激光切割工艺参数(不锈钢)
- 格式:ppt
- 大小:733.50 KB
- 文档页数:4
3000瓦激光机切割不锈钢参数一、激光功率3000瓦的激光功率是切割不锈钢所需的最低功率之一。
激光功率越高,切割速度越快,但也会增加成本。
在选择激光功率时,需要根据切割厚度和切割速度需求来确定。
二、激光波长激光切割不锈钢常用的波长为1.06微米,这是由于该波长能够较好地被不锈钢材料吸收,从而实现高效切割。
激光波长的选择对于切割质量和效率都有较大影响。
三、气体选择在激光切割不锈钢过程中,常使用氮气或氧气作为切割辅助气体。
氮气主要用于清除切割区域的熔渣,以提高切割质量。
氧气则可以与不锈钢材料发生化学反应,加快切割速度。
根据具体需求选择合适的气体。
四、切割速度激光切割不锈钢的速度取决于多个因素,包括激光功率、切割厚度、切割质量要求等。
一般来说,3000瓦的激光功率可以实现较快的切割速度,但也需要根据具体情况进行调整。
五、切割厚度3000瓦激光机可以切割不锈钢的最大厚度取决于激光功率、切割速度和材料性质等因素。
一般来说,3000瓦的激光功率可以切割不锈钢厚度在10毫米左右。
六、切割质量切割质量是评价激光切割不锈钢的重要指标之一。
3000瓦激光机切割不锈钢时,应注意避免产生气孔、熔渣、边缘烧焦等问题,以获得良好的切割质量。
七、切割精度3000瓦激光机可以实现较高的切割精度,一般在0.1毫米左右。
但是切割精度受到多个因素的影响,包括激光束质量、切割速度、焦距等。
在实际操作中,需要根据具体要求进行调整。
八、保护措施在使用3000瓦激光机切割不锈钢时,需要采取一些保护措施。
例如,使用防护眼镜和手套,避免激光辐射对人体造成伤害;确保切割区域通风良好,避免产生有害气体;定期对设备进行维护和检查,确保安全运行。
总结:本文介绍了使用3000瓦激光机切割不锈钢的参数和注意事项。
激光功率、波长、气体选择、切割速度、切割厚度、切割质量、切割精度和保护措施都是影响切割效果的重要因素。
合理选择参数和注意安全措施,可以实现高效、高质量的激光切割不锈钢。
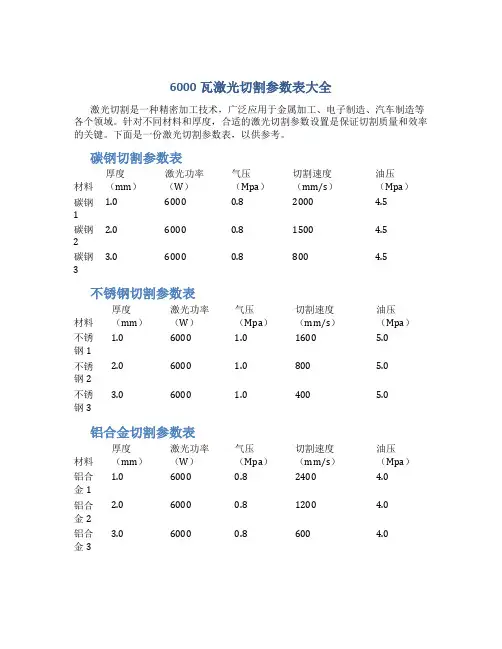
6000瓦激光切割参数表大全激光切割是一种精密加工技术,广泛应用于金属加工、电子制造、汽车制造等各个领域。
针对不同材料和厚度,合适的激光切割参数设置是保证切割质量和效率的关键。
下面是一份激光切割参数表,以供参考。
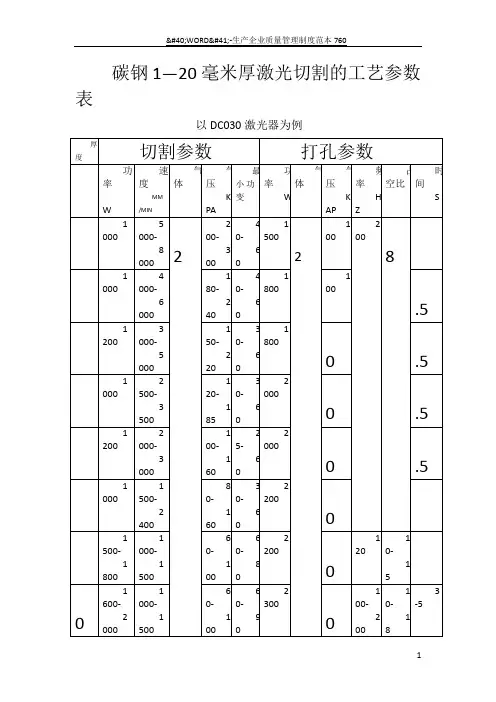
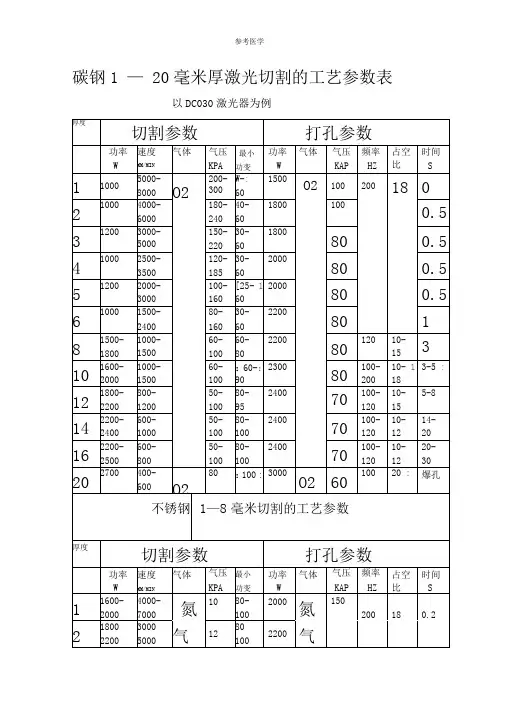
