第九章 顶出脱模机构设计
- 格式:ppt
- 大小:364.00 KB
- 文档页数:10
摘要:分析了模具推出机构及顶出装置的分类,工作原理以及在使用该结构时需要注意的问题。
关键词:推出装置顶出装置结构设计在冲模中设置推出和顶出机构的主要目的是将堵塞在凹模洞口中的推出(凹模在上模)或顶出(凹模在下模)。
下面我们就推出和顶出机构的结构设计展开讨论。
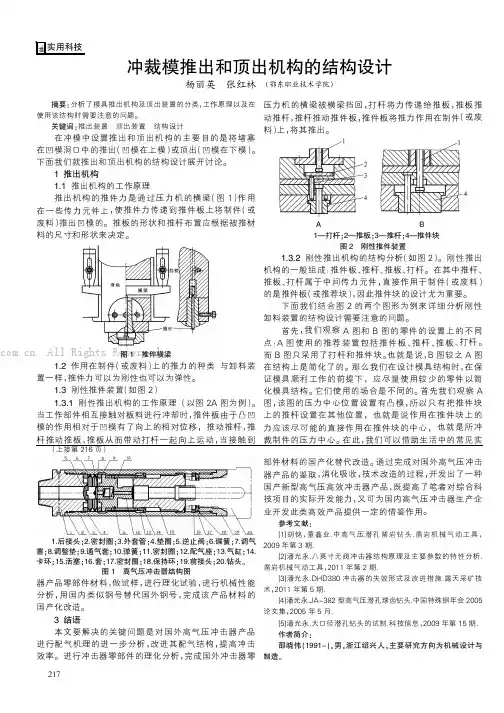
1推出机构1.1推出机构的工作原理推出机构的推件力是通过压力机的横梁(图1)作用在一些传力元件上,使推件力传递到推件板上将制件(或废料)推出凹模的。
推板的形状和推杆布置应根据被推材料的尺寸和形状来决定。
图1推件横梁1.2作用在制件(或废料)上的推力的种类与卸料装置一样,推件力可以为刚性也可以为弹性。
1.3刚性推件装置(如图2)1.3.1刚性推出机构的工作原理(以图2A图为例)。
当工作部件相互接触对板料进行冲却时,推件板由于凸凹模的作用相对于凹模有了向上的相对位移,推动推杆,推杆推动推板,推板从而带动打杆一起向上运动,当接触到压力机的横梁被横梁挡回,打杆将力传递给推板,推板推动推杆,推杆推动推件板,推件板将推力作用在制件(或废料)上,将其推出。
A B1—打杆;2—推板;3—推杆;4—推件块图2刚性推件装置1.3.2刚性推出机构的结构分析(如图2)。
刚性推出机构的一般组成:推件板、推杆、推板、打杆。
在其中推杆、推板、打杆属于中间传力元件,直接作用于制件(或废料)的是推件板(或推荐块),因此推件块的设计尤为重要。
下面我们结合图2的两个图形为例来详细分析刚性卸料装置的结构设计需要注意的问题。
首先,我们观察A图和B图的零件的设置上的不同点:A图使用的推荐装置包括推件板、推杆、推板、打杆。
而B图只采用了打杆和推件块。
也就是说,B图较之A图在结构上是简化了的。
那么我们在设计模具结构时,在保证模具顺利工作的前提下,应尽量使用较少的零件以简化模具结构。
它们使用的场合是不同的。
首先我们观察A 图,该图的压力中心位置设置有凸模,所以只有把推件块上的推杆设置在其他位置,也就是说作用在推件块上的力应该尽可能的直接作用在推件块的中心,也就是所冲裁制件的压力中心。
1顶针、扁顶针顶出
1.2 顶针位的布置原因
合理布置不合理布置
1—镶件2—扁顶针尖、薄钢
碰前模面
1—前模 2—顶针 3—后模
(5)防止尖钢、薄钢,特别是顶针顶面不可碰触前模面。
如上右图
1.3.顶针选用原因
1.4 顶针、扁顶针配合间隙
1.5顶针固定
固定顶针一般是在面针板加工台阶固定,为防止顶针转动,常用方式有两种:一种顶
回针
推板
边钉
垫块
台阶(猪嘴形)柱位
推板型芯
推板型芯
固定板
配合锥面
型芯产生过切
线切割
加工线
型芯锥面采用线切割加工时,注意线切割和型芯顶部应有的间隙,如图
延迟顶出
在一些模具中,某些顶针需要延迟顶出,以到达较理想的顶出效果。
