公差分析简介及实例
- 格式:ppt
- 大小:294.50 KB
- 文档页数:15
统计公差分析方法概述公差分析是设计和制造过程中的重要环节,用于评估产品的尺寸和形状的变化并确定其质量要求。
它帮助确定制造过程中允许的变化范围,以确保产品的功能和性能满足设计要求。
下面是公差分析方法的概述:1.公差概念和术语:公差是表示产品尺寸和形状变异的一种度量,是设计要求和制造能力之间的差异。
了解公差的基本概念和术语对于进行有效的公差分析非常重要。
例如,公差带、公差上限、公差下限、公差等级等。
2.公差链:公差链是将不同部件的公差延伸到整个产品装配中的一种方法。
通过分析公差链,可以确定整个装配的总体公差,并评估其对产品性能的影响。
公差链分析通常采用功能环或冗余环的方法。
3.公差配合:公差配合是指零件之间在装配时的相互作用。
公差配合分析可以确定零件之间的配合方式,并对其作用进行评估。
常见的公差配合包括配合间隙、过盈配合和间隙配合等。
4. 公差分析工具:公差分析通常使用一些专门的工具来辅助。
例如,一维公差分析工具(如Matlab、Excel等)用于分析单个尺寸的公差,根据统计数据计算出尺寸的上下限。
使用二维和三维CAD软件进行公差堆叠分析,可以在装配设计阶段模拟零件堆叠时产生的误差变化。
5.公差分配:公差分配是将总体公差分配给不同的零件以实现装配要求的过程。
公差分配通常基于设计要求、制造能力和装配要求等考虑因素。
公差分配需要根据装配关系和功能要求来确定每个零件的公差。
6.公差检验:公差分析的最后一步是进行公差检验,以确保产品的尺寸和形状在规定的公差范围内。
公差检验可以通过测量和检测工具来进行,例如卡尺、测量仪器、投影仪等。
公差检验是确保产品质量和性能的关键步骤。
7.公差优化:公差优化是指通过优化公差的分配和设计来最小化产品的尺寸和形状变化,以提高产品的质量和性能。
公差优化可以通过使用计算机辅助设计(CAD)软件和专业的公差优化工具来实现。
总之,公差分析是设计和制造中的关键环节,有助于确保产品质量和性能满足要求。

公差分析报告基本知识公差分析是工程设计中非常重要的一项技术,它主要用于确定产品制造过程中所允许的尺寸变差范围,以保证产品在使用过程中的正常功能。
本篇文章将介绍公差分析的基本知识,包括公差的定义、公差的类型、公差的表示方法、公差链和公差分析方法等内容。
一、公差的定义公差是指将产品实际尺寸与设计尺寸之间的差值,它是制约产品功能和性能的重要因素。
公差是在设计阶段就需要考虑和确定的,通过公差的控制可以保证产品在制造和使用过程中的稳定性和可靠性。
二、公差的类型1.一般公差:是指对于产品的一般尺寸,根据所处的尺寸量级和表面质量要求而规定的公差。
2.几何公差:是指控制产品几何形状和位置关系的公差,包括平面度、圆度、圆柱度、直线度、平行度、垂直度等。
3.形位公差:是指产品形状和位置关系的公差,包括位置公差、姿态公差、形位公差、轴向公差等。
4.配合公差:是指对于产品的配合尺寸,根据配合要求而规定的公差,包括间隙、过盈和配合紧度等。
三、公差的表示方法公差的表示方法主要有四种:1.加减公差法:即在设计尺寸基础上,通过加减法确定上下限公差。
2.限界公差法:即在设计尺寸基础上,通过上限和下限值确定公差范围。
3.基础尺寸法:即以一个基础尺寸作为基准,通过加减公差法确定其他尺寸的上下限公差。
4. 数值公差法:即通过数值来表示公差的大小,如0.01mm、0.1mm 等。
