:我司通常用于平面冲孔模具 ,刀刃形状为A 型,冲头具体尺寸以MISUMI 标准书为准;(P 衬套=P 冲头+凸凹双边间隙值) b . 锥度直杆型衬套:我司通常用于平面冲孔模具 ,刀刃形状为A 型,此类冲头我司为线割自制件;我司内部制定当T ≤1.6mm 时,b=5mm ,当T >1.6时,b=8mm (P 衬套=P 冲头+凸凹双边间隙值) c . 定位销止动经济型衬套:(衬套组装时有方向要求,需要防转)我司通常用于型面冲孔或异形冲孔模具 ,冲头刀刃形状均可以选用, 冲头具体尺寸以MISUMI 标准书为准;(P 衬套=P 冲头+凸凹双边间隙值)当D=10时,F=6mm ;当D=13时,F=7.5mm ,当D >13时,F=D/22.衬套的防呆:当衬套比较多的情况,可以设计不同的冲头固定段(D 值)来区分并且在模具装配图中将衬套规格标注出来,另外还可以根据产品2D 图档产品孔径来区分衬套;批准: 审核: 制作:三、 标准冲头、衬套代号的简介:1. 我们在订购标准冲头与衬套时,需要运用代号,下面对代号简略介绍下:(见图3)固定销冲头刃口形状代号冲头类型代号冲头刃口长度类型代号杆部止动肩型冲头冲G -S P AD SE L G -S H —R — —D —L 冲—P —W —R (仅R )G -P H G 冲头刃口R 值冲头刃口短段值冲头刃口长段值冲头长度冲头固定端直径衬套直径衬套类型代号衬套刃口形状代号衬套长度衬套刃口长段值衬套刃口短段值衬套刃口R 值 D G E K —D R —D —L —P —W —R (仅R ) D E D DS D定位销止动经济型衬套图3A D R E GD GD E D R D D S D 衬套刃口形状代号对照表冲头刃口形状代号对照表批准: 审核: 制作:。

冲击钻头型号及尺寸规格
冲击钻头是一种常用的钻孔工具,它可以通过冲击力和旋转来加快钻孔速度,并且适用于不同的材料。
针对不同的钻孔需求,市面上有多种型号及尺寸的冲击钻头可供选择。
以下是常见的冲击钻头型号和尺寸规格:
1. SDS钻头:适用于SDS型电锤钻孔,直径从4毫米到30毫米不等。
2. 六角柄钻头:适用于配备六角柄的电动工具,直径从3毫米到25毫米不等。
3. 圆柄钻头:适用于手持电钻,直径从1毫米到13毫米不等。
4. 长钻头:适合深孔钻孔,长度从200毫米到1000毫米不等。
5. 长孔钻头:适合钻深孔,直径从6毫米到20毫米不等。
6. 中心钻头:适合钻孔前先打孔定位,直径从1毫米到10毫米不等。
选择合适的冲击钻头型号和尺寸规格,可以提高钻孔的效率和质量,同时也能延长钻头的使用寿命。
- 1 -。
冲孔模具设计标准冲孔模具的设计标准包括以下方面:1. 冲头:必须使用带顶针的类型。
2. 脱料板:材质一般用A3,固定方式如结构简图所示,导柱导套品牌按客户要求选择。
为防止活动工件(比如弹簧)从模具中飞出造成伤害,脱料板周边需要加防护角铁。
3. 压料板:起压料作用,作用于料片上防止产品变形。
4. 弹簧:是模具中广泛应用的弹性零件,主要用于卸料、压料、推件及顶出等功能。
长度选择应保证开模状态下预压缩2mm左右,闭模状态弹簧压缩量小于或等于最大压缩量。
冲孔模和成形模用绿色弹簧,如有特殊需要,可考虑其它规格。
弹簧规格优先选用Φ25,特殊情况可选用其它规格。
弹簧孔中心到距离约等于弹簧外径,与其它弹簧孔保持实际壁厚大于5MM。
弹簧排列优先考虑受力重点部位,然后再考虑整体受力均衡性。
5. 下模入子:固定在下模板内,正面不能倒角,其品牌按客户要求使用。
6. 球锁冲头:需要快拆,在不影响脱料板强度的情况下,优先选择快拆球锁座子。
7. 冲裁间隙:按结构通用标准()冲裁间隙做。
