通快激光切割机trulaser3030
- 格式:ppt
- 大小:4.67 MB
- 文档页数:12
Machine Tools /Power Tools Laser Technology /Electronics Medical TechnologyTruName:new product namesTheyou canA companytrust.The TRUMPF Group is one of the world’s leading corporations in production technology, with a total of approximately 6,500 employees at 43 locations in 3 countries. Our innovations set the trend: we are the leader for industrial lasertechnology and laser systems in the global market, and areamong the largest machine tool suppliers worldwide. Becausewe never settle for secondrate solutions. This applies not onlyto our products, but also to the names we give them.34easierorientation.Better overview,We developed the names of our machines, lasers, programming systems, tools and accessories parallel with our product range. As our product range grew over the years, so did the number of product names.For that reason, we are introducing a new name concept in October 006. This will initially apply to our two largest business fields: machine tools and laser technology.These new names are intended to provide an improved over view of our product programme structure. Machines can now be categorised easily according to their new distinctivenames, backed by a consistent and logical system.5The namesays itall.The new names are derived from a very simple formula, which applies both to machine tools and laser beam sources. The first part is the prefix “Tru”, which stands for TRUMPF. Next follows the English designation of the technology, such as “Punch”,which together produces the product family name. After the product family name is a fourdigit number, which reflects the performance of the machine or the laser. Here is an example:It’s even easier with software: After “Tru” comes “Tops” and the name of the technology that can be programmed with the software.6With automation, processes, punching tools and products for tool handling, the name is made up of only two components. That is an anchor name for the application, such as “Master” for automation or “Line” for processes, plus a descriptive term (e.g. “sheet” or “fly”).Machine and material numbers remain as before. Service and spare parts orders are processed the same as previously. Things