四、公差链公差链是指产品由多个零件组成时,各个零件公差相加所形成的总公差。
在进行公差分析时,需要考虑到各种公差之间的相互关系和叠加效应,以保证整体装配的精度和可靠性。
五、公差分析方法公差分析有多种方法,主要包括:1.构造法:根据零件的功能要求,通过构造关系和尺寸链的分析,确定零件的公差。
2.统计法:通过对产品和工艺数据的统计分析,确定公差的适用范围和控制要求。
3.模拟法:通过建立数学模型,模拟产品在设计和制造过程中的变化和误差,分析公差对产品性能的影响。
4.比较法:通过对已有样品或标准件的测量和分析,确定公差的适用范围和控制要求。
公差分析一、误差与公差二、尺寸链三、形位公差与公差原那么一、误差与公差〔一〕误差与公差的根本概念1. 误差误差——指零件加工后的实际几何参数相对于理想几何参数之差。
〔1〕零件的几何参数误差分为尺寸误差、形状误差、位置误差与外表粗糙度。
尺寸误差——指零件加工后的实际尺寸相对于理想尺寸之差,如直径误差、孔径误差、长度误差。
形状误差〔宏观几何形状误差〕——指零件加工后的实际外表形状相对于理想形状的差值,如孔、轴横截面的理想形状是正圆形,加工后实际形状为椭圆形等。
相对位置误差——指零件加工后的外表、轴线或对称面之间的实际相互位置相对于理想位置的差值,如两个面之间的垂直度,阶梯轴的同轴度等。
外表粗糙度〔微观几何形状误差〕——指零件加工后的外表上留下的较小间距和微笑谷峰所形成的不平度。
2. 公差公差——指零件在设计时规定尺寸变动围,在加工时只要控制零件的误差在公差围,就能保证零件的互换性。
因此,建立各种几何公差标准是实现对零件误差的控制和保证互换性的根底。
〔二〕误差与公差的关系零件误差公差零件误差图1由图1可知,零件误差是公差的子集,误差是相对于单个零件而言的;公差是设计人员规定的零件误差的变动围。
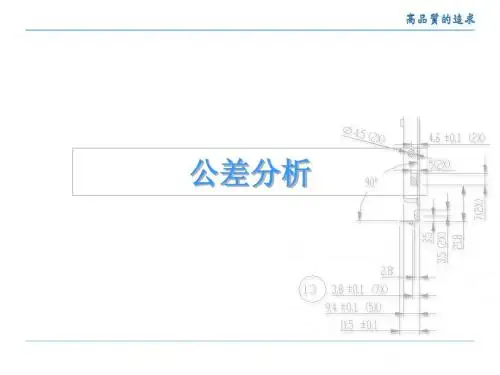
〔三〕公差术语与示例图2以图2为例:根本尺寸——零件设计中,根据性能和工艺要求,通过必要的计算和实验确定的尺寸,又称名义尺寸,图中销轴的直径根本尺寸为Φ20,长度根本尺寸为40。
实际尺寸——实际测量的尺寸。
极限尺寸——允许零件实际尺寸变化的两个极限值。
两个极限值的是最大极限尺寸,小的是最小极限尺寸。
尺寸偏差——某一尺寸〔实际尺寸,极限尺寸〕减去根本尺寸所得到的代数差。
上偏差=最大极限尺寸-根本尺寸,用代号〔ES〕〔孔〕和es〔轴〕下偏差=最小极限尺寸-根本尺寸,用代号〔ES〕〔孔〕和es〔轴〕尺寸公差——允许尺寸的变动量尺寸公差=最大极限尺寸-最小极限尺寸公差带零线——在极限与配合图解中,标准根本尺寸是一条直线,以其为基准确定偏差和公差。
欢迎阅读公差分析一、误差与公差二、尺寸链三、形位公差及公差原则际相互位置相对于理想位置的差值,如两个面之间的垂直度,阶梯轴的同轴度等。
表面粗糙度(微观几何形状误差)——指零件加工后的表面上留下的较小间距和微笑谷峰所形成的不平度。
2. 公差公差——指零件在设计时规定尺寸变动范围,在加工时只要控制零件的误差在公差范围内,就能保证零件的互换性。
因此,建立各种几何公差标准是实现对零件误差的控制和保证互换性的基础。
(二)误差与公差的关系由图1可知,零件误差是公差的子集,误差是相对于单个零件而言的;公差是设计人员规定的零件误差的变动范围。
(三)公差术语及示例图2以图2为例:基本尺寸——零件设计中,根据性能和工艺要求,通过必要的计算和实验确定的尺寸,又称名义尺寸,图中销轴的直径基本尺寸为Φ20,长度基本尺寸为40。
