锻造工艺卡
- 格式:docx
- 大小:45.55 KB
- 文档页数:2

华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ280外圆工序号05零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s粗车Φ280外圆至Φ282.3硬质合金车刀YT15 121.5 1 1.85 1 125 2 58.32编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ215、Φ255工序号06零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1粗车Φ280右端面硬质合金车刀YT1536.75 1 1.8 1 125 2 17.6 2粗车Φ215内圆至Φ212.6及Φ203右端面硬质合金车刀YT1566.75 1 1.8 1 180 2 22.3 3粗车Φ137右端面至Φ203内圆硬质合金车刀YT1534.9 3 1.55 1 250 2 25.14粗车Φ255内圆至Φ253.6及Φ215右端面硬质合金车刀YT1517.7 10 2.05 1 125 2 84.9华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ240Φ137及14°槽工序号07零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1粗车Φ240左端面、硬质合金车刀YT1575.25 1 1.8 1 180 2 25.08 2粗车Φ280左端面及Φ240外圆、硬质合金车刀YT1519.3 3 1.8 1 180 2 19.3 3粗车Φ137内圆至Φ135.6硬质合金车刀YT1526 1 1.4 1 250 2 6.2 4 粗车14°槽14°切槽专用刀具9 1 1 250 2华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ280工序号09零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s半精车Φ280外圆至Φ280.9硬质合金车刀YT15116 1 0.7 0.5 125 2 111.4华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ215Φ255工序号10零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1半精车Φ280右端面硬质合金车刀YT1513.65 1 1.2 0.5 125 2 13.1 2半精车Φ215内圆及Φ203右端面硬质合金车刀YT1567.45 1 0.7 0.5 180 2 45.0 3半精车Φ137右端面至Φ203内圆硬质合金车刀YT1533.7 1 1.1 0.5 280 2 16.24 半精车Φ255内圆及Φ215右端面、硬质合金车刀YT1517.5 1 0.7 0.5 125 2 16.8华侨大学院机电学院机械加工工艺卡片工序名称加工螺纹孔工序号11零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具立式钻床Z525安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1钻孔高速钢钻头20 1 7.82 铰孔20 1 0.23 攻丝、15 1华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ240Φ137及14°槽工序号12零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1半精车Φ240左端面硬质合金车刀YT1554.05 1 1.2 0.5 180 2 36.0 2半精车Φ280左端面及Φ240外圆硬质合金车刀YT1520 1 1.3 0.5 180 2 13.33 半精车Φ137内圆、硬质合金车刀YT1525.5 1 0.7 0.5 250 2 12.244 半精车14°槽14°切槽专用刀具0.7 1 0.5 250 2华侨大学院机电学院机械加工工艺卡片工序名称精车Φ280外圆工序号15零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s精车Φ280外圆硬质合金车刀YT15110 1 0.3 0.25 180 3 146.7华侨大学院机电学院机械加工工艺卡片工序名称精车Φ215内圆工序号16零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s精车Φ215内圆及Φ203右端面硬质合金车刀YT1567.75 1 0.3 0.25 250 3 65.04华侨大学院机电学院机械加工工艺卡片工序名称金刚石车Φ280外圆工序号17零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s金刚石车Φ280外圆金刚石车刀110 1 0.15 0.2 180 3 183.3华侨大学院机电学院机械加工工艺卡片工序名称金刚石车Φ215内圆工序号18零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设。


宿迁学院机械加工工艺过程卡零件图 项目第 1 页 零件名称蜗轮轴 过程卡编制共 12 页材料 名称 材料消耗( )公斤 材料单件数毛坯种类送来单位 产品型号 设计批量型号及规格45钢毛重 净重送往单位产品名称车间及工锻 工序号 工序名称 工序(步)简要内容工艺卡或工艺守则等编号设备工艺装备工人 级别 基本时间工时定额准备结束时间工时每小时产量定额名称 种类名称代号 数量金工 10 下料 27060⨯Φ锯床 锻造 20 锻造毛坯 锻造毛坯 平锻机 热处理 30 热处理 正火金工 40 铣端面钻中心孔 钻中心孔 铣端面钻中心孔专用机床 金工 50 粗车 粗车大端各部 液压仿形车床 金工 60 粗车 粗车小端各部 液压仿形车床 热处理 70 热处理调质 220-240HBS数控机床 金工 80 精车大端各部 定位基准:中心孔 数控车床 金工 90 精车小端各部 定位基准:中心孔 数控车床 金工 100 铣键槽 铣轴上的两个键槽铣床 金工 110 磨对有配合的部分磨加工磨床热处理 120 热处理高频淬火金工130检验更改标记 通知单号 更改内容日期签章 绘制 审 核 定额员 校对 会 签 描写标准批 准宿迁学院机械加工工序卡片产品型号零(部)件图号第 2 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工10 下料毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数锯床夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时10 下料锯床机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 3 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工20 锻造毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数平锻机夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时20 锻造毛坯平锻机机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 4 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工40毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数铣端面钻中心孔专用机床夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时40 铣两端面,在两端面上钻中心孔中心机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 5 页产品名称蜗轮轴零(部)件名称共 12 页全部车间工序号工序名称材料牌号金工50毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数液压仿形车床夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时50 粗车粗车大端各部液压仿形车床机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 6 页产品名称蜗轮轴零(部)件名称共 12 页全部车间工序号工序名称材料牌号金工60毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数液压仿形车床夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时60 粗车粗车小端各部液压仿形车床机动辅助描图描校底图号装订号设计(日期) 审核(日期)标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 7 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工80毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步工步内容工艺装备主轴转切削进给量切削进给次工步工时号速速度深度数80 精车大端各部数控车床机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 8 页产品名称零(部)件名称共 12 页车间工序号工序名称材料牌号金工90毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数数控车床夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时90 精车小端各部数控车床机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 9 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工100毛坯种类毛坯外型尺寸每坯件数每台件数设备名称 设备型号 设备编号 同时加工数 铣床 夹具编号 夹具名称 冷却液乳化液 工位器具编号工位器具名称工序时间工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数 工步工时 100铣键槽 铣轴上的两个键槽 立式铣床 机动 辅助 描图 描校 底图号 装订号设计(日期) 审核(日期) 标准(日期) 会签(日期) 批准(日期)标记 出处 更改文件号 签字 日期 标记 更改文件号 签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号 第 10 页 产品名称蜗轮轴 零(部)件名称 共 12 页 车 间工序号工序名称材料牌号金工110毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数磨床夹具编号夹具名称冷却液柴油工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时110 磨对有配合的部分磨加工磨床机动辅助描图描校底图号装订号设计(日期) 审核(日期)标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 11 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工120毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数夹具编号夹具名称冷却液柴油工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时120 热处理高频淬火轴上的四个部分机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 12 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工130毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时130 检验机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期车间工序号工序名称材料牌号金工120。