如下列图所示,由于潜水浇口离塑件边很近,假设采用同步顶出,潜水浇口弹出时有可能会弹伤塑件,因此,顶针
用延迟顶出。
在顶出初始阶段,顶针3 并不动,当顶出行程到达
7,再推动顶针3 开场顶出流道,从而防止了浇口弹伤塑件的现象。
图中
程,顶针3 的顶出行程为H-S,其中S 的大小取决于潜水浇口的形状及其和塑件的远近程度等。
![1.4.7 顶出(脱模)机构设计[共5页]](https://uimg.taocdn.com/b6353f20ba0d4a7303763ab4.webp)
46与︱缺点:侧向抽拔力较小。
行位回位时,大部分行位需由斜导柱启动,斜导柱受力状况不好。
特别注意:当驱动行位的斜导柱或斜滑板开始工作前,前、后模必须由导柱导向。
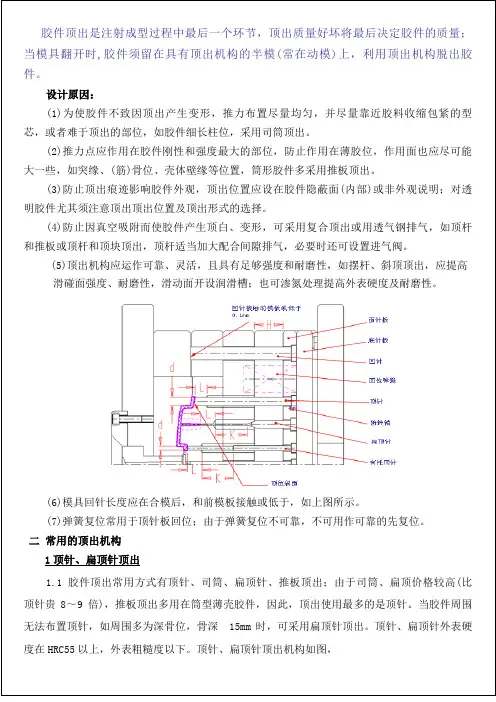
1.4.7 顶出(脱模)机构设计胶件脱模是注射成型过程中最后一个环节,脱模质量好坏将决定最后胶件的质量;当模具打开时,胶件须留在具有脱模机构的半模(常在动模)上,利用脱模机构脱出胶件。
脱模设计原则如下。
①为使胶件不致因脱模产生变形,推力布置应尽量均匀,并尽量靠近胶料收缩包紧的型芯,或者难于脱模的部位,如胶件细长柱位采用司筒脱模。
②推力点应作用在胶件刚性和强度最大的部位,避免作用在薄胶位,作用面也应尽可能大一些,如突缘、(筋)骨位、壳体壁缘等位置。
筒形胶件多采用推板脱模。
③避免脱模痕迹影响胶件外观,脱模位置应设在胶件隐蔽面(内部)或非外观表面;对透明胶件尤其需注意脱模顶出位置及脱模形式的选择。
④避免因真空吸附而使胶件产生顶白、变形,可采用复合脱模或用透气钢排气,如顶杆与推板或顶杆与顶块脱模,顶杆适当加大配合间隙排气,必要时还可设置进气阀。
⑤脱模机构应运作可靠、灵活,且具有足够强度和耐磨性,如摆杆、斜顶脱模,应提高滑碰面强度、耐磨性,滑动面开设润滑槽;也可采用渗氮处理,提高表面硬度及耐磨性。
⑥模具回针长度应在合模后,与前模板接触或低于0.1mm,如图1-106所示。
图1-106 顶出(脱模)机构⑦弹簧复位常用于顶针板回位;由于弹簧复位不可靠,不可用作可靠的先复位。
1.顶针、扁顶针脱模胶件脱模常用方式有顶针、司筒、扁顶针、推板脱模;由于司筒、扁顶针价格较高(比顶针价格贵8~9倍),推板脱模多用在筒型薄壳胶件中,因此,脱模使用最多的是顶针。
当胶件周围无法布置顶针,如周围多为深骨位,骨深大于或等于15mm时,可采用扁顶针脱模。
顶针、扁顶针表面硬度在HRC55以上,表面粗糙度R a在1.6以下。
顶针、扁顶针脱模机构如图1-107所示,设置要点如下。
①顶针直径d≤φ2.5mm时,选用有托顶针,提高顶针强度。
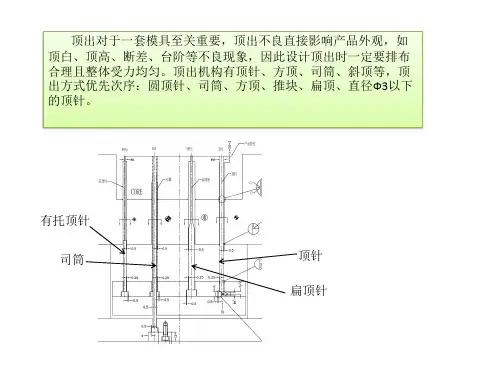
模具设计—顶出系统制品在模具中冷却固化之后,需切实可靠地将其从模具中推顶出来,这一机构称之为顶出系统。