实际尺寸——实际测量的尺寸。
极限尺寸——允许零件实际尺寸变化的两个极限值。
两个极限值中大的是最大极限尺寸,小的是最小极限尺寸。
尺寸偏差——某一尺寸(实际尺寸,极限尺寸)减去基本尺寸所得到的代数差。
上偏差=最大极限尺寸-基本尺寸,用代号(ES )(孔)和es (轴) 下偏差=最小极限尺寸-基本尺寸,用代号(ES )(孔)和es (轴) 公差 图1尺寸公差——允许尺寸的变动量尺寸公差=最大极限尺寸-最小极限尺寸公差带零线——在极限与配合图解中,标准基本尺寸是一条直线,以其为基准确定偏差和公差。
通常,零件沿水平方向绘制,正偏差位于其组成环又分为增环和减环增环——当某一组成环增加(减小),其他组成环都不变时,封闭环也增加(减小)。
减环——当某一组成环减小(增加),其他组成环都不变时,封闭环增加(减小)。
尺寸链建立1、确定要计算的目标值(闭环)。
2、找到与目标值相关的所有零件尺寸。
3、根据装配关系,建立尺寸链,目标尺寸是相关零件安照一定的装配顺序得到的。
设尺寸链中组成环的个数为m,其中有n个增环,A1为组成环的基本尺寸,对于直线尺寸链计算公式如下:1)封闭环的基本尺寸封闭环的基本尺寸是尺寸链中所有增环的基本尺寸之和减去尺寸链中所有减环的基本尺寸A 0=∑A i m i=1−∑A j n−1j=m+12)最大最小极限尺寸封闭环的最大极限尺寸是尺寸链中所有增环的最大极限尺寸之和减去所有减环的最小极限尺寸之和,同理得封闭环最小极限尺寸在零件加工过程中,当各环的实际误差不等于各环的公差时,封闭环的实际误差等于所有组成环的误差之和C 0=∑?C i n−1i=16)封闭环的中间尺寸与中间偏差封闭环的中间尺寸是最大值与最小值之和的平均值C 0av =C 0max +C 0min 2封闭环的中间尺寸等于所有增环的中间尺寸之和减去所有减环中间尺寸之和C 0av =∑C iav m i=1-∑Cjav n−1j=m+1 中间偏差是上下偏差的平均值,也是公差带的中心坐标,封闭环的X-Y~(μ1- μ2, σ12- σ22)在大批量的生产中,一个尺寸链中的个组成环尺寸的获得彼此没有关系,因此,可将他们看成是相互独立的随机变量,经大量实测数据后,从概率的概念来看,有两个特征数:算术平均数:这个数值表示尺寸的分布集中的位置均方根偏差σ:说明实际尺寸分布相对于算术平均值的离散程度将极限尺寸换算成平均尺寸C av=C max+C min2σ0=∑σii=1传递系数:各组成环对封闭环影响大小的系数假设尺寸链各环尺寸的分布范围与尺寸公差相一致尺寸链中各组成环的平均尺寸等于各组成环的尺寸的平均值各尺环的尺寸公差都等于各环尺寸标准差的6倍,即6σ组成环尺寸分布偏离正态分布时,用下面公式进行近似:n−1T ok=k√∑T i2i=1。
机械制图机公差分析1. 简介机械制图中,公差是指产品实际大小与理论设计大小的偏差。
公差分析是机械制图过程中的一个重要环节,旨在确定产品各个部件之间的公差范围,以确保产品的质量和性能达到设计要求。
本文将介绍机械制图中的公差分析方法和应用。
2. 公差分析的意义公差分析是机械制图中的关键环节,它的意义主要体现在以下几个方面:•确定产品的功能性能:公差分析可以确定产品各个部件之间的尺寸偏差范围,以确保产品在装配和使用过程中的功能性能正常。
•优化产品结构:公差分析可以通过调整各个部件之间的公差范围,优化产品的结构设计,提高产品的性能、可靠性和经济性。
