完整版激光切割工艺
- 格式:ppt
- 大小:4.58 MB
- 文档页数:7
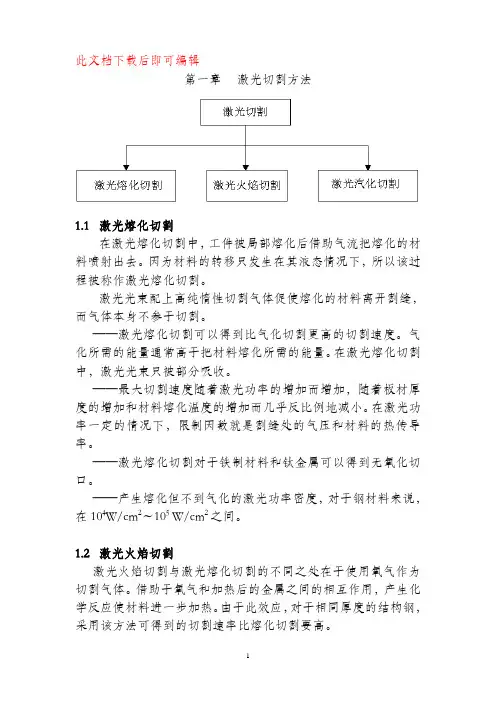
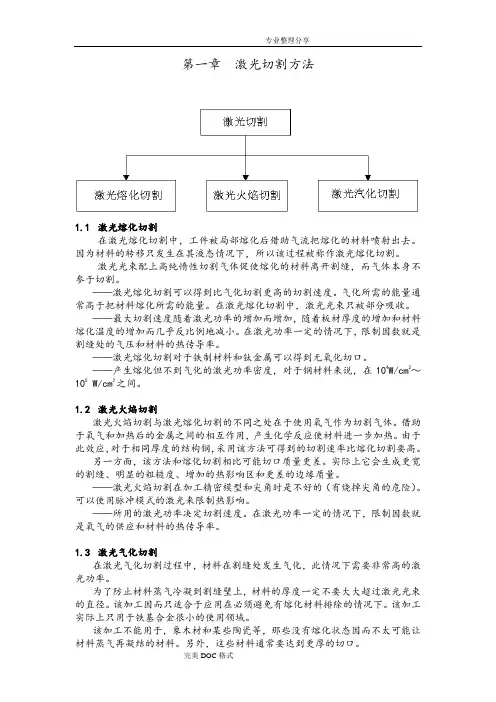
此文档下载后即可编辑第一章激光切割方法1.1 激光熔化切割在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。
因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参于切割。
——激光熔化切割可以得到比气化切割更高的切割速度。
气化所需的能量通常高于把材料熔化所需的能量。
在激光熔化切割中,激光光束只被部分吸收。
——最大切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。
在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。
——激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。
——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm2~105 W/cm2之间。
1.2 激光火焰切割激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。
借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。
由于此效应,对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比可能切口质量更差。
实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。
——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。
可以使用脉冲模式的激光来限制热影响。
——所用的激光功率决定切割速度。
在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
1.3 激光气化切割在激光气化切割过程中,材料在割缝处发生气化,此情况下需要非常高的激光功率。
为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大大超过激光光束的直径。
该加工因而只适合于应用在必须避免有熔化材料排除的情况下。
该加工实际上只用于铁基合金很小的使用领域。
该加工不能用于,象木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。
另外,这些材料通常要达到更厚的切口。
激光切割工艺王瑞延徐世璞付百泉编写目录激光切割工艺 (1)第一章影响切割的因素 (1)一激光模式 (2)二焦点位置 (2)1. 焦点位置与切割面的关系 (2)2. 焦点位置对切割断面的影响 (3)3。
焦点寻找 (3)三喷嘴 (4)1。
喷嘴的作用 (4)2。
喷嘴与切割品质的关系 (5)3. 喷嘴孔与激光束同轴度的调整 (6)4。
喷嘴孔径 (8)5。
喷嘴高度的调整 (9)四切割速度 (10)1. 速度过快 (10)2。
速度太慢 (10)3. 确定适当的切割速度 (11)五切割辅助气体 (12)1. 辅助气体对切割质量的影响 (12)2. 辅助气体对穿孔的影响 (13)3. 切割有机玻璃时的辅助气体 (13)六激光功率 (14)第二章切割工艺参数表 (15)一ROFIN激光器 (15)1。
DC015切割不锈钢 (15)2. DC015切割低碳钢 (16)3. DC025切割不锈钢 (16)4. DC025切割AlMg3 (17)5. DC025切割低碳钢 (17)二PRC激光器 (18)1。
PRC激光器切割不锈钢 (18)2. PRC激光器切割低碳钢 (20)三CP激光器 (23)1. CP4000激光器切割碳钢 (23)2. CP4000激光器切割不锈钢 (23)3. CP4000激光器切割铝合金(AlMg3) (24)第一章影响切割的因素切割工艺与下述因素关系紧密:激光模式激光功率焦点位置喷嘴高度喷嘴直径辅助气体辅助气体纯度辅助气体流量辅助气体压力切割速度板材材质板材表面质量与切割相关的各工艺参数如下图所示。
图 1 切割工艺参数一激光模式激光器的模式对切割影响很大,切割时要求到达钢板表面的模式较好.这与激光器本身的模式和外光路镜片的质量有直接的关系。
二焦点位置焦点位置是一个关键参数,应正确调节焦点位置.1. 焦点位置与切割面的关系2. 焦点位置对切割断面的影响3. 焦点寻找1)焦点调试方法:2)将割嘴拿下,将Z轴降到板面上2-3mm。