同时必须保证,当模具闭合时,它不会与模具其它零部件发生干涉,并回到初始位置,以便开始下一循环。
4.1.顶出系统设计要点4.1.1.一般要求顶出制品脱离模具5~10mm,但对于大型深腔桶类制品而言,顶出行程为制品深度的2/3即可。
当产品上有骨位、柱位等结构时,一定要使其完全脱出模具。
4.1.2.顶出位置正确的顶出位置,应设在制品脱模困难的地方,制品的骨位、柱位以及对内模有包紧力的地方均应考虑设置顶出机构。
同时还应考卢顶出机构应设置在不影响制品外观的部位,并且不能与其它零件(如撑头螺丝等)发生干涉。
4.1.3.尽量选用大的顶针,大模不用小顶针(尤其是双节顶针)。
当在产品有相互配合的地方设置顶针时,顶针应高出后模面。
4.1.4.设置顶出机构时,应注意顶出产品的均衡性。
4.2.顶出机构的基本方式顶出机构的基本方式有:圆顶针、扁顶针、司筒、直顶、推板等。
4.2.1.圆顶针分为单节顶针和双节顶针两种,其规格见附图。
1).顶针与公模的配合长度一般为2~3倍顶针直径,但不能小于8,常用值为20mm。
车间为了加工方便,通常不做两级,公模全部配合B板避空。
2).当产品弧面上设置顶针时,为防止顶针顶出时滑动,需在顶针端面蚀纹或开“十”形防滑槽,槽深0.5mm。
3).顶针与周连零件的位置关系。
顶针边与骨位、镶件的最小距离为2mm,与产品边、运水最小距离为3mm。
4).顶针的管位当顶针位于圆弧面或者当顶针和司筒受胶位方向限制时,往往要设置管位装置,管位方式有下列几种: a.管位钉b.管位块c.顶针头部加工为直边5).某些产品不允许有顶出痕迹时,常采用垃圾顶出(旁顶) 。
6).有时为了达到制品留后模的目的,将顶针顶端加工成“Z”形头,要保证“Z”形头方向一致。
4.2.2.司筒1).当产品有空心柱子的结构且其高度较高时,要求采用司筒顶出。
第九章推出机构设计§9.1 推出结构的结构组成与分类§9.2 推出力的计算§9.3 简单推出机构§9.4 二次推出机构§9.5 定、动模双向顺序推出机构§9.6 浇注系统凝料的推出机构§9.7 带螺纹塑件的脱模–使塑件及其浇注系统凝料从模具(凸模或凹模)中脱出的机构,又称为脱模机构。
–动作方向与开启模的运动方向一致的,通常由安装在注射机上的顶杆或液压缸来完成。
–推出机构设计的合理性与可靠性直接影响到塑件的质量,因此也是注射模设计的一个重要环节。
1. 推出机构的组成(典型结构)§9.1 推出结构的结构组成与分类–推出部件:Ø推杆、拉料杆、推杆固定板、推出板–推出导向部件:Ø推杆导柱、推杆导套–复位部件:Ø复位杆–其他:Ø支承钉推杆固定板垫板支承钉推出板拉料杆推杆导柱推杆导套推杆复位杆a)合模b)塑件及系统凝料推出2. 推出机构的分类–按驱动方式分:Ø机动推出机构Ø液压推出机构Ø气动推出机构Ø手动推出机构–按推出元件的类别分:Ø推杆推出机构Ø推管推出机构Ø推板推出机构–按模具结构特征分:Ø简单推出机构Ø二级推出机构Ø定模推出机构Ø浇注系统自动切断推出机构Ø带螺纹塑件的推出机构3. 推出机构的设计要求①尽量使塑件留于动模一侧Ø塑件留于动模,推出机构简单,否则要设计定模推出机构。
