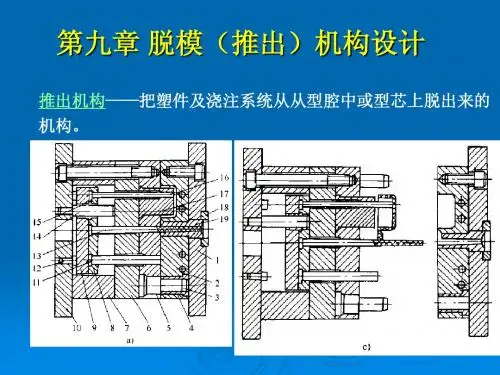
二级推出机构产生的原因
由于特殊形状或自动化生产的需要, 在一次脱模动作完成后,仍难于从 型腔中取出或不能自动脱落。
有时为避免一次脱模塑件受力过大,也采用二次脱模推出, 以保证塑件质量。
2013年7月14日
1.弹簧式二级推出机构
这种方法结构简单,装 配后所占面积小,缺点 是动作不可靠,弹簧容 易失效,需要及时更换。
2013年7月14日
2.斜楔滑块式二次推出机构
8-14斜楔滑块式二次推出机构 1- 动模座板 2-推板 3-弹簧 4-滑块 5-销钉 6-斜楔; 7-推件板 8-推杆 9-型芯 10-中心推杆 11-复位杆
2013年7月14日
3.三角滑块式二级推出机构
图8-15 三角滑块式二次推出机构 1- 一次推板 2- 三角滑块 3- 二次推板 4-推杆固定板 5-斜楔杆 6-推杆 7-动模型腔板 8-型芯 9-推杆
2013年7月14日
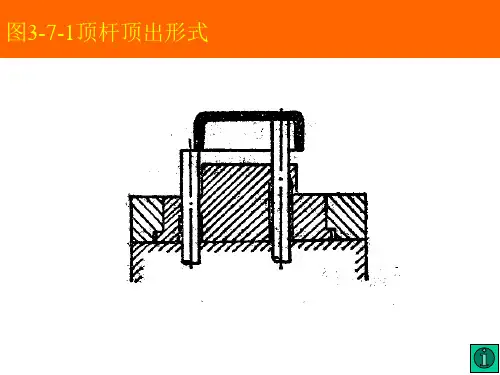
1.推杆推出机构
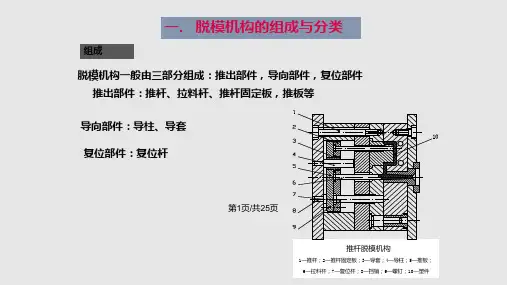
(1)推出机构组成: 推杆、拉料杆、复位杆、推杆固定板、推杆垫板、
推杆导柱、推杆导套、限位钉。
2013年7月14日
(2)推杆的设计
• • 适用范围:脱模阻力小的简单塑件 特点:简单、灵活,但与塑件接触面积小,易将 塑件顶变形或损坏。
推杆的形状及尺寸 推杆的固定及装配 推杆推出位置的选择
(四)螺纹塑件推出机构
手动脱螺纹机构
模内手动脱螺纹机构 齿轮齿条脱螺纹机构 直角式注射机脱螺纹机构 推杆轴承旋转式脱出机构
2013年7月14日
1.手动脱螺纹机构
2013年7月14日
手动脱螺纹机构
2013年7月14日
手动脱螺ቤተ መጻሕፍቲ ባይዱ机构
2013年7月14日
2.模内手动脱螺纹机构