公差分析模板
- 格式:xls
- 大小:49.00 KB
- 文档页数:1
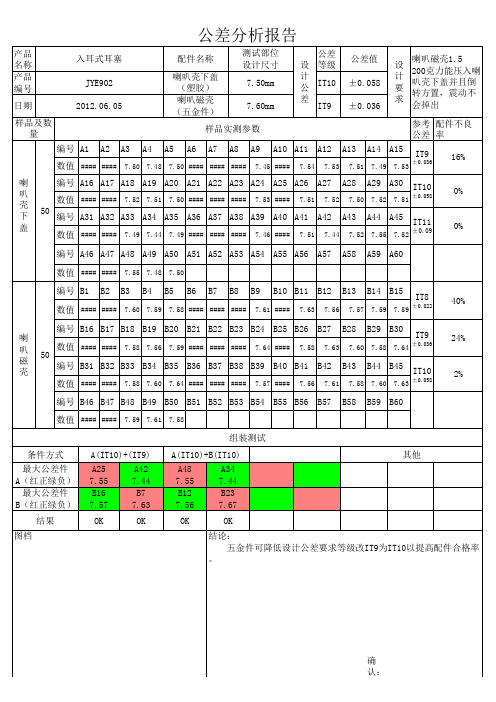
公差分析簡介及實例報告人:姚鵬報告大綱:1. 使用公差分析的必要性2. 公差分析作用3. 公差分析的分類及用法4.REAR SOCKET 帄面度公差分析(例)5.結束一使用公差分析的原因及必要性* 1 工業化時代的需要國際化的制造業趨勢. 生產技術的專業化公司企業有時需在別的國家或地區尋求合理伙伴* 2 市場竟爭的需要交期.品質. 成本…...* 3. 產品開發設計的需要產品設計一般分為原形設計和二次生產設計不進行公差分析意味著將在制造時冒很大的風險二公差分析的作用及分類1 設計時利用公差分析可合理分配各零件的公差.達到可制造性的要求.2. 制造時可用以校核公差組合可否滿足產品功能要求3.降低制造成本針對不同的狀況使用不同的公差分析方法分類:極端情況公差分析V.S. 統計分析(完全互換法) ( 大數互換法)A 極端情況公差分析即在建立好的一條尺寸鏈上保証各環(尺寸)公差均向一個方向上累積.也仍然滿足封閉環的裝配性及功能要求方法分類:a. 正計算:已知尺寸鏈上各尺寸的基本尺寸及極限偏差求封閉環的尺寸及極限偏差用于校核功能性b. 反計算:已知封閉環尺寸的基本尺寸及極限偏差求尺寸鏈上各尺寸的基本尺寸及極限偏差用于設計時的公差分配A) 等公差法B) 等精度法缺點: 易產生過於保守的設計導致制造成本提高3σ-3σB. 統計公差分析(大數分析法)1..正態分布σ=Σ(X i -X 0)2n標准差σn -1 =Σ(X i -X)2n -1樣本標准差σ2σ3σP=0.682P=0.9544P=0.9973P=0.999364σT 0=σ0= σ12+σ22+σ32+...+σn 2T 0 =1/K 0Σi K i 2T i 2理論依據:1. 大部分零件在其公差限制范圍內.呈正態概率分布2.如果兩個或有限多個隨机變量均呈正態分布.且互相獨立(不相關) 那麼它們之間相互迭加的結果也呈正態分布即:對於呈非正態分布之零件組合則有:K 0,K i : 相對分布系數I : 傳遞系數關于公差分析及其他1 熟悉各種零件的加工工藝水帄即制程能力.是成功設定公差的關鍵2. 目前的CAD技術無法完全取代公差分析Rear Socket for CardBus G2SHIELDING SHELL HOUSINGCONTACTHOUSINGSHIELDING SHELL CONTACT 共面度須在0.10mm 范圍以內對產品平面度影響之相關零件尺寸HOUSING : DIM 0.300.10DIM 2.60+0.05/-0.00SHIELDING: DIM 3.350.05SHELL DIM 0.00+0.05/-0.00 CONTACT: DIM 0.450.05DIM 0.00+0.10/-0.00使用極端情況進行的一般公差分析共面度:=HOUSING高+CONTACT高-SHELL高=[(0.300.10)+(2.60+0.05/-0.00)]+[(3.350.05)+(0.00+0.05/-0.00)]-[(0.450.05)+(0.00+0.10/-0.00)]=0.00+0.25/-0.35mm使用統計分析進行的公差分析1.以相關各尺寸之設計中心值作為帄均值X2.以相關各尺寸之設計公差范圍作為其對應標準差6σ3.依公式進行計算分別得出配合后共面度中心值及其偏差范圍計算得:X = (0.30+2.625)+(0.45+0.05)-(3.35+0.025)= 0.05mm3σ= 0.102+0.0252+0.052+0.0252+0.052+0.052=0.136mm合計:共面度=0.050.136mm(0.186~-0.086)查表得:Z1=3*(0.10-0.05)/0.136=1.103P=0.00048+(1-0.86433)=13.6%0.300.102.60+0.05/-0.00 3.350.050.00+0.05/-0.000.450.050.00+0.10/-0.002.6312.6192.6250.0030.3260.2500.2980.0252*0.476 0.014 3.36 0.0380.470 0.009 3.34 0.0210.474 0.012 3.3481 0.0290.0017 0.0013 0.00548 0.00385MAX MIN Xσn-1X 0=(2.625+0.298)+(0.474+0.012)-(3.3481+0.029)=0.03193σ=3 0.0032+0.02522+0.00172+0.00132+0.005482+0.003852=0.0756Z=(0.10-0.0319)/0.0252=2.702查表得: P 1=0.34%實際制程能力統計分析小結:1. 