碳钢切割参数表材料厚度(mm)激光功率(W)气压(Mpa)切割速度(mm/s)油压(Mpa)碳钢11.0 6000 0.8 2000 4.5碳钢22.0 6000 0.8 1500 4.5碳钢33.0 6000 0.8 8004.5不锈钢切割参数表材料厚度(mm)激光功率(W)气压(Mpa)切割速度(mm/s)油压(Mpa)不锈钢11.0 6000 1.0 1600 5.0不锈钢22.0 6000 1.0 800 5.0不锈钢33.0 6000 1.0 400 5.0铝合金切割参数表材料厚度(mm)激光功率(W)气压(Mpa)切割速度(mm/s)油压(Mpa)铝合金11.0 6000 0.8 2400 4.0铝合金22.0 6000 0.8 1200 4.0铝合金33.0 6000 0.8 6004.0总结以上是针对不同材料(碳钢、不锈钢、铝合金)的6000瓦激光切割参数表。
在实际应用中,需要根据具体情况进行调整和优化,以获得最佳的切割效果和效率。
激光切割技术的不断发展和应用将为工业生产带来更多便利和可能。
激光切割机工艺参数表
激光切割技术是一种高效精密的材料加工方法,广泛应用于金属加工、电子器件制造、汽车零部件生产等领域。
激光切割机的工艺参数对加工效果起着至关重要的作用,不同的材料、厚度和要求都需要相应的设置工艺参数。
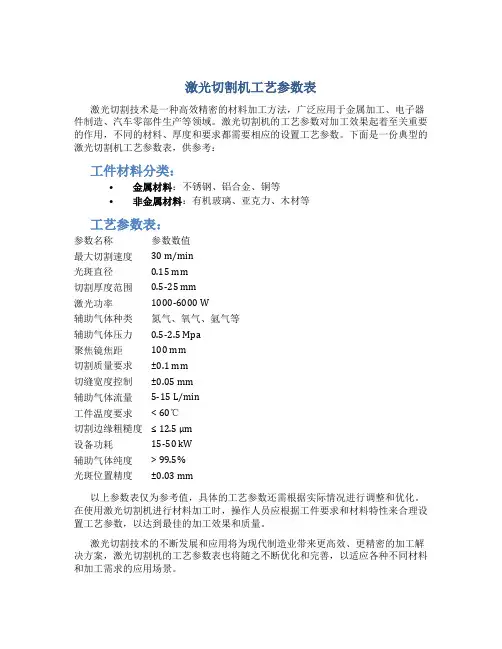
下面是一份典型的激光切割机工艺参数表,供参考:
工件材料分类:
•金属材料:不锈钢、铝合金、铜等
•非金属材料:有机玻璃、亚克力、木材等
工艺参数表:
参数名称参数数值
最大切割速度30 m/min
光斑直径0.15 mm
切割厚度范围0.5-25 mm
激光功率1000-6000 W
辅助气体种类氮气、氧气、氩气等
辅助气体压力0.5-2.5 Mpa
聚焦镜焦距100 mm
切割质量要求±0.1 mm
切缝宽度控制±0.05 mm
辅助气体流量5-15 L/min
工件温度要求< 60℃
切割边缘粗糙度≤ 12.5 μm
设备功耗15-50 kW
辅助气体纯度> 99.5%
光斑位置精度±0.03 mm
以上参数表仅为参考值,具体的工艺参数还需根据实际情况进行调整和优化。
在使用激光切割机进行材料加工时,操作人员应根据工件要求和材料特性来合理设置工艺参数,以达到最佳的加工效果和质量。
激光切割技术的不断发展和应用将为现代制造业带来更高效、更精密的加工解决方案,激光切割机的工艺参数表也将随之不断优化和完善,以适应各种不同材料和加工需求的应用场景。
光机电应用技术专业资源库子项目《激光切割工艺实践》
浙江工贸职业技术学院
切割3mm 不锈钢工艺参数(空气)
1.切割3mm 厚不锈钢板所用激光设备的配置
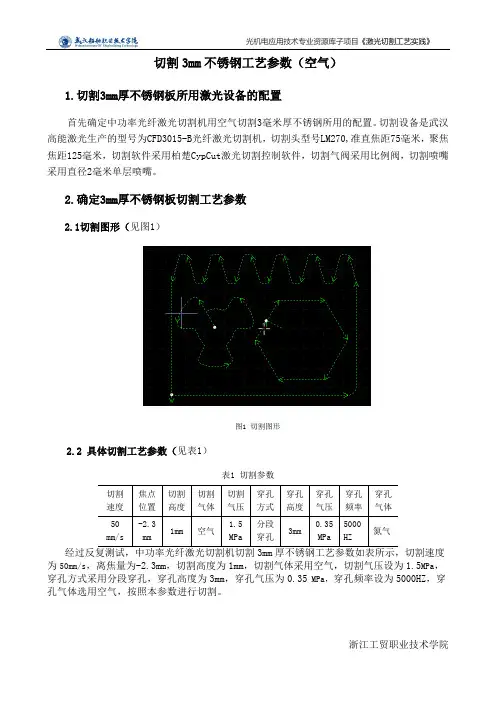
首先确定中功率光纤激光切割机用空气切割3毫米厚不锈钢所用的配置。
切割设备是武汉高能激光生产的型号为CFD3015-B 光纤激光切割机,切割头型号LM270,准直焦距75毫米,聚焦焦距125毫米,切割软件采用柏楚CypCut 激光切割控制软件,切割气阀采用比例阀,切割喷嘴采用直径2毫米单层喷嘴。
