铸造工艺卡模板(竖版)
- 格式:docx
- 大小:384.30 KB
- 文档页数:1
机械加工工艺过程卡片班级:1404032姓名:机械加工工艺过程卡片产品名称轴套零件名称轴套共(7)页第(1)页材料牌号GCR15毛坯种类铸件毛坯外型尺寸每毛坯可制件数 1 每台件数 1 备注工序号工序名称工序内容车间工段设备工艺装备工步工时备料Θ50×45的棒料1 车粗车端面及外圆金工CA6140三爪卡盘,YG6硬质合金车刀,表面粗糙度仪2 钻钻θ6,θ10,,θ14,,θ18通孔金工Z3025麻花钻,钻床专用夹具,内径千分尺3 镗粗,精细镗θ20通孔θ30圆柱孔,θ30至θ36的圆锥孔金工CA6140C620-1车床专用夹具内径百分尺,表面粗糙度仪表4 车粗车精车θ49至标准尺寸θ48金工CA614090度外圆车刀,游标卡尺,三爪卡盘5 车换端面保护夹θ48面粗,精车θ50至标准尺寸θ40金工CA614090度外圆车刀,游标卡尺,三爪卡盘6 车端面至标准尺寸保证长度30mm,40mm 金工CA614090度外圆车刀,游标卡尺,三爪卡盘设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期指导(厂名)机械加工工序卡片产品型号零件图号01—01—01产品名称轴套零件名称轴套共(7)页第(2) 页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件39.46s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助1 粗车端面及外圆三爪卡盘,YG6硬质合金车刀,表面粗糙度仪90 45 0.5 1.25 1 22s 17.46s(厂名)机械加工工序卡片产品型号零件图号01—01—02产品名称轴套零件名称轴套共(7)页第(3)页车间工序号工序名称材料牌号机加工车间钻孔GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数Z3025 1夹具编号夹具名称切削液ZY—02 钻床专用夹具工序工时标准单件260s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助2 钻θ6,θ10,,θ14,,θ18通孔Z3025摇臂钻床,钻床专用夹具100 2 0.5 45 30 200s 60s(厂名)机械加工工序卡片产品型号零件图号01—01—03产品名称轴套零件名称轴套共(7)页第(4)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—04 三爪卡盘工序工时标准单件61.5s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助3 粗,精细镗θ20通孔θ30圆柱孔,θ30至θ36的圆锥孔C620-1车床专用夹具内径百分尺,表面粗糙度仪表330 49 0.20 2 5 21s 