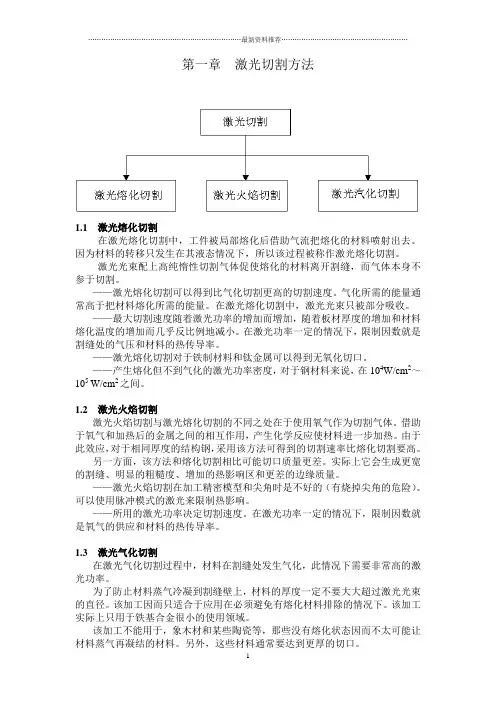
第一章激光切割方法1.1 激光熔化切割在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。
因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参于切割。
——激光熔化切割可以得到比气化切割更高的切割速度。
气化所需的能量通常高于把材料熔化所需的能量。
在激光熔化切割中,激光光束只被部分吸收。
——最大切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。
在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。
——激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。
——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm2~105 W/cm2之间。
1.2 激光火焰切割激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。
借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。
由于此效应,对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比可能切口质量更差。
实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。
——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。
可以使用脉冲模式的激光来限制热影响。
——所用的激光功率决定切割速度。
在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
1.3 激光气化切割在激光气化切割过程中,材料在割缝处发生气化,此情况下需要非常高的激光功率。
为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大大超过激光光束的直径。
该加工因而只适合于应用在必须避免有熔化材料排除的情况下。
该加工实际上只用于铁基合金很小的使用领域。
该加工不能用于,象木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。
另外,这些材料通常要达到更厚的切口。
激光切割工艺王瑞延徐世璞付百泉编写目录激光切割工艺 (1)第一章影响切割的因素 (1)一激光模式 (2)二焦点位置 (2)1. 焦点位置与切割面的关系 (2)2. 焦点位置对切割断面的影响 (3)3. 焦点寻找 (3)三喷嘴 (3)1. 喷嘴的作用 (4)2. 喷嘴与切割品质的关系 (5)3. 喷嘴孔与激光束同轴度的调整 (5)4. 喷嘴孔径 (7)5. 喷嘴高度的调整 (7)四切割速度 (9)1. 速度过快 (9)2. 速度太慢 (9)3. 确定适当的切割速度 (9)五切割辅助气体 (11)1. 辅助气体对切割质量的影响 (11)2. 辅助气体对穿孔的影响 (12)3. 切割有机玻璃时的辅助气体 (12)六激光功率 (13)第二章切割工艺参数表 (14)一ROFIN激光器 (14)1. DC015切割不锈钢 (14)2. DC015切割低碳钢 (15)3. DC025切割不锈钢 (15)4. DC025切割AlMg3 (16)5. DC025切割低碳钢 (16)二PRC激光器 (17)1. PRC激光器切割不锈钢 (17)2. PRC激光器切割低碳钢 (19)三CP激光器 (22)1. CP4000激光器切割碳钢 (22)2. CP4000激光器切割不锈钢 (23)3. CP4000激光器切割铝合金(AlMg3) (23)第一章影响切割的因素切割工艺与下述因素关系紧密:激光模式激光功率焦点位置喷嘴高度喷嘴直径辅助气体辅助气体纯度辅助气体流量辅助气体压力切割速度板材材质板材表面质量与切割相关的各工艺参数如下图所示。
辅助气体压力割嘴直径透镜焦距材料表面割嘴相对板面距离光束直径焦点割缝宽切割气体类型图 1 切割工艺参数一 激光模式激光器的模式对切割影响很大,切割时要求到达钢板表面的模式较好。
这与激光器本身的模式和外光路镜片的质量有直接的关系。
二 焦点位置焦点位置是一个关键参数,应正确调节焦点位置。
1. 焦点位置与切割面的关系焦点位置示意图特征零焦距焦点在工件表面切幅喷嘴适用于5毫米以下薄碳钢等。

第一章激光切割方法1.1 激光熔化切割在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。