that won’t change.After the product family name for machine tools and lasers is a number, which represents the performance class and in some cases, describes additional important product characteristics. Check our name finder to find the exact reference.With machine tools, the first of the four digits designates the performance, so a higher number signifies increased per formance. A “TruPunch 5000” operates faster than a “TruPunch 1000”. Series 000 machines are the exception because they are customized machines.The following illustrations provide a complete overview of the new name system in the areas of software, machine tools, lasers, automation, processes, punching tools and tool handling.A systemthat is easy tounderstand.1011TRUMPF is certified to DIN ISO EN 001 and VDA 6.4TRUMPF Werkzeugmaschinen GmbH + Co. KG · P.O. Box · 1 5 Ditzingen · GermanyPhone +4 (0) 1563030 · Fax +4 (0) 15630330 · Email: info@ · Homepage I D n o . 0 3 0 4 1 0 01 00 6F –S u b j e c t t o c h a n g e。
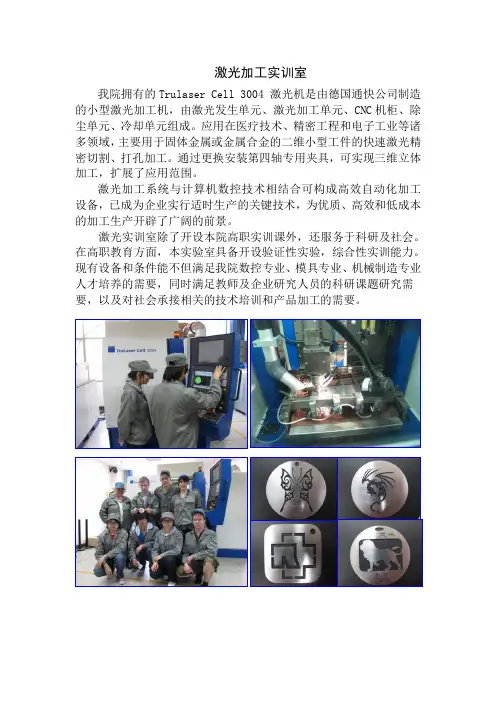
激光加工实训室
我院拥有的Trulaser Cell 3004 激光机是由德国通快公司制造的小型激光加工机,由激光发生单元、激光加工单元、CNC 机柜、除尘单元、冷却单元组成。
应用在医疗技术、精密工程和电子工业等诸多领域,主要用于固体金属或金属合金的二维小型工件的快速激光精密切割、打孔加工。
通过更换安装第四轴专用夹具,可实现三维立体加工,扩展了应用范围。
激光加工系统与计算机数控技术相结合可构成高效自动化加工设备,已成为企业实行适时生产的关键技术,为优质、高效和低成本的加工生产开辟了广阔的前景。
激光实训室除了开设本院高职实训课外,还服务于科研及社会。
在高职教育方面,本实验室具备开设验证性实验,综合性实训能力。
现有设备和条件能不但满足我院数控专业、模具专业、机械制造专业人才培养的需要,同时满足教师及企业研究人员的科研课题研究需要,以及对社会承接相关的技术培训和产品加工的需要。
通快激光加工工艺
通快激光加工工艺是一种高效、精确的加工方法,广泛应用于各个领域。
它利用激光束对材料进行切割、打孔、焊接等工艺,具有速度快、精度高、效率高的特点。
激光加工技术的出现,极大地改变了传统加工方式。
以往,人们在进行切割、打孔等加工时需要使用机械刀具,工艺复杂、效率低下。
而通快激光加工工艺的出现,使加工过程更加简便、高效。
激光束具有高能量密度和小聚焦点的特点,可以将光能转化为热能,迅速将材料加热至汽化或熔化状态,从而实现切割或焊接的目的。
与传统加工相比,激光加工更加精确、不易产生变形,同时也减少了加工过程中的振动和磨损。
通快激光加工工艺在各个领域都有广泛的应用。
在汽车制造领域,激光切割技术可以将汽车零部件切割成所需形状,提高生产效率。
在电子行业,激光打孔技术可以在电路板上进行精细的打孔,提高电子产品的性能。
在航空航天领域,激光焊接技术可以将航空发动机零部件焊接成整体,提高结构强度。
除了在传统制造业中的应用,通快激光加工工艺还有很多新的应用领域。
在医疗领域,激光切割技术可以用于进行微创手术,减少病人的痛苦和恢复时间。
在光伏领域,激光加工可以用于制造高效的太阳能电池板,提高能源利用效率。
通快激光加工工艺的出现,极大地推动了制造业的发展。
它的高效、精确的特点,使得加工过程更加简便、高效。
随着技术的不断发展,激光加工工艺将在更多的领域发挥重要作用,为人类的生活带来更多的便利和进步。
通快中国发展之道——访通快(中国)有限公司总经理顾永麟卢燕明;李朋【期刊名称】《金属加工:冷加工》【年(卷),期】2014(000)016【总页数】3页(P2-4)【作者】卢燕明;李朋【作者单位】;【正文语种】中文通快(中国)有限公司总经理顾永麟(右)与本刊记者记者:我们知道,以挠性轴起家的通快集团,有着近百年的历史和行业底蕴。