2.确定3mm 厚不锈钢板切割工艺参数
2.1切割图形(见图1)
图1 切割图形
2.2 具体切割工艺参数(见表1)
表1 切割参数
为50mm/s ,离焦量为-2.3mm ,切割高度为1mm ,切割气体采用空气,切割气压设为1.5MPa ,穿孔方式采用分段穿孔,穿孔高度为3mm ,穿孔气压为0.35 MPa ,穿孔频率设为5000HZ ,穿孔气体选用空气,按照本参数进行切割。
光机电应用技术专业资源库子项目《激光切割工艺实践》
浙江工贸职业技术学院
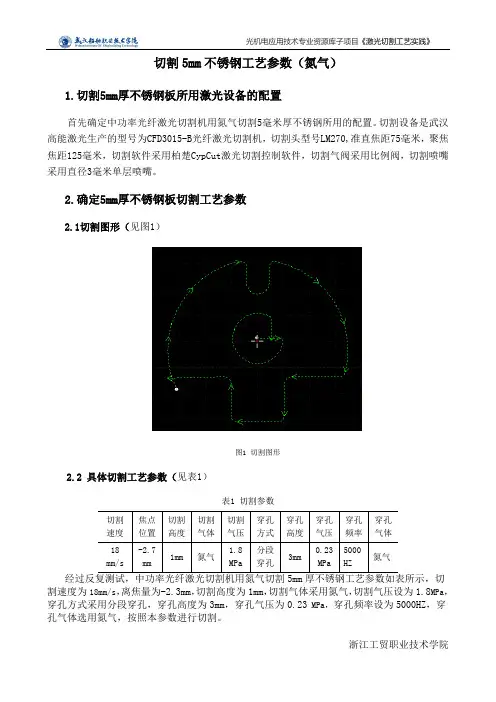
切割5mm 不锈钢工艺参数(氮气)
1.切割5mm 厚不锈钢板所用激光设备的配置
首先确定中功率光纤激光切割机用氮气切割5毫米厚不锈钢所用的配置。
切割设备是武汉高能激光生产的型号为CFD3015-B 光纤激光切割机,切割头型号LM270,准直焦距75毫米,聚焦焦距125毫米,切割软件采用柏楚CypCut 激光切割控制软件,切割气阀采用比例阀,切割喷嘴采用直径3毫米单层喷嘴。
2.确定5mm 厚不锈钢板切割工艺参数
2.1切割图形(见图1)
图1 切割图形
2.2 具体切割工艺参数(见表1)
表1 切割参数
割速度为18mm/s ,离焦量为-2.3mm ,切割高度为1mm ,切割气体采用氮气,切割气压设为1.8MPa ,穿孔方式采用分段穿孔,穿孔高度为3mm ,穿孔气压为0.23 MPa ,穿孔频率设为5000HZ ,穿孔气体选用氮气,按照本参数进行切割。
激光切割2mm不锈钢工艺参数激光切割2mm不锈钢工艺参数一、前言激光切割是一种应用广泛的金属加工方法,其切割精度高,速度快,适用于各种材料的加工。
在不锈钢行业中,2mm不锈钢的切割是一项常见的工艺需求。
本文将详细介绍激光切割2mm不锈钢的工艺参数,希望能为相关从业人员提供指导。
二、激光切割工艺参数的选择1. 激光功率激光功率是激光切割的核心参数之一。
对于2mm不锈钢的切割,一般需要选择适中的激光功率,既能保证切割质量,又能提高生产效率。
通常来说,针对2mm不锈钢,激光功率在800至1000瓦之间是比较适宜的选择。
2. 切割速度切割速度是指激光切割头在切割工件上移动的速度。
对于切割2mm不锈钢,适宜的切割速度应根据具体的设备和材料性能来确定。
过低的切割速度会导致切割缺陷,过高则会影响切割质量。
一般来说,切割速度在400至600毫米/分钟范围内是较为合适的选择。
3. 气体喷嘴直径气体喷嘴直径决定了切割过程中的气体流速。
对于2mm不锈钢的切割,喷嘴直径一般在1.5至2.5毫米之间选择。
较小的喷嘴直径可以提供较高的气体速度,有助于将熔融物质吹离切割区域,提高切割质量。