40.5s(厂名)机械加工工序卡片产品型号零件图号01—01—04产品名称轴套零件名称轴套共(7)页第(5)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件110s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助4 粗车精车θ49至标准尺寸θ4890度外圆车刀,游标卡尺,三爪卡盘120 35 0.65 1.25 3 50s 60s(厂名)机械加工工序卡片产品型号零件图号01—01—05产品名称轴套零件名称轴套共(7)页第(6)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助5 换端面保护夹θ48粗精车θ50至标准尺寸θ4090度外圆车刀,游标卡尺,三爪卡盘120 46 0.65 2 3 70s 60s(厂名)机械加工工序卡片产品型号零件图号01—01—06产品名称轴套零件名称轴套共(7)页第(7)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助6 车端面至标准尺寸保证长度17mm,40mm90度外圆车刀,游标卡尺,三爪卡盘120 46 0.65 1.1 2 70s 60s。
产品名称
车 间
1
单位编号
mm 型腔数量
1 腔温工艺参数数值单位
度一快位置无 压 转换点二快位置力增压位置速压射结束射出前进限度射出后退时间
时射料延时计时 ≤ 炉上待机时间 ≤ 间炉中待机计时 ≤ 涂型腔
浓比
喷涂时间 ≤ 料
取件时间 ≤ 模具温度200±20
℃记 号更 改
审 核
①②③
工作压力 mm
低速高速模 具
压 室 直 径
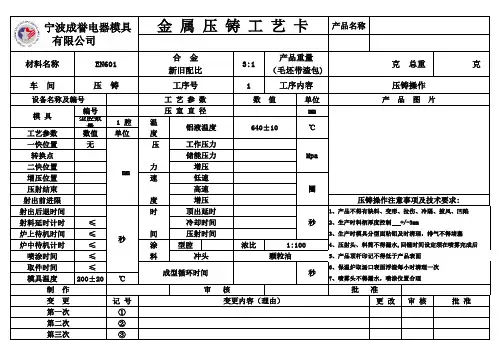
铝液温度制 作秒
成型循环时间
冲头压射时间压 铸
工序号
设备名称及编号
工 艺 参 数 宁波成誉电器模具有
限公司
金 属 压 铸 工 艺 卡
合 金数 值
变 更第一次第二次增压640±10
第三次
顶出延时冷却时间增压储能压力秒
1:100颗粒油
秒
圈
Mpa
℃
材料名称EN6013:1产品重量(毛坯带渣包)工序内容
新旧配比压铸操作
压铸操作注意事项及技术
产 品 图 片
克总重
变更内容(理由)批 准
审 核
5、产品顶杆印记不得低于产品表面
6、保温炉取汤口表面浮渣每小时清理一次
7、喷雾头不得漏水,喷涂位置合理
1、产品不得有缺料、变形、拉伤、冷隔、披
2、生产时料柄厚度控制 +/-3mm
3、生产时模具分型面粘铝及时清理,排气不
4、压射头、料筒不得漏水,回锤时间设定须
作。
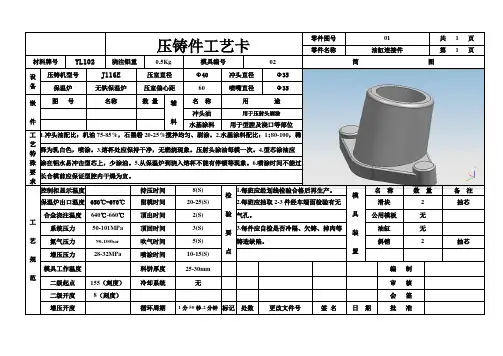
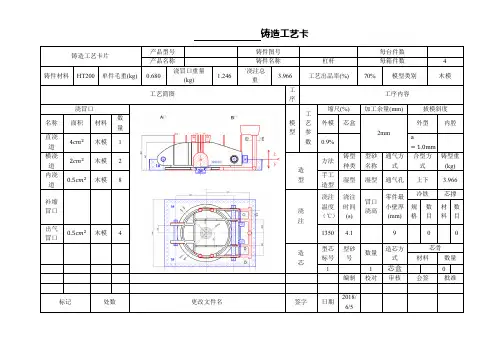
金属铸造工艺过程卡片及铸造工序模板引言本文档旨在介绍金属铸造工艺过程卡片及铸造工序模板的完整版内容。
金属铸造是一种重要的制造工艺,用于生产各种零部件和产品。
工艺过程卡片和工序模板是记录和管理金属铸造过程中的关键工艺参数和操作步骤的重要工具。