作为全球制造技术领域的领导企业之一,从加工金属薄板和材料的机床,到激光技术、电子和医疗技术,通快始终以不断的创新引导着技术发展趋势。
请您介绍一下,通快是如何做到这一点的?我们非常想了解,通快在产品研发方面有什么独到之处?顾永麟:通快集团是一个家族企业,总部在德国迪琴根,具有80多年的机床生产历史,其最大的优势是做决策具有独立性。
与上市公司相比,通快既没有短期财务报表的压力,也不会因管理层的更迭导致决策摇摆、不连贯。
通快高层一旦设定一个方向,就可以一一比较,从长期利益的角度出发来制订方针、策略,做出重大决定,从而保证了通快在行业中处于市场领导者的地位,如在钣金加工和激光加工两大应用领域,无论是规模总量还是产品技术,通快的排名都居于全球第一。
创新对通快来说是最重要的特质。
通快每年的研发投入占销售额的10%左右,直接从事研发的人员的占比超过12%,形成一支稳定的、敬业的、有丰富知识,且待遇丰厚的研发团队。
他们不仅活跃在德国总部,还分布在奥地利、瑞典、美国、中国等各个不同的国家,一旦通快的工厂设到哪里,我们就会把研发团队建到哪里,根据当地市场的需求来研发适合于当地市场的产品。
通快非常重视本地化研发,而不是在德国的办公室里研发适合中国市场的产品,他们对中国市场的了解肯定不如我们本地人深刻,所以说,国际化和本地化是通快文化非常重要的因素。
记者:通快一直是以高端产品引领行业,针对中国市场庞大的需求和特点,通快在产品结构上有哪些调整?请您介绍一下通快对中国市场的布局和发展策略。
据悉,通快进入中国的时间才15年,比其他同类公司要晚些,但发展很快,已经成立了4家生产型企业,并在国内近30个省市与地区设立了分公司或办事处。
2017世界数控机床排名数控车床、车削中心,是一种高精度、高效率的自动化机床,那么你想知道2017世界数控机床排名有哪些吗?下面就由店铺为你带来2017世界数控机床排名,希望你喜欢数控机床排名前十名。
2017世界数控机床排名一、吉特迈Gildemeister吉特迈集团是全球领先的金属切削机床制造商,主要业务范围包括“机床产品”、“服务”及“软件解决方案”。
吉特迈集团(GILDEMEISTER-Group)凭籍德尔克(DECKEL)、马豪(MAHO)和吉特迈(GILDEMEISTER)这三个品牌成为全球最大的金属切削设备生产厂家。
成功的背后是该集团在欧洲的十个工厂对创新的不断追求以及对生产和物流的不断优化。
吉特迈集团(GILDEMEISTER-Group)的下属公司以德马吉销售和服务公司(DMG Vertriebsand ServiceGmbH)作为全球范围内面向销售、服务和市场的统一机构。
目前该公司在全球五十多个国家和地区以及所有重要的工业国家设有办事机构。
为了更好的向中国用户提供服务,吉特迈集团(GILDEMEISTER-Group)于2002年在上海收购了一家外资机床厂生产厂房。
吉特迈集团(GILDEMEISTER-Group)第一家在欧洲外境的工厂已经于2003年1月在上海正式竣工投产。
上海工厂生产在机床行业中最新型的数控铣床和数控车床。
并可提供根据客户需求增加多种选择性功能适应各种不同的用途。
吉特迈集团公司总裁卡彼萨博士认为,中国将在不远的将来成为世界上最大的机床需求国。
二、德国通快TRUMPF集团德国通快TRUMPF集团是全球制造技术领域的主导企业之一,1923年成立至今,已具有80多年辉煌历史。
通快集团总部位于德国斯图加特市附近的迪琴根(Ditzingen),在工业用激光及激光系统领域是技术及市场的全球领导者。
基于中国市场的迅猛发展,TRUMPF集团自2000年起在中国持续投资,先后在江苏太仓与广东东莞投资了四家生产化企业,生产数控钣金加工机床与医疗设备等。

浅谈数控激光切割时间定额的编制方法作者:秦万春来源:《价值工程》2019年第18期摘要:近年来,国内制造业迅猛发展,先进的数控设备被投入使用。
多数企业引进了通快、百超和田中等高精度的激光切割设备,来提高产品质量,满足零件的高标准要求。
拥有先进的机械设备,就要制定科学的、先进的劳动定额标准。
因此,本文以德国通快TRUMPF公司激光切割设备Trulaser 3040为例,分析数控激光切割设备加工零件的过程,简要说明如何编制数控激光切割时间定额的方法。
Abstract: In recent years, the domestic manufacturing industry has developed rapidly and advanced numerical control equipment has been put into use. Most companies have introduced high-precision laser cutting equipment from TRUMPF, Baichao and Tianzhong to improve product quality and meet the high standards of parts. With advanced machinery and equipment, it is necessary to establish scientific and advanced labor quota standards. Therefore, this paper takes the Trusser 3040 laser cutting equipment from TRUMPF, Germany as an example to analyze the process of machining parts of numerical control laser cutting equipment, and briefly explains the method to prepare numerical control laser cutting time quota.