•降低生产成本:公差分析可以通过合理设置公差范围,降低产品的制造成本,提高生产效率。
•提高产品质量:公差分析可以帮助设计人员在设计初期就考虑到公差问题,从而减少产品出现质量问题的可能性,提高产品的质量。
3. 公差分析的方法3.1 传统公差分析方法传统公差分析方法主要包括以下几个步骤:1.制图:在机械制图软件中绘制产品的图形模型。
2.确定公差要求:根据产品的设计要求和功能性能要求,确定各个部件的公差要求。
3.确定公差链:根据产品的装配结构,在制图软件中确定各个部件之间的公差链,即公差依赖关系。
4.公差分配:根据公差链,将产品的公差进行逐级分配,确定各个部件的公差范围。
5.公差评估:根据公差范围,对产品的功能性能进行评估,确定是否满足设计要求。
6.优化调整:根据评估结果,对公差范围进行优化调整,以满足产品的设计要求。
3.2 计算机辅助公差分析方法随着计算机技术的不断发展,计算机辅助公差分析方法逐渐成为主流。
计算机辅助公差分析方法主要包括以下几个步骤:1.数字化模型建立:通过三维建模软件,将产品的三维模型进行数字化建模。
2.公差要求设置:在数字化模型中设定各个部件的公差要求。
3.公差分配:根据公差链和公差要求,通过计算机辅助公差分配软件,自动进行公差分配。
4.公差仿真:通过计算机辅助公差仿真软件,对产品进行公差仿真分析,评估产品的性能和质量。
公差分析一、误差与公差二、尺寸链三、形位公差及公差原则一、误差与公差(一)误差与公差的基本概念1。
误差误差——指零件加工后的实际几何参数相对于理想几何参数之差。
(1)零件的几何参数误差分为尺寸误差、形状误差、位置误差及表面粗糙度。
尺寸误差——指零件加工后的实际尺寸相对于理想尺寸之差,如直径误差、孔径误差、长度误差。
形状误差(宏观几何形状误差)--指零件加工后的实际表面形状相对于理想形状的差值,如孔、轴横截面的理想形状是正圆形,加工后实际形状为椭圆形等。
相对位置误差—-指零件加工后的表面、轴线或对称面之间的实际相互位置相对于理想位置的差值,如两个面之间的垂直度,阶梯轴的同轴度等。
表面粗糙度(微观几何形状误差)-—指零件加工后的表面上留下的较小间距和微笑谷峰所形成的不平度。
2。
公差公差-—指零件在设计时规定尺寸变动范围,在加工时只要控制零件的误差在公差范围内,就能保证零件的互换性.因此,建立各种几何公差标准是实现对零件误差的控制和保证互换性的基础.(二)误差与公差的关系由图1可知,零件误差是公差的子集,误差是相对于单个零件而言的;公差是设计人员规定的零件误差的变动范围。
(三)公差术语及示例图2以图2为例:基本尺寸—-零件设计中,根据性能和工艺要求,通过必要的计算和实验确定的尺寸,又称名义尺寸,图中销轴的直径基本尺寸为Φ20,长度基本尺寸为40。
实际尺寸-—实际测量的尺寸.极限尺寸——允许零件实际尺寸变化的两个极限值。
两个极限值中大的是最大极限尺寸,小的是最小极限尺寸。
公差 零件误差零件误差 图1尺寸偏差——某一尺寸(实际尺寸,极限尺寸)减去基本尺寸所得到的代数差。
上偏差=最大极限尺寸-基本尺寸,用代号(ES)(孔)和es(轴)下偏差=最小极限尺寸—基本尺寸,用代号(ES)(孔)和es(轴)尺寸公差--允许尺寸的变动量尺寸公差=最大极限尺寸-最小极限尺寸公差带零线——在极限与配合图解中,标准基本尺寸是一条直线,以其为基准确定偏差和公差。