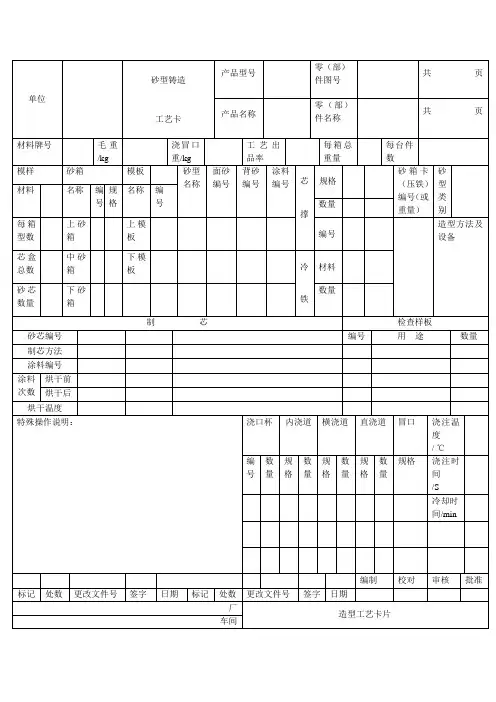
工艺过程卡片工艺过程卡片是用于记录金属铸造过程中各个工艺参数和相关信息的卡片。
每个工艺过程卡片包含以下内容:1. 铸造工件信息:包括工件名称、编号和图纸、材料等详细信息。
2. 铸造工艺参数:包括铸型材料、浇注温度、浇注速度、保温时间等参数。
3. 熔炼和浇注设备:包括熔炼炉、浇注设备和其他辅助设备的型号和规格。
4. 检验和质量控制:包括对铸件的检验方法、质量标准和质量控制措施。
5. 工艺操作步骤:详细描述金属铸造过程中的各个操作步骤和注意事项。
工艺过程卡片的编写应遵循准确、完整和规范的原则,以确保工艺参数和操作步骤的准确记录和传递。
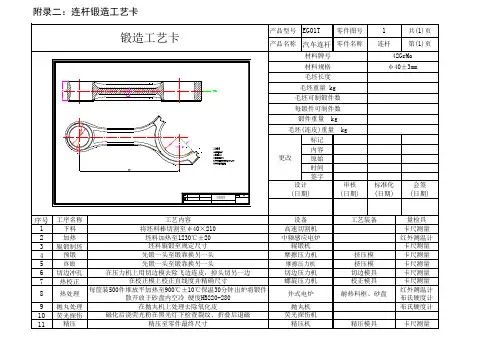
铸造工序模板铸造工序模板是用于规范金属铸造过程中每个工序的操作步骤和要求的模板。
每个铸造工序模板包含以下内容:1. 工序名称和编号:标识每个工序的名称和唯一编号,方便管理和记录。
2. 操作步骤和要求:详细描述每个工序中的具体操作步骤和操作要求。
3. 安全注意事项:提供每个工序中需要特别注意的安全事项和防护措施。
铸造工序模板的编写应遵循简明、清晰、易于操作的原则,以方便操作人员准确执行和掌握每个工序的要求。
总结金属铸造工艺过程卡片和铸造工序模板是金属铸造过程中重要的管理工具,它们能够帮助记录和规范工艺参数和操作步骤,提高产品质量和生产效率。
编写和使用这些工具时,务必保持准确和规范,并与实际生产过程相结合,以确保工艺的稳定性和一致性。
以上是金属铸造工艺过程卡片及铸造工序模板的完整版内容。
希望本文档能对金属铸造工艺相关人员提供帮助和指导。
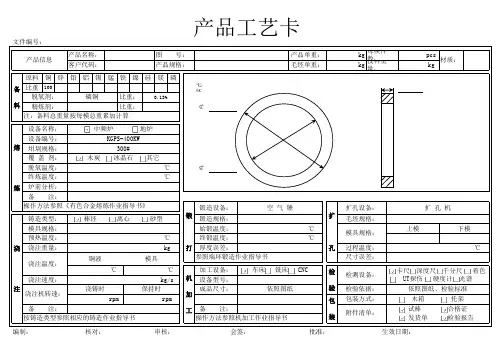
精密铸造工艺过程卡片一、定义精密铸造是一种将液态合金或熔融金属注入模具中,经过冷却后得到具有高精度和良好表面质量的铸件的制造工艺。
二、工艺流程1. 模具准备:- 选择适合的模具材料,例如石膏、硅胶等。
- 设计和制作模具,确保模具的精度和准确性。
2. 材料准备:- 选择合适的合金或金属材料,如铝合金、钢等。
- 测量和混合相应的比例,以获得所需的化学成分。
3. 液态合金注入:- 将制备好的合金材料熔化。
- 将熔化的合金材料注入模具中,以获得所需的形状和尺寸。
4. 冷却和固化:- 等待合金材料冷却和固化,使其形成稳定的铸件形状。
- 确保冷却时间足够,以避免铸件内部存在缺陷。
5. 去模和整形:- 从模具中取出冷却固化的铸件。
- 进行必要的去毛刺、打磨和加工,以使铸件表面光滑和精确。
6. 检验和质量控制:- 使用非破坏性检测方法,如X射线检测、超声波检测等,对铸件进行检验。
- 检查铸件的尺寸、外观和性能是否符合要求。
三、优点和应用精密铸造工艺具有以下优点:- 铸件精度高,能够制造复杂形状和细小尺寸的零件。
- 表面质量好,无需二次加工即可得到光滑的表面。
- 可以使用多种材料,适用于不同的工业领域。