因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参于切割。
——激光熔化切割可以得到比气化切割更高的切割速度。
气化所需的能量通常高于把材料熔化所需的能量。
在激光熔化切割中,激光光束只被部分吸收。
——最大切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。
在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。
——激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。
——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm2~105 W/cm2之间。
1.2 激光火焰切割激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。
借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。
由于此效应,对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比可能切口质量更差。
实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。
——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。
可以使用脉冲模式的激光来限制热影响。
——所用的激光功率决定切割速度。
在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
1.3 激光气化切割在激光气化切割过程中,材料在割缝处发生气化,此情况下需要非常高的激光功率。
为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大大超过激光光束的直径。
该加工因而只适合于应用在必须避免有熔化材料排除的情况下。
该加工实际上只用于铁基合金很小的使用领域。
该加工不能用于,象木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。
另外,这些材料通常要达到更厚的切口。
激光切割的工艺流程Laser Cutting Process.Laser cutting is a versatile manufacturing process that utilizes a highly focused laser beam to cut various materials. It offers precision, speed, and efficiency, making it suitable for a range of applications inindustries such as automotive, aerospace, and electronics.The laser cutting process typically involves the following steps:1. Design and Programming: The desired cutting pattern is created in a computer-aided design (CAD) software. The CAD file is then converted into a format compatible with the laser cutting machine.2. Material Preparation: The material to be cut is prepared by cleaning and securing it on the laser cutting bed.3. Laser Cutting: The laser is activated, and the beam is focused onto the material. The laser beam melts and vaporizes the material, creating the desired cut.4. Cooling: The cut edge is cooled using compressed air or other cooling gases to prevent oxidation and surface damage.5. Part Removal: Once the cutting process is complete, the cut part is removed from the laser