关键词:定额标准;激光切割;数控Key words: quota standard;laser cutting;numerical control中图分类号:F243.3; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ;文献标识码:A; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; 文章编号:1006-4311(2019)18-0272-031; 数控激光切割设备简介数控切割代表了高科技的生产方式,是先进的优化套料计算技术与计算机数控技术和切割机械相结合的产物。
激光切割机面板操作说明一、前言激光切割机是一种高精度的切割设备,广泛应用于金属加工、木材加工、纺织业等领域。
面板操作是激光切割机的主要控制方式之一,正确的面板操作可以确保设备的高效运行和安全操作。
本文将介绍如何通过面板操作来控制激光切割机的工作。
二、开机与关机1.开机操作–按下面板上的电源开关,等待设备启动完成。
–检查设备是否正常工作,确保各个部分无异常情况。
2.关机操作–关闭设备上的电源开关,并等待设备完全停止运行。
–断开电源或将设备接入主电源保护设备,以确保设备安全。
三、参数设置在使用激光切割机进行加工之前,需要设置相关的参数以确保加工效果和安全性。
1.功率设置–根据要加工的材料和厚度,设置合适的激光功率。
2.速度设置–根据切割/雕刻的要求,设置合适的运行速度。
3.焦距设置–根据材料的厚度,调整适合的焦距。
四、工作流程1.加载设计文件–将设计好的文件导入至激光切割机的控制系统中。
2.参数调整–根据材料和加工要求,调整激光功率、运行速度等参数。
3.原点设定–移动激光头至加工起始点,并设定为原点。
4.开始加工–按下开始按钮,激光切割机开始工作。
5.监控加工过程–在加工过程中,注意监控设备运行情况,确保加工质量和安全。
五、安全注意事项1.穿戴防护装备–使用激光切割机时,应佩戴适当的防护眼镜和服装。
2.远离辐射–避免长时间暴露在激光辐射下,以免对身体造成损害。
3.定期维护–定期检查设备,保持设备清洁和良好状态,减少故障发生。
六、结语通过正确的面板操作,可以更好地控制激光切割机的工作,提高加工效率和产品质量。
在操作过程中,请严格遵守操作规程,确保设备安全运行。
祝您使用愉快!以上是激光切割机面板操作说明,希望对您在激光切割机的操作中有所帮助。
T R U T O P S(德国通快)编程详解TRUTOPS编程详解前言TRUTOPS是德国TRUMPF公司为机床开发的专用自动软件,其功能在自动应用方面极为强大,是激光切割软件的完美化身,具有全新典型的TRUMPF标,该软件具有精确度高,排版自动化,排刀手动自动相结合及排刀不受刀位角度限制等优点。
为了使受训人员在短时间内,快速有效的掌握本软件,以及配合现场加工的要求,本版采用大幅插图的形式介绍了TRUTOPS软件的各项应用模块,其中LASER模块是本软件的重点,初学者需用心研究,力求掌握之纯熟境界。
目录一、TRUROPS软件CAD模块基本命令的应用 (1)二、DXF文档转换为GEO文档 (6)三、TRUROPS软件NEST模块基本命令的应用 (7)四、TRUROPS软件LASER模块基本命令的应用 (11)五、编程注意事项 (17)一.打开TRUTOPS如下图点击CAD图标,即可进入绘图模块,所示画面如下:1.CAD模块主要用于简单图形的绘制和修改,基本功能与CAD软件相同,这里我们只做简单的介绍,基本图标功能如下:1.1.删除图素1.2.删除选择(在这里面可以有条件的选取自已想要去除部分包括颜色,线型,和其它的几何图形)1.3.删除外轮廓1.4.删除小轮廓(在这里可以设定面积小于多少的轮廓一次性删除)1.5.删除短图素(在这里可以设定长度小于多少的图素一次性删除)1.6.删除特征1.7.删除标注(图标变暗不可用)1.8.删除辅助线1.9.创建点1.10.两点创建一条直线1.11.创建水平线1.12.创建垂直线1.13.创建矩形1.14.用圆心和直径创建圆1.15.用圆心,起始角度,结束角度创建圆弧1.16.创建文字1.17.创建矩形形棱角缺口1.18.创建方形棱角缺口1.19.创建尖形图素缺口1.20.创建矩形图素缺口1.21.创建缺口沉切1.22.创建矩形棱面1.23创建方形棱面1.24创建棱角倒角2.此工具栏从左到右各图标功能如下2.1.退出TRUTOPS软件2.2.显示尺寸标注2.3.显示开放点2.4.显示全部点2.5.显示突出特征2.6.刷新2.7.