4. 气体种类在激光切割过程中,常用的气体有氮气和氧气。
在切割2mm不锈钢时,氧气可作为切割气体使用,具有较高的切割速度和质量,但容易产生氧化边。
而氮气可以避免氧化边的产生,但切割速度略低。
切割过程中应根据具体需求选择合适的气体。
5. 焦点位置焦点位置的选择对于切割质量有着重要影响。
针对2mm不锈钢,一般将焦点位置放在工件表面附近,以确保较好的切割效果。
三、激光切割2mm不锈钢的注意事项1. 预热处理对于较薄的不锈钢,预热处理可以缓解材料在切割过程中产生的热应力,减少变形和裂纹的发生。
预热温度一般在200至300℃范围内。
2. 板材质量不锈钢板材的质量直接影响到切割效果和工艺参数的选择。
在进行切割之前,应检查板材的平整度、表面状态等,确保其满足切割要求。
激光切割不锈钢工艺参数激光切割是一种高精度、高效率的切割方式,广泛应用于不锈钢、铝合金、铜等金属材料的加工中。
在不锈钢切割中,激光切割技术具有切割速度快、切割质量高、切割精度高等优点。
本文将介绍激光切割不锈钢的工艺参数。
1. 激光功率激光功率是影响切割速度和切割质量的重要参数。
不锈钢的切割需要较高的激光功率,一般在2000W以上。
激光功率过低会导致切割速度慢、切割质量差,而激光功率过高则会导致切割过热、切割质量下降。
2. 激光束模式激光束模式是指激光束的形状和大小。
在不锈钢切割中,常用的激光束模式有TEM00和TEM01。
TEM00模式的激光束形状为高斯分布,适用于切割较薄的不锈钢板材;TEM01模式的激光束形状为环形,适用于切割较厚的不锈钢板材。
3. 气体类型和流量在激光切割过程中,气体的作用是将熔化的金属吹散,防止切割口处产生氧化物。
常用的气体有氮气、氧气和惰性气体。
不锈钢的切割一般使用氮气或氧气,氮气适用于切割较薄的不锈钢板材,氧气适用于切割较厚的不锈钢板材。
气体流量的大小与切割速度和切割质量有关,需要根据具体情况进行调整。
4. 焦距焦距是指激光束聚焦后的焦点与切割材料表面的距离。
焦距的大小影响激光束的聚焦效果和切割质量。
不锈钢的切割一般使用较短的焦距,一般在3-5mm之间。
5. 切割速度切割速度是指激光束在切割材料上移动的速度。
不锈钢的切割速度一般较慢,一般在1-2m/min之间。
切割速度过快会导致切割质量下降,切割速度过慢则会导致切割时间过长。
6. 辅助气体压力辅助气体压力是指气体喷嘴喷出气体的压力。
辅助气体压力的大小影响切割口处的气流和切割质量。
不锈钢的切割一般使用较高的辅助气体压力,一般在8-12bar之间。
7. 其他参数除了上述参数外,还有一些其他参数也会影响激光切割不锈钢的效果,如激光束直径、扫描速度、扫描间距等。
这些参数需要根据具体情况进行调整。
激光切割不锈钢的工艺参数是多方面的,需要根据具体情况进行调整。

切割3mm不锈钢工艺参数(氮气)
1.切割3mm厚不锈钢板所用激光设备的配置