cutting bed.Types of Laser Cutting Machines.Various types of laser cutting machines are available, including:CO2 Lasers: These lasers emit a continuous beam of infrared light and are suitable for cutting non-metallic materials such as wood, plastic, and leather.Fiber Lasers: These lasers use a fiber optic cable todeliver the laser beam. They are known for their high power and efficiency and are ideal for cutting metals and other hard materials.Excimer Lasers: These lasers emit ultraviolet lightand are primarily used for cutting thin, delicate materials such as ceramics and polymers.Advantages of Laser Cutting.Laser cutting offers several advantages overtraditional cutting methods:Precision: Laser cutting provides highly precise cuts with minimal burrs or distortion.Speed: Laser cutting is a rapid process that allowsfor high-volume production.Flexibility: Laser cutting can cut a wide range of materials, including metals, plastics, wood, and composites.No Tool Wear: Unlike mechanical cutting methods, laser cutting does not require the use of cutting tools, eliminating tool wear and maintenance costs.Automation: Laser cutting is highly automated, minimizing the need for manual intervention.Applications of Laser Cutting.Laser cutting is used in various industries for a variety of applications, including:Automotive: Cutting and shaping of sheet metal components.Aerospace: Cutting and welding of aircraft components.Electronics: Fabrication of printed circuit boards and other electronic components.Medical: Cutting and engraving of medical devices.Construction: Cutting of metal beams, pipes, and other building materials.Fashion: Cutting of fabrics and textiles for clothing and accessories.中文回答:激光切割工艺流程。
激光切割下料工艺
激光切割下料工艺是一种先进的切割技术,具有切割精度高、速度快、切口质量好等优点,广泛应用于钣金加工、汽车制造、航空航天、造船、建筑、农业机械等领域。
以下是激光切割下料工艺的主要步骤:
1. 激光切割前的准备:在开始切割之前,需要准备好待加工材料、激光切割机及相关工具。
对待加工材料进行检查和预处理,确保其表面平整、无杂质,并根据需要调整激光切割机的参数,如切割速度、焦点位置等。
2. 固定与定位:将待加工材料固定在激光切割机的工作台上,并进行定位。
通常使用夹具或压板等工具,确保材料在切割过程中不会移动。
3. 激光切割:启动激光切割机,激光束聚焦在待加工材料表面,通过控制激光功率、切割速度和辅助气体流量等参数,将材料切割成所需的形状和尺寸。