公差分析基本知识公差分析一、误差与公差二、尺寸链三、形位公差及公差原则一、误差与公差(一)误差与公差的基本概念1. 误差误差——指零件加工后的实际几何参数相对于理想几何参数之差。
(1)零件的几何参数误差分为尺寸误差、形状误差、位置误差及表面粗糙度。
尺寸误差——指零件加工后的实际尺寸相对于理想尺寸之差,如直径误差、孔径误差、长度误差。
形状误差(宏观几何形状误差)——指零件加工后的实际表面形状相对于理想形状的差值,如孔、轴横截面的理想形状是正圆形,加工后实际形状为椭圆形等。
相对位置误差——指零件加工后的表面、轴线或对称面之间的实际相互位置相对于理想位置的差值,如两个面之间的垂直度,阶梯轴的同轴度等。
表面粗糙度(微观几何形状误差)——指零件加工后的表面上留下的较小间距和微笑谷峰所形成的不平度。
2. 公差公差——指零件在设计时规定尺寸变动围,在加工时只要控制零件的误差在公差围,就能保证零件的互换性。
因此,建立各种几何公差标准是实现对零件误差的控制和保证互换性的基础。
(二)误差与公差的关系由图1可知,零件误差是公差的子集,误差是相对于单个零件而言的;公差是设计人员规定的零件误差的变动围。
(三)公差术语及示例图2以图2为例:基本尺寸——零件设计中,根据性能和工艺要求,通过必要的计算和实验确定的尺寸,又称名义尺寸,图中销轴的直径基本尺寸为Φ20,长度基本尺寸为40。
实际尺寸——实际测量的尺寸。
极限尺寸——允许零件实际尺寸变化的两个极限值。
两个极限值的是最大极限尺寸,小的是最小极限尺寸。
公差零件误差零件误差图1尺寸偏差——某一尺寸(实际尺寸,极限尺寸)减去基本尺寸所得到的代数差。
上偏差=最大极限尺寸-基本尺寸,用代号(ES)(孔)和es(轴)下偏差=最小极限尺寸-基本尺寸,用代号(ES)(孔)和es(轴)尺寸公差——允许尺寸的变动量尺寸公差=最大极限尺寸-最小极限尺寸公差带零线——在极限与配合图解中,标准基本尺寸是一条直线,以其为基准确定偏差和公差。
统计公差分析方法概述公差分析方法是一种用于确定产品或系统中各种因素之间的相互关系和限制的工程方法。
它被广泛应用于各种制造和设计领域,包括机械、电子、航空航天、汽车等。
公差分析的目标是确保产品或系统在正常运行条件下能够满足设计要求。
本文将概述几种常见的公差分析方法。
一、基本术语和概念在介绍具体的公差分析方法之前,有必要先了解一些基本术语和概念。
1. 公差(Tolerance):公差是指在设计和制造过程中所允许的误差或偏差范围。
公差可以是线性的,也可以是角度的。
2. 上限(Upper Limit)和下限(Lower Limit):上限是指公差范围的最大值,下限是指公差范围的最小值。
3. 偏差(Deviation):偏差是指产品或系统与其设计要求之间的差异。
4. 平均值(Mean):平均值是指一系列测量值的算术平均数。
5. 标准偏差(Standard Deviation):标准偏差是指一系列测量值与其平均值之间的平均差异。
6. Cp和Cpk指数:Cp指数是指一个过程的上下限规格范围与标准差之比。
Cpk指数是指一个过程的上限或下限与该过程能够达到的最大或最小值之间的差异与三倍的标准差之比。
二、公差分析方法1. 极差法(Range Method)极差法是一种简单直观的公差分析方法。
它通过测量一系列零件或产品的最大值和最小值来确定公差范围。
极差(Range)= 最大值 - 最小值优点:简单易懂,容易理解。
缺点:只考虑了最大值和最小值,没有考虑其他测量值的变化情况。