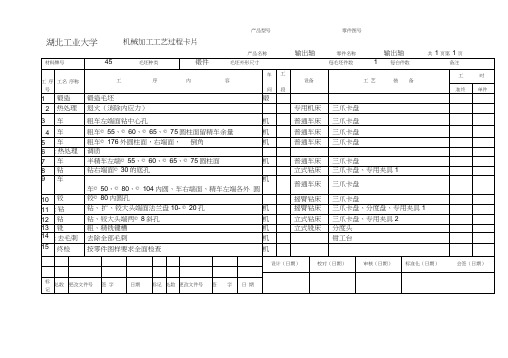
产品名称输出轴零件名称 输出轴 共 1页第 1 页产品型号 零件图号湖北工业大学机械加工工艺过程卡片机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第 9页车间工序号工序名称材料牌号12钻45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具2工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称〒止 工步号 主轴转速 切削速度 进给量 切削深度进给次数工步工时minr/min m/min mm/r mm装夹 机动 辅助钻孔2—①8 Z550 1945 36. 7 0. 12 0.11 0.02 铰孔2—①8Z55085013. 31. 00.08 0.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第10页车间工序号工序名称材料牌号13铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数11设备名称设备型号设备编号同时加工件数X61351夫具编号夹具名称切削液分度头工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称-rrH. 口、 工步号 工 步 内 容工 艺 装 备主轴转速 切削速度 进给量 切削深度进给次数工步工时inr/minm/minmm/rmm机动 辅助1 装夹2 粗铣键糟16-50 X6135945 89 纵 105 61 0.49 0.07 横 100 3精铣键糟16-501225153. 8纵 125 210.4260.06横130设计(日期)校对(日期) 审核(日期) 标准化(日期)会签(日期)。


自由锻工艺设计的内容有哪些?自由锻工艺设计的主要内容有:绘制锻件图、确定变形工序、计算坯料的质量和尺寸以及选定锻造设备。
1.绘制锻件图锻件图是在零件图的基础上考虑余块、机械加工余量、锻件公差等因素绘制出来的。
(1)余块为了简化锻件形状,便于锻造,通常直径小于25mm的孔、较窄的凹档、较短的台阶等应添加余块。
(2)机械加工余量: 所有加工面都应增加机械加工余量,非加工面不必增加机械加工余量。
(3)锻件公差: 所有锻件尺寸都应给出锻件公差,自由锻锻件公差的数值较大。
锻件图的画法:(手势)请看这个阶梯轴的自由锻锻件图。
锻件轮廓用粗实线画出。
零件基本形状用双点划线画出。
锻件尺寸、公差标注于尺寸线上方,公差值根据锻件的形状,查表获得。
该锻件形状与表中左边的图一致,总长680,在第三行的630~1000之间。
左边直径为110的轴段,在第三列的80~120之间,余量和公差为11±4,所以零件图上真实尺寸Φ110标注在尺寸线下方,锻件尺寸为Φ121±4,标注在尺寸线上方;同理,直径为190的轴段,在第五列的160~200之间,余量和公差为13±5,零件图上真实尺寸Φ190标注在尺寸线下方,锻件尺寸为Φ203±5,标注在尺寸线上方;直径为130的轴段,在第四列的120~160之间,余量和公差为12±5,零件图上真实尺寸Φ130标注在尺寸线下方,锻件尺寸为Φ142±5,标注在尺寸线上方。
长度方向:真实尺寸240标注在尺寸线下方,锻件尺寸为240加上该段的余量及公差11±4,即251±4标注在尺寸线上方;真实尺寸310标注在尺寸线下方,锻件尺寸为310加上表中查出的该段的余量及公差13±5即323±5标注在尺寸线上方;总长680标注在尺寸线的下方,锻件的总长是在零件每侧各加上一个最大余量13,即26,而公差只能选最大值±5,所以,最后得680+26±5,即706±5,标在尺寸线上方。