4. 切割后处理:完成切割后,对待加工材料进行质量检查和必要的后处理,如去除毛刺、打磨边缘等。
根据需要,还可以进行其他加工操作,如打孔、折弯等。
需要注意的是,激光切割下料工艺的质量和效果受到多种因素的影响,如激光功率、切割速度、辅助气体流量、材料性质等。
因此,在实际应用中,需要根据具体情况进行调整和控制,以确保获得最佳的切割效果。
同时,操作人员需要经过专业培训,遵守安全操作规程,确保激光切割机的安全使用和维护。
激光切割的工艺过程及其参数分析1 激光设备激光设备采用Trumpf公司激光冲裁复合加工中心。
2 激光束参数激光系统一般由激光器、激光传输系统、控制系统、运动系统、传感与检测系统组成,其核心为激光器。
激光器为CO2气体脉冲式激光器。
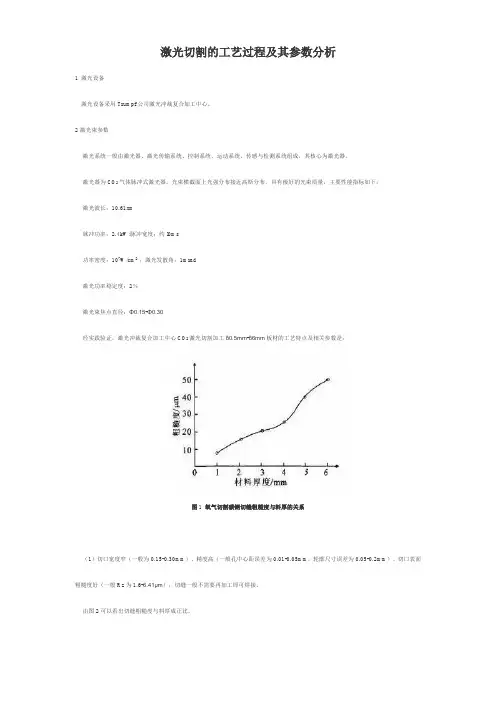
光束横截面上光强分布接近高斯分布.具有极好的光束质量,主要性能指标如下:激光波长:10.61xm脉冲功率:2.4kW;脉冲宽度;约l0ms功率密度:107W/cm2;激光发散角:1mrad激光功率稳定度:2%激光束焦点直径:Φ0.15-Φ0.30经实践验证,激光冲裁复合加工中心CO2激光切割加工δ0.5mm-δ6mm板材的工艺特点及相关参数是:图1 氧气切割碳钢切缝粗糙度与料厚的关系(1)切口宽度窄(一般为0.15-0.30mm)、精度高(一般孔中心距误差为0.01-0.05mm,轮廓尺寸误差为0.05-0.2mm)、切口表面粗糙度好(一般Rz为1.6-6.41μm),切缝一般不需要再加工即可焊接。
由图2可以看出切缝粗糙度与料厚成正比。
(2)采用2kW激光功率,6mm厚不锈钢的切割速度为1.2m/min;δ2mm厚不锈钢的切割速度为3.6m/min,热影响区微小,变形极小。
以上优点足以证明:CO2激光切割成为发展迅速的一种先进加工方法。
由图3可以看出材料的最大切割速度与料厚成反比。
图2 几种常见材料的最大切割速度与料厚的关系3 工艺过程及工艺参数3.1 数控编制切割工艺用Trumpf公司激光冲裁复合加工中心附带的TOPS300工艺编程软件进行数控编程,同时完成材料的下料尺寸计算、排样、工艺参数设定。
过程如下:(1)绘图及图形类型的转换(要求零件外轮廓闭合);(2)确定材料、尺寸和零件排样;(3)使用激光切割:圆角工艺(获得锐边倒钝)或回路工艺(获得锐角);自动载入气体类型、切割速度,并设置退料;(4)加工顺序优化,生成数控加工程序,传输程序;3.2 切割穿孔技术对于δ0.5mm-δ6mm厚的板材.大多数热切割技术都必须在板上穿一小孔。
激光切割工艺分为:1. 汽化切割:在高功率密度激光束的加热下,材料表面温度升至沸点温度的速度很快,足以避免热传导造成的熔化,于是部分材料汽化成蒸汽消失,部分材料作为喷出物从切缝底部被辅助气体流吹走。
2. 熔化切割:当入射的激光束功率密度超过某一值后,光束照射点处材料内部开始蒸发,形成孔洞。
一旦这种小孔形成,它将作为黑体吸收所有的入射光束能量。
小孔被熔化金属壁所包围,然后,与光束同轴的辅助气流把孔洞周围的熔融材料带走。
随着工件移动,小孔按切割方向同步横移形成一条切缝。
激光束继续沿着这条缝的前沿照射,熔化材料持续或脉动地从缝内被吹走。
3. 氧化熔化切割:熔化切割一般使用惰性气体,如果代之以氧气或其它活性气体,材料在激光束的照射下被点燃,与氧气发生激烈的化学反应而产生另一热源,称为氧化熔化切割。
具体描述如下:(1)材料表面在激光束的照射下很快被加热到燃点温度,随之与氧气发生激烈的燃烧反应,放出大量热量。
在此热量作用下,材料内部形成充满蒸汽的小孔,而小孔的周围为熔融的金属壁所包围。
(2)燃烧物质转移成熔渣控制氧和金属的燃烧速度,同时氧气扩散通过熔渣到达点火前沿的快慢也对燃烧速度有很大的影响。
氧气流速越高,燃烧化学反应和去除熔渣的速度也越快。
当然,氧气流速不是越高越好,因为流速过快会导致切缝出口处反应产物即金属氧化物的快速冷却,这对切割质量也是不利的。
(3)显然,氧化熔化切割过程存在着两个热源,即激光照射能和氧与金属化学反应产生的热能。
据估计,切割钢时,氧化反应放出的热量要占到切割所需全部能量的60%左右。
很明显,与惰性气体比较,使用氧作辅助气体可获得较高的切割速度。
(4)在拥有两个热源的氧化熔化切割过程中,如果氧的燃烧速度高于激光束的移动速度,割缝显得宽而粗糙。
如果激光束移动的速度比氧的燃烧速度快,则所得切缝狭而光滑。
[1]4. 控制断裂切割:对于容易受热破坏的脆性材料,通过激光束加热进行高速、可控的切断,称为控制断裂切割。
激光切割设备生产工艺激光切割技术是一种利用激光束对材料进行精确切割的先进加工技术,广泛应用于金属加工、电子制造、汽车制造等行业。
激光切割设备生产工艺是指在激光切割设备生产过程中所涉及到的技术和流程。
本文将从激光切割设备生产的整体流程、关键工艺环节以及发展趋势等方面进行探讨。