2. 平均偏差法(Average Deviation Method)平均偏差法是一种计算平均偏差和标准偏差的公差分析方法。
它可以提供关于产品或系统的整体偏差情况的信息。
平均偏差(Average Deviation)= 所有测量值的总和 / 测量值的个数标准偏差(Standard Deviation)= 各个偏差值与平均偏差之差的平方和的平均数的平方根优点:考虑了所有测量值的变化情况,能够提供更准确的分析结果。
例子1公差(Tolerancing)1-1概论公差分析将有系统地分析些微扰动或色差对光学设计性能的影响。
公差分析的目的在于定义误差的类型及大小,并将之引入光学系统中,分析系统性能是否符合需求。
Zemax内建功能强大的公差分析工具,可帮助在光学设计中建立公差值。
公差分析可透过简易的设罝分析公差范围内,参数影响系统性能的严重性。
进而在合理的费用下进行最容易的组装,并获得最佳的性能。
1-2公差公差值是一个将系统性能量化的估算。
公差分析可让使用者预测其设计在组装后的性能极限。
设罝公差分析的设罝值时,设计者必须熟悉下述要点:●选取合适的性能规格●定义最低的性能容忍极限●计算所有可能的误差来源(如:单独的组件、组件群、机械组装等等…)●指定每一个制造和组装可允许的公差极限1-3误差来源误差有好几个类型须要被估算制造公差●不正确的曲率半径●组件过厚或过薄●镜片外型不正确●曲率中心偏离机构中心●不正确的Conic值或其它非球面参数材料误差●折射率准确性●折射率同质性●折射率分布●阿贝数(色散)组装公差●组件偏离机构中心(X,Y)●组件在Z.轴上的位置错误●组件与光轴有倾斜●组件定位错误●上述系指整群的组件周围所引起的公差●材料的冷缩热胀(光学或机构)●温度对折射率的影响。
压力和湿度同样也会影响。
●系统遭冲击或振动锁引起的对位问题●机械应力剩下的设计误差1-4设罝公差公差分析有几个步骤须设罝:●定义使用在公差标准的」绩效函数」:如RMS光斑大小,RMS波前误差,MTF需求,使用者自定的绩效函数,瞄准…等●定义允许的系统性能偏离值●规定公差起始值让制造可轻易达到要求。
ZEMAX默认的公差通常是不错的起始点。
●补偿群常被使用在减低公差上。
通常最少会有一组补偿群,而这一般都是在背焦。
●公差设罝可用来预测性能的影响●公差分析有三种分析方法:⏹灵敏度法⏹反灵敏度法⏹蒙地卡罗法●公差分析需要对误差值的来源范围作设罝。
1-5公差操作数公差分析会运用下面的操作数:●TRAD, TCUR, TFRN:所有描述表面焦度的误差●TTHI:描述组件或空间厚度的误差●TCON;描述Conic常数的误差●TSDX, TSDY:表面离轴的误差(镜片长度单位)●TSTX, TSTY:表面倾斜的误差(角度)●TIRX, TIRY:表面倾斜的误差(镜片长度单位)●TIRR:表面不平整度的误差(用球差和像散)●TEXI, TEZI:表面不平整度的误差(用Zernike条纹或标准多项式)●TIND, TABB:折射率,阿贝数的误差●TPAR, TEDV:参数或外加资料值的误差●TEDX, TEDY:组件的机构离轴●TETX, TETY, TETZ:组件的机构倾斜●TUDX, TUDY, TUTX, TUTY, TUTZ:组件的离轴或倾斜由使用者自订的座标定义增加可用于非序列性组件的新参数1-6双透镜的公差分析载入Samples\Tutorial folder中的「Tutorial tolerance.zmx」文件。