全视图(CTRL+T)2.8.详图(局部放大)2.9.显示上次视图2.10.记忆视图2.11.调取视图2.12-2.18为各种尺寸测量3.下面为做图辅助线命令3.1.通过两点创建辅助线3.2.创建平行辅助线3.3.创建水平辅助线3.4.创建垂直辅助线3.5.过一点或借助角创建辅助线3.6.创建垂直辅助线3.7.创建辅助线使与X轴间成给定角度3.8.创建辅助线使与直线成X角3.9.创建辅助线使与2条圆弧线相切3.10.创建分度3.11.通过3个点创建辅助圆3.12.用圆心和半径创建辅助圆3.13.用直径创建辅助圆3.14.用圆心和直径创建辅助圆3.15.创建辅助同心圆3.16.在2条切线处并通过一点创建辅助圆3.17.通过2个点创建辅助圆与一直线相切3.18.创建辅助圆使其与3条直线相切3.19.用圆心创建辅助圆使其与一条直线相切4. 在打开界面的右边是工具导航栏:有创建,修改,尺寸标注,折弯,助手五部分在左侧面,但这里我们直正能用到的只有创建和修改两部分,创建部分主要是创建简单的线,圆,弧,棱角。
trulaser1040教程
TruLaser 1040是一款用于金属零件切割的激光切割机。
以下是TruLaser1040的基本操作教程:
1. 打开机器并启动电源,等待系统启动。
2. 将您要切割的金属材料放置在工作台上并固定。
3. 打开TruTops软件并在“导入”菜单中选择要切割的文件。
4. 在软件中进行切割路径的编程。
通过选择激光功率、切割速度和气体类型等参数,设定合适的切割条件。
5. 在软件中生成切割程序并将其导入到机器控制面板中。
6. 在控制面板中设置正确的工艺过程参数,包括切割功率、气体流量、切割速度等。
7. 通过机器面板上的操作按钮启动切割程序。
8. 观察切割过程,确保切割完成后及时清理工作区和废料,将切割好的零件取出。
以上是基本操作流程,您需要根据具体情况调整加工参数。
建议您在专业人士指导下进行操作,以确保操作安全和加工质量。
1、目的:为了规范对的操作规程,保障激光切割机正常运转及安全。
2、合用范围:钣金下料组所有激光切割机。
3、机器开关机操作:3.1 开机顺序:3.1.1确认紧急停止被解锁:按下按键并将其向左旋转。
3.1.2接通气源。
3.1.3接通压缩空气机组。
3.1.4将配电箱上的主开关旋转至“I”位置。
机床控制系统启动。
该过程会连续一段时间。
出现用户界面的首页。
3.1.5按下接通/关闭激光器。
操作台和托盘更换器的起动控制支柱上的光栅中断发亮。
3.1.6踩下起动控制支柱上的脚踏开关确认光栅。
3.1.7为确认停止进给:按下确认停止进给。
按键机床接通/关断闪烁。
3.1.8按下接通/关断机床。
3.2 关机顺序:3.2.1确认机器不在执行任何程序,并且机床处在点动运营状态。
3.2.2按下接通/关闭激光器的按键,直到出现激光器控制系统将关闭的信息为止。
自动关机循环将启动。
3.2.3一直等待,直到出现激光器控制系统关闭的信息为止。
3.2.4按下接通/关断机床。
3.2.5将主开关旋转至“0”位置。
3.2.6关闭并锁定压缩空气机组。
3.2.7关闭气体供应; 氦气应最后关闭。
4、注意事项:4.1 遵守一般切割机安全操作规程。
严格按照激光器启动程序启动激光器,调光,试机。
4.2 操作者须通过培训,熟悉切割软件,设备结构、性能,掌握操作系统有关知识。
4.3 按规定穿戴好劳动防护用品,在激光束附近必须佩带符合规定的防护眼镜。
4.4 在未弄清某一材料是否能用激光照射或切割前,不要对其加工,以免产生烟雾和蒸气的潜在危险。
4.5 设备开动时操作人员不得擅自离开岗位或托人待管,如的确需要离开时应停机或切断电源开关。
4.6 要将灭火器放在随手可及的地方;不加工时要关掉激光器或光闸;不要在未加防护的激光束附近放置纸张、布或其他易燃物。
4.7 在加工过程中发现异常时,应立即停机,及时排除故障或上报主管人员。
4.8 保持激光器、激光头、床身及周边场地整洁、有序、无油污,工件、板材、废料按规定堆放。
通快激光报警记录
通快激光报警记录
1.80100101:切割气压低。
2.80100102:在距离误差控制系统,解决:按启动键。
3.80100109:切割头位置不正确,切割头碰撞后,复位位置不正确造成切割时带横向吹气就报警。
4.80110050:切割器压低或阀门及过滤有问题。
5.80130009:自动循环的托盘更换不能成交。
解决办法:拉动链条恢复PA轴的值。
6.80130230:托盘升降油缸偏,造成接近开关虚接或接近开关的感应距离大、小。
7.80130240:有7项原因造成托盘报警
8.80102524:安全门未关好。
9.07000013:移动X轴工作响了慢跑模式,解决:把速度百分比调高。
10.07110140:配电箱设定温度太低或太高。
11.07111286:安全门未关好。
12.07111296:左侧激光门未关好
13. 00070821激光技术据的硬盘使能有问题,喷嘴离板材太近工艺不正确。
14. 7193001:切割头撞解决办法:重新安装切割头。
15. 7192008:水压不正常。
解决办法:调节到正常压力。
(机床后面,后头)
16..7115029:纵向输送带故障。
(电机过载、测量开关已触发)。