②保证塑件在推出过程中不变形不损坏③推出位置尽量选在塑件内侧,保证塑件外观良好④合模时应使推出机构正确复位⑤工作可靠、运动灵活、制造和更换容易顶针压下时留下的痕迹(顶白/Visible ejector marks )由于顶出导致的强烈变形(Deformation during demolding)在下部凹陷区由于强行脱模而导致的变形§9.2 推出力(脱模力)的计算–脱模力:将塑件从型芯上脱出时所需克服的阻力–包括:Ø成型收缩的包紧力及脱模时的摩擦力Ø不带通孔的壳体类塑件的大气压力Ø机构运动的摩擦力Ø塑件对模具的粘附力l开始脱模时瞬间所要克服的阻力,称为初始脱模力,以后脱模所需的力称为相继脱模力,后者比前者小l所以计算脱模力的时候,总是计算初始脱模力。

说明顶板顶出脱模机构的特点及在设计制造中的注意事项
顶板顶出机构特点和顶杆相比,顶板(圈、杆)更适用于顶出机构,顶出时推动塑件的面积相对较大,顶出力均匀分布。
另外,顶出痕迹通常不易发觉,不需要设置复位装置。
①顶板和型芯间必须畅通。
②顶板与型芯的配合面必须有3°〜8°的锥面配合,这样可减少运动摩擦,并起到辅助定位作用,有利于防止脱模板偏心而溢料。
③顶板内孔应比型芯成型部分大0.20〜0.25mm,以防止它们之间产生摩擦、移位或卡死现象,如图15-34所示,这样可以避免顶板顶出时刮伤型芯5的成型面。
④当型芯锥面采用线切割加工时,注意线切割与型芯顶部应有
0.1mm的间隙,见图15-34中的S,以避免型芯线切割加工时切割线与型芯顶部干涉。
⑤顶板3与复位杆11通过螺钉14连接,并增加弹簧垫片13防松
⑥模架订购时,注意顶板与导柱配合孔须安装直导套,顶板材料应和定模镪件2的材料相同。
注射模具顶出机构设计注射模具顶出机构是注射模具中至关重要的一部分,它用于将注塑成型的产品顶出模具,完成产品的脱模工作。
因此,注射模具顶出机构的设计对于产品质量和生产效率都有着重要的影响。
本文将对注塑模具顶出机构的设计进行探讨,并介绍几种常见的顶出机构设计。
首先,注塑模具顶出机构的设计需要考虑以下几个方面:顶杆的材料选择、顶出力的大小、顶出速度的控制、顶出机构的结构和顶出机构与模具的配合等。
首先,顶杆的材料选择。
顶杆是顶出机构的关键部分,它需要具备足够的强度和刚性,以承受顶出力的作用。
常见的顶杆材料有合金钢、工具钢等,选择合适的材料可以确保顶出机构的稳定性和寿命。
其次,顶出力的大小。
顶出力的大小需要根据产品的材料和尺寸来确定。
如果顶出力过小,则无法将产品顶出模具,影响生产效率;而如果顶出力过大,则可能造成产品的变形或损坏。
因此,在设计顶出机构时,需要进行力学计算和试验,以确定合适的顶出力大小。
再次,顶出速度的控制。