在客户没有特殊要求的前提下,冲头在脱料板的间隙放。
冲头进入凹模5-8MM(特殊情况下请部门负责人确认)。
8. 等高套筒:规格一般有M6、M8、M10三种。
综合考量活动板大小以及受力状况,一般优先选用M8,考量模板大小可选用M6、M10。
根据活动板行程,及相关板厚决定套筒长度。
一般排完等高筒后再排其它五金件。
优先考虑受力重点部位,其次考虑受力均衡性。
这些标准是根据一般的实践经验和行业规范总结出来的,具体的设计要求可能会根据实际的应用场景和客户需求有所不同,建议根据具体情况进行设计调整。
JJF1445-2014《落锤式冲击试验机校准规范》落锤冲击试验机技术参数:最大冲击能量:300J最大冲击高度:2m落锤最大组合质量:15KG±0.1%冲头规格:A R=10mmB R=20mmC R=5mmBB R=30mm冲击中心与夹具中心偏差不大于2mm电磕头提升机构:最大提升力20kgf牵引电磁铁最大吸力不小于20kgf管材V型托板200×300×25mm3板材圆环型夹板Ф40±1.0mmФ80±2.0mmФ130±2.5mm试样尺寸:直径20-630mm钢直尺电热恒温干燥箱恒温水浴箱校准规范34.2.1液压式车辙试样成型机:试模规格:300mm×300mm×50mm,试模车的行程:300mm,碾轮的压力在0~20kN,可任意调整,碾轮的半径为500mm,宽度为300mm。
34.2.2自动车辙试验仪:碾轮的碾压速度:42次/min±1次/min(单程),试验小车行走距离:230mm±10mm,位移的测量范围:0~30mm,位移的测量精度:小于±0.005mm,车辙的试验时间:可任意设定,通常为60min,恒温箱内温度的控制范围(可任意设定):室温~60℃可任意设定,控制精度:±0.5℃。
34.3校验用用参考器具钢直尺500mm,精度1mm、秒表精度0.1s、标准温度计50-100℃感度0.1℃马歇尔稳定度测定仪WSY-10型沥青蜡含量试验仪详细介绍标签:沥青蜡含量试验仪|沥青蜡含量仪WSY-010型标准石油沥青含蜡量测定仪,石油沥青蜡含量测定仪、沥青蜡含量测定仪、蜡含量测定仪,是我厂根据中国石油化工工业总公司发布的《石油沥青含蜡量标准分析方法》SH/TO425-92《沥青含蜡量实验方法》(蒸馏法)标准要求研制的自动恒温制冷石油沥青含量专用仪器,本仪器符合交通部JTJ0'52-20'0'0'标准。
冲击钻头规格型号表大全
一、直径规格
1.3mm
2.4mm
3.5mm
4.6mm
5.7mm
6.8mm
7.9mm
8.10mm
二、长度规格
1.50mm
2.75mm
3.100mm
4.150mm
5.200mm
6.250mm
7.300mm
8.350mm
三、材质分类
1.高速钢
2.钢
3.钨钼合金
4.镍钴合金
5.陶瓷
6.金刚石涂层
7.钛涂层
8.钨钴碳化物
四、功能分类
1.钻孔
2.扩孔
3.镗孔
4.攻丝
5.加工特殊形状孔
6.花纹加工
7.倒角
8.深孔加工
五、适用材料
1.钢材
2.铝合金
3.铜材
4.铁材
5.不锈钢
6.金属合金
7.陶瓷
8.木材
六、适用设备
1.手持钻
2.台钻床
C加工中心
4.铣床
5.冲击钻
6.高精度孔加工设备
7.专用镗床
8.特种孔加工设备
七、品牌推荐
1.A品牌
2.B品牌
3.C品牌
4.D品牌
5.E品牌
6.F品牌
7.G品牌
8.H品牌
八、其他注意事项
•使用时务必佩戴防护眼镜和手套
•根据不同材质和要求选择合适的冲击钻头
•使用前检查冲击钻头是否磨损,如有磨损及时更换
•钻孔要保持水冷,避免过热损伤冲击钻头
•使用时按照正确的钻孔步骤和工艺,确保加工质量以上是冲击钻头规格型号表大全的内容,希望对您有所帮助。