精密铸造工艺广泛应用于以下领域:- 航空航天领域,制造飞机零部件。
- 汽车制造领域,生产汽车发动机零件。
- 电子设备领域,制造精密的电子元器件。
- 医疗器械领域,制造高精度的医疗设备部件。
以上是精密铸造工艺的基本流程和应用。
希望对您有帮助!。
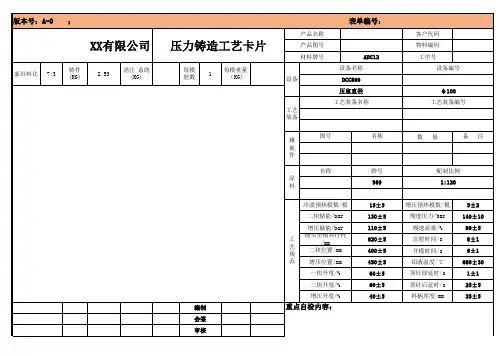
名 称距 离速 度阀开度处数XX机械有限公司编制/日期会签/日期审核/日期批准/日期客户代码操作车间设备编号产能(件/班)页 码产品名称产品图号工序编号材料牌号表单编号/版本工艺路线熔炼→压铸→锯料头→打砂→去毛刺→抛丸→喷塑→机加一序→机加二序→机加三序→机加四序→超声波清洗→检验、包装→入库→发运铸造图示压铸机压铸机型号力劲900T 材料牌号LM6压室直径∅100压射位置下档模具模具编号法兰尺寸Φ200X20液压抽芯有顶杆先复位有涂料冲头油牌号/脱模剂牌号花野935冲头油类型颗粒脱模剂配比1:100镶嵌件/工艺活块名称活块材质H13图号数量1料柄厚度(mm )25±5顶回延时(s )4铝液温度/C°670±20压射时间(s )6模具温度/C°220±20冷却时间(s )取件方式自动熔炼温度/C°800±20喷雾方式自动新、旧料配比7:3顶出延时(s)310压机工作流程图快压流量2圈顶出时间(s )3增压流量7圈吹气时间(s )6热模时间10-15min增压预热模数10pcs产品要点常规要求快压压力(bar )140喷雾时间(s )8增压压力(bar )130冷模预热模数20pcs 1.操作人员上岗前必须穿戴好劳保用品;2.日期章按照周期更换并符合当前年月;3.产品各项尺寸检验符合检验规定;4.熔炼参数在控制范围内;(熔炼工艺点检记录表)5.压铸参数在控制范围内;(压铸工艺点检记录表)6.确保设备状态稳定;(设备点检记录表);7.作业按工艺流程模块化运作;(流程图);8.作业场地整洁,干净,安全;(5S 要求);参数压射0位快压启动点增压启动点料头保压点冲头跟踪位置0mm 340mm 关键点编号12345———压铸工艺参数增压选择420mm 480mm 550mm 0.5m/s2.5m/s 3m/s 3m/s 0.5m/s1.外观:不允许有开裂或严重冷隔、拉模、缺料、变形等缺陷;2.气孔:按照ASTM-E505 5/8 3级执行;锯床剖切或X-ray 探伤;3.重量:毛坯重量3.16Kg±0.02Kg ,整模重量6.148Kg±0.02Kg4.拉模:检查孔内不允许严重拉模,注意喷雾位置;5.印痕:不允许有严重流痕或阶梯痕迹;6.合模:确保每次合模到位,每4小时全面清理1次模具分型面的杂物;7.产品整齐摆放在托盘上,层与层之间用隔板隔开;8.填写生产流程卡,标明生产信息;签名/日期异常处理管理流程更改标记更改内容样件试生产量产工艺参数异常停机报告压铸主管领班按要求执行压铸主管判定参数正确继续生产是否压铸工艺卡用木榔头把料柄(黄色标识)敲掉,内浇口残留要求凸出≥0.3mm ,凹进≤0.3mm,不允许缺料;敲完后注意查看是否严重变形,检查进料部位是否冲浇口严重。