首先确定中功率光纤激光切割机用氮气切割3毫米厚不锈钢所用的配置。
切割设备是武汉高能激光生产的型号为CFD3015-B光纤激光切割机,切割头型号LM270,准直焦距75毫米,聚焦焦距125毫米,切割软件采用柏楚CypCut激光切割控制软件,切割气阀采用比例阀,切割喷嘴采用直径2毫米单层喷嘴。
2.确定3mm厚不锈钢板切割工艺参数
2.1切割图形(见图1)
图1 切割图形
2.2 具体切割工艺参数(见表1)
表1 切割参数
为50mm/s,离焦量为-2.3mm,切割高度为1mm,切割气体采用氮气,切割气压设为1.5MPa,穿孔方式采用分段穿孔,穿孔高度为3mm,穿孔频率设为5000HZ,穿孔气体选用氮气,按照本参数进行切割。
激光切割3mm不锈钢误差摘要:一、激光切割机的基本信息二、切割不锈钢的工艺参数三、影响切割精度的因素四、结论正文:一、激光切割机的基本信息激光切割机是一种高精度的切割设备,它通过激光束的高能量瞬间作用于材料表面,使材料迅速升温至熔化或汽化状态,从而达到切割的目的。
激光切割机具有切割速度快、精度高、加工范围广等优点,被广泛应用于金属加工、制造业等领域。
在本文中,我们以光纤激光切割机为例,讨论如何切割3mm 厚的不锈钢。
切割过程中,我们需要关注的参数包括功率、喷嘴、氮气压力和切割速度等。
二、切割不锈钢的工艺参数1.功率:根据切割材料的厚度和材质,选择合适的激光功率。
对于3mm 厚的不锈钢,推荐使用2000W 的功率。
2.喷嘴:喷嘴的选择会影响到激光束的聚焦效果,进而影响到切割精度。
在本文中,我们选择使用-3 号喷嘴,并将喷嘴与材料表面的距离设置为2.0mm。
3.氮气:在切割过程中,氮气起到冷却和保护的作用。
对于3mm 厚的不锈钢,我们将氮气压力调至10KG,以保证切割效果。
4.切割速度:切割速度是影响切割精度和效率的重要因素。
在初始阶段,我们可以从2 米/分钟开始尝试,然后根据实际情况逐步提高速度。
三、影响切割精度的因素1.激光功率:激光功率过大或过小都会影响切割精度。
功率过大会导致熔池过大,切割边缘不平整;功率过小则可能导致切割不透。
2.喷嘴与材料表面的距离:喷嘴与材料表面的距离会影响到激光束的聚焦效果,距离过远或过近都会导致切割精度降低。
3.氮气压力:氮气压力过大或过小都会影响切割效果。
压力过大可能导致熔池不稳定,切割边缘粗糙;压力过小则可能导致切割不透。
4.切割速度:切割速度过快或过慢都会影响切割精度。
速度过快可能导致切割不透或熔池不稳定;速度过慢则可能导致切割效率低下。
四、结论通过合理选择激光切割机的工艺参数,我们可以在保证切割效率的同时,提高切割精度。
对于3mm 厚的不锈钢,我们可以尝试使用2000W 的功率、-3 号喷嘴、2.0mm 的喷嘴与材料表面距离、10KG 的氮气压力和2 米/分钟的切割速度。