一、激光切割设备生产的整体流程激光切割设备的生产过程通常包括设计、加工、装配等多个环节。
首先是产品设计阶段,需要根据客户需求和市场需求设计出符合要求的激光切割设备。
设计阶段需要考虑到结构设计、材料选择、激光源选型等因素,确保产品性能优越。
其次是加工环节,激光切割设备的核心部件是激光切割头,需要进行精密加工以确保切割精度和稳定性。
最后是装配环节,将各个部件组装成完整的激光切割设备,并进行调试和测试,确保设备正常运行。
二、关键工艺环节在激光切割设备生产过程中,有几个关键的工艺环节需要特别关注。
首先是激光源的选择和调试,激光源是激光切割设备的核心部件,不同的激光源具有不同的功率和波长,选择合适的激光源对切割效果至关重要。
其次是激光切割头的设计和加工,激光切割头直接影响到切割精度和速度,需要进行精密设计和加工。
此外,激光切割设备的控制系统也是关键环节,控制系统需要具备高精度、高稳定性和易操作性,确保激光切割设备能够稳定运行。
三、发展趋势随着科技的发展和市场需求的不断增长,激光切割设备生产工艺也在不断创新和完善。
未来,激光切割设备将更加智能化和自动化,通过人工智能和机器学习等技术实现自动化控制和优化切割参数。
同时,激光切割设备的切割精度和速度也将不断提高,适应更加复杂和精细的加工需求。
此外,激光切割设备的节能环保性能也将成为未来发展的重点,推动激光切割技术向更加绿色可持续的方向发展。
激光切割设备生产工艺是一个综合性强、技术含量高的领域,需要不断创新和完善。
通过合理优化整体流程、关键工艺环节以及积极探索发展趋势,可以提高激光切割设备的生产效率和质量,推动激光切割技术的进一步发展。
激光切割生产工艺嘿,朋友们!今天咱来聊聊激光切割生产工艺,这可真是个厉害的玩意儿啊!你想想看,激光那可是超级厉害的光啊,就像一把无比锋利的刀,能把各种材料切割得整整齐齐。
就好比你切蛋糕一样,轻轻一划,蛋糕就分成了想要的形状,激光切割就是这么神奇!激光切割生产工艺啊,它的精度那叫一个高!可以把材料切得特别精细,简直比绣花针绣出来的还精致呢。
而且速度还特别快,“嗖”的一下就切好了,就像一阵风刮过似的。
这要是靠人工去切,那得费多大的劲,花多长的时间啊!它还特别灵活呢!不管你要切啥形状,圆形、方形、三角形,甚至是那些奇奇怪怪的形状,它都能轻松搞定。
这就像是孙悟空七十二变一样,啥样都能变出来。
你说神奇不神奇?而且哦,激光切割对材料的浪费很少很少。
不像有些切割方法,会切掉好多没用的部分,多可惜呀!激光切割就像个聪明的小管家,能把材料用得恰到好处,一点都不浪费。
再说说它的应用范围吧,那可真是广泛得很呐!从汽车制造到航空航天,从电子产品到医疗器械,哪儿都有它的身影。
就好像是一个无处不在的小能手,啥都能帮上忙。
咱就说汽车吧,那些漂亮的车身零部件,好多都是激光切割出来的呢。
要是没有激光切割,那汽车能有现在这么好看,这么精致吗?还有那些高科技的电子产品,里面那些小小的零件,也是靠激光切割才能做得那么完美。
你说这激光切割生产工艺是不是特别了不起?它就像是一个隐藏在工厂里的超级英雄,默默地为我们制造出各种好东西。
不过啊,要想让激光切割发挥出最大的威力,那可得好好操作才行。
操作人员得像个熟练的骑手驾驭骏马一样,熟练地掌控着激光这把“利剑”。
要是不小心操作错了,那可就麻烦啦,就像你骑马不小心摔下来一样。
总之呢,激光切割生产工艺是个特别棒的技术,给我们的生活带来了很多便利和惊喜。
它让我们的产品更加精致,更加完美。
咱可得好好珍惜这个厉害的技术,让它为我们创造出更多更好的东西呀!你们说是不是呢?。
激光切割拼接工艺流程激光切割拼接是一种高效、精确的切割和连接材料的工艺,广泛应用于金属加工、汽车制造、航空航天等领域。
下面是一个激光切割拼接的工艺流程。
1. 设计和准备:首先,根据产品的要求,设计出图纸和相关参数。
然后,准备切割和拼接所需的材料、设备和工具。
确保激光设备和系统的正常运行。
2. 材料切割:将需要切割的材料放在激光切割机的工作台上。
根据设计要求,通过激光束对材料进行切割。
激光切割机根据设计好的程序,精确控制激光束的位置和强度,将材料切割成需要的形状和尺寸。
3. 材料准备:将切割好的材料按照要求进行清洁和处理。
去除切割产生的毛刺和边缘焊渣,确保材料表面光滑和平整。
4. 拼接准备:根据设计要求,将切割好的材料准备好进行拼接。
可能需要对材料进行进一步加工,如切割孔洞、折弯等。
确保拼接面光滑、无损伤,并注意拼接位置的准确度。
5. 合适的夹具和定位:为了确保拼接的准确性和稳定性,在进行拼接前需选择合适的夹具和定位方法。
夹具和定位应能固定材料并保持所需位置和角度。
6. 激光焊接:将材料放置在夹具中并进行定位,然后使用激光焊接机对材料进行拼接。
激光焊接机通过控制激光束的强度和位置,将材料精确焊接在一起。
焊接时要注意温度和焊缝的整体性,确保焊接强度和质量。