顶出速度的控制对于产品的脱模效果有着重要的影响。
如果顶出速度过快,则可能造成产品的折弯、断裂等问题;而如果顶出速度过慢,则可能导致产品粘连模具,影响生产效率。
因此,需要在设计顶出机构时,考虑合适的顶出速度控制装置,以确保产品能够平稳顶出模具。
最后,顶出机构的结构和顶出机构与模具的配合。
顶出机构的结构设计需要简单、易于操作和维护,同时具备足够的刚性和稳定性。
另外,顶出机构与模具的配合要紧密,以确保产品能够顺利顶出模具。
在实际的注塑模具顶出机构设计中,常见的顶出机构包括气动顶出机构、液压顶出机构和机械顶出机构。
每种顶出机构都具有各自的特点和适应范围。
气动顶出机构是利用气压驱动顶出杆来顶出产品的机构。
它具有结构简单、操作方便和顶出力可调节等优点,适用于小型和中型注塑模具。
液压顶出机构是利用液压油缸来驱动顶出杆来顶出产品的机构。
它具有顶出力大、顶出速度可调节和可实现多级顶出等优点,适用于大型和高精度的注塑模具。
简单脱模机构在注塑成型的每一个循环中,塑件必须从模具型腔中取出,最理想的情况是模具开启后,塑件由自身重力作用从型腔或型,芭上自动脱落。
事实上,由于塑件表面的微观凸凹、附着力和内应力的存在,必须设计取出塑件的脱模机构(或称为顶出机构),完成将塑件和浇注系统凝料等与模具松动分离,并从模内取出的动作。
脱模机构由一系列推出零件和辅助零件组成.按推出脱模动作特点可分为一次推出脱模(简单脱模),二次推出脱模,动、定模双向推出脱模,带螺纹塑件脱模等。
按推出动作的动力源分类,可分为手动脱模、机动脱模、液压脱模和气压脱模等。
脱模机构的设计原则如下。
( 1 )机构运动准确、可靠、灵活,并有足够的刚度、强度来克服脱模阻力。
( 2 )保证塑件不变形或不损坏。
机构推出重心与脱模力中心相重合,推出力分布均匀,作用面积尽可能大且作用点靠近型芯,可防止塑件脱模后变形;推出力作用在塑件刚性和强度最大的部位(如凸缘、加强筋等),可防止塑件在推出时造成损坏。
( 3 )保证塑件良好的外观。
顶出位置应尽量设在塑件内部或对塑件外观影响不大的部位。
同时,与塑件直接接触的脱模零件的配合间隙要保证不滋料,以避免在塑件上留下飞边痕迹。
( 4 )尽量使塑件留在动模一侧,以便借助注射机的开模力驱动脱模装置,完成脱模动作,简化模具结构。
开模后塑件在推出机构的作用下,通过一次推出动作将塑件脱卸出模具的机构称为一次推出脱模机构,或称为简单脱模机构。
它是最常用的一种脱模机构,有推杆脱模、推管脱模、推板脱模、多元件联合脱模和气动脱模等形式。
1 .推杆脱模机构推杆(顶杆)脱模机构具有制造简单、更换方便、顶出效果好等特点。
但因顶出面积一般较小,容易引起应力集中而顶坏塑件或使塑件变形,不适于脱模斜度小和顶出阻力大的管形或箱形塑件。
1 ) 推杆脱模机构的组成推杆脱模机构由推出部件、导向部件和复位部件等组成。
① 推出部件。
如图4 一82 所示,推杆1 直接与塑件接触,开模后将塑件推出。