如果想得到合理的零件工差分布,就必需了解其實際的制程能力.須靠帄時對工藝知識的不斷累積2. 在滿足產品功能的前提下. 公差的極限應盡可能的寬以免造成不必要的浪費.高昂的制造成本!期待大家能與我相互交流共同學習……THANKS!。

AgendaIntroductionTheoryTolerance AnalysisTolerance AnalysisPro/E Wildfire 4.0 Tolerance Analysis ExtensionTopic INTRODUCTION品質Motorola 公司在1970年代中期到年代中期的十年間,由於品質競爭失利,節節敗M t l年代中期到年代中期的十年間由於品質競爭失利節節敗退。
彩色電視機廠在1974年關閉,音響廠在1980年停業,電腦記憶晶片也在1985年向日本廠商降服,眼看就要倒閉。
當時該公司董事長一面向美國政府要求保護年向日本廠商降服眼看就要倒閉當時該公司董事長一面向美國政府要求保護,一方面提出高品質策略全面向6σ品質邁進,使生產線不良率降低至PPM 水準。
終於其無線呼叫器在日本市場大獲全勝,成為美國公司起死回生的典範。
其重返競技場的力量即為高品質的產品與服務,1988年該公司獲得第一屆美國品質獎(The First Annual Malcolm Bealdrige National Quality Award)(The First Annual Malcolm Bealdrige National Quality Award)。
變異萬物皆有變化,工業產品也隨時伴有差異,同種產品間功能或尺寸的差異被稱之為萬物皆有變化工業產品也隨時伴有差異同種產品間功能或尺寸的差異被稱之為變異(Variation)。
變異小不影響顧客的滿意程度或後續工程的作業是可以容許的;一旦變異影響客戶的滿意程度,那麼變異就成了品質的大敵。
一旦變異影響客戶的滿意程度那麼變異就成了品質的大敵在Motorola 有句口號:Variation is the Enemy of Customer Satisfaction。
具有連續性的品質特性,在製程正常時會呈常態分配,由常態分配可算出超出規格的不良率。
99.9%常有企業會很引以自豪的表示自己的良率達到99%,但是99%僅是3.8 個標準差,但是38個標準差意謂著每一百萬次中,會有6000 次以上失誤產生,這樣的數字其實是令人心驚膽跳。
CONFIDENTIAL
Approved V.2.0. - 28th May´03
DMX00789-EN Mika Pylvänäinen
项目设计者日期版本序号零件描述
尺寸正负公差注释
XX XX X
A 底座定位柱到边的距30.00+0.10目标尺寸:XX
最小值:
0.000
最大值:
B 盖板
定位孔到边的举
29.80
-0.10
C D E F G H I J K
序号描述尺寸公差尺寸公差a 定位柱与孔
3.00
0.05
2.90
0.05
0.10
b c d e f
名义值公差最小值最大值极值法0.200.30-0.100.50均方根法
0.200.17
0.030.37
·
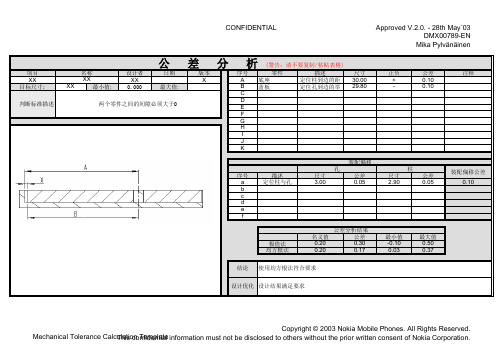
两个零件之间的间隙必须大于0
公差分析结果
结论
设计优化使用均方根法符合要求
设计结果满足要求
公 差 分 析 (警告:请不要复制/粘帖表格)
名称XX 装配偏移孔
柱
判断标准描述
装配偏移公差
Mechanical Tolerance Calculation Template Copyright © 2003 Nokia Mobile Phones. All Rights Reserved.
This confidential information must not be disclosed to others without the prior written consent of Nokia Corporation.。