7. 焊接质检:拼接完成后,对焊缝进行质量检测。
可以使用无损检测或者金相检测等方法,检查焊接处的强度、密封性和外观质量。
若出现问题,需要进行修复或重新焊接。
8. 清理和整理:焊接完成后,对焊接区域进行清理和整理。
清除焊接过程中产生的残渣和焊渣,并进行表面处理,如研磨、抛光等,使焊接处与其他部分无明显差异。
9. 检验和验收:最后,对拼接完成的产品进行检验和验收,确保其符合设计和使用要求。
对产品的试运行和实际应用情况进行评估。
激光切割拼接工艺流程需要经过设计、准备、切割、准备、拼接、焊接、质检、清理和整理、检验和验收等一系列步骤。
只有严格按照工艺流程进行操作,才能保证产品的质量和性能。
大幅面激光切割生产工艺
大幅面激光切割是一种现代化的生产工艺,它采用高能激光束切割材料,具有高精度、高效率、无污染、节能等优点,因此在工业领域得到广泛应用。
下面我们将从以下几个方面介绍大幅面激光切割的生产工艺。
一、设备准备
1.激光切割机:根据所需切割材料及切割大小选择合适的激光机型号和功率,激光切割机功率大致在1-10千瓦之间,一般使用光纤激光器。
2.冷却系统:激光切割机需要使用水冷却系统,以保证激光器始终在适宜的温度下运行,防止过热影响设备寿命和切割效果。
3.气体供应系统:激光切割需要氧气、氮气等辅助气体,以保证切割质量。
二、切割材料准备
切割材料必须符合规范,表面不能有油污、灰尘和水汽等杂质。
切割前需要对其进行切割图样的设计和预处理,以提高切割效率和质量。
三、激光切割操作
1.测量:使用三维测量仪对切割材料进行标定和定位,以保证切割精度。
2.调节:通过调节激光功率、气体流量、焦距等参数,对不同材料进行精细的调节。
3.切割:根据预处理好的切割图样,将切割材料固定在工作台上,启动激光切割机进行切割。
四、切割后处理
1.清洁:对切割材料进行清洗,除去切割渣和氧化物等杂质,以便于后续处理和使用。
2.检测:使用专业仪器对切割后的材料进行质量检验,以检查切割是否符合要求,如切割尺寸、裂口、残留应力等。
3.打标:在切割后的材料上进行标记,以方便识别和管理。
综上所述,大幅面激光切割生产工艺包括设备准备、切割材料准备、
激光切割操作和切割后处理四个方面,并需要严格遵守相关规范和流程,才能保证切割质量和生产效率。
第一章激光切割方法1.1 激光熔化切割在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。
因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参于切割。
——激光熔化切割可以得到比气化切割更高的切割速度。
气化所需的能量通常高于把材料熔化所需的能量。
在激光熔化切割中,激光光束只被部分吸收。
——最大切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。
在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。
——激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。
——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm2~105 W/cm2之间。
1.2 激光火焰切割激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。
借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。
由于此效应,对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比可能切口质量更差。
实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。
——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。
可以使用脉冲模式的激光来限制热影响。
——所用的激光功率决定切割速度。
在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
1.3 激光气化切割在激光气化切割过程中,材料在割缝处发生气化,此情况下需要非常高的激光功率。
为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大大超过激光光束的直径。
该加工因而只适合于应用在必须避免有熔化材料排除的情况下。
该加工实际上只用于铁基合金很小的使用领域。
该加工不能用于,象木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。
另外,这些材料通常要达到更厚的切口。