压铸件铸造工艺卡
- 格式:xls
- 大小:235.50 KB
- 文档页数:1




铸造工艺流程图铸造(founding)铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。
铸造毛胚因近乎成形,而达到免机械加工或少量加工的目的降低了成本并在一定程度上减少了时间.铸造是现代机械制造工业的基础工艺之一。
铸造种类很多,按造型方法习惯上分为:①普通砂型铸造,包括湿砂型、干砂型和化学硬化砂型3类。
②特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、铸造车间壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。
铸造工艺通常包括:①铸型(使液态金属成为固态铸件的容器)准备,铸型按所用材料可分为砂型、金属型、陶瓷型、泥型、石墨型等,按使用次数可分为一次性型、半永久型和永久型,铸型准备的优劣是影响铸件质量的主要因素;②铸造金属的熔化与浇注,铸造金属(铸造合金)主要有铸铁、铸钢和铸造有色合金;③铸件处理和检验,铸件处理包括清除型芯和铸件表面异物、切除浇冒口、铲磨毛刺和披缝等凸出物以及热处理、整形、防锈处理和粗加工等。
铸造工艺可分为三个基本部分,即铸造金属准备、铸型准备和铸件处理。
铸造金属是指铸造生产中用于浇注铸件的金属材料,它是以一种金属元素为主要成分,并加入其他金属或非金属元素而组成的合金,习惯上称为铸造合金,主要有铸铁、铸钢和铸造有色合金。
金属熔炼不仅仅是单纯的熔化,还包括冶炼过程,使浇进铸型的金属,在温度、化学成分和纯净度方面都符合预期要求。
为此,在熔炼过程中要进行以控制质量为目的的各种检查测试,液态金属在达到各项规定指标后方能允许浇注。
有时,为了达到更高要求,金属液在出炉后还要经炉外处理,如脱硫、真空脱气、炉外精炼、孕育或变质处理等。
熔炼金属常用的设备有冲天炉、电弧炉、感应炉、电阻炉、反射炉等。
不同的铸造方法有不同的铸型准备内容。

金属铸造工艺过程及工序卡片模板1. 引言金属铸造是一种常用的金属加工方法,用于制造各种零部件和构件。
本文档将介绍金属铸造的工艺过程,并提供一个工序卡片模板,用于记录每个工序的详细信息。
2. 金属铸造工艺过程金属铸造工艺通常包括以下几个步骤:2.1. 模具制作首先,根据需要制造的零部件或构件的形状和尺寸,制作相应的模具。
模具可以由砂型、金属型或陶瓷型等材料制成。
2.2. 熔炼金属将适量的金属材料放入熔炉中进行加热,直到金属完全熔化。
根据需要,可以添加合适的合金元素来改变金属的性质。
2.3. 浇注将熔化的金属倒入模具中,确保金属充分填充整个模具空腔,并防止气泡的产生。
2.4. 冷却和固化待金属在模具中冷却固化后,将模具打开,取出铸造件。
这个过程需要一定的冷却时间,以确保铸造件具有所需的强度和形状。
2.5. 后处理完成铸造后,可以进行各种后处理工艺,如除锈、修整、热处理等,以满足最终产品的要求。
3. 工序卡片模板下面是一个用于记录金属铸造工序的卡片模板,可根据需要进行填写:---工序名称: [填写工序名称] [填写工序名称]工序编号: [填写工序编号] [填写工序编号]开始时间: [填写开始时间] [填写开始时间]结束时间: [填写结束时间] [填写结束时间]工序描述: [填写工序的具体描述] [填写工序的具体描述]工具/设备: [填写在该工序中使用的工具和设备] [填写在该工序中使用的工具和设备]操作步骤: [填写该工序的操作步骤] [填写该工序的操作步骤]工序负责人: [填写该工序的负责人姓名] [填写该工序的负责人姓名]备注: [填写需要额外说明的事项] [填写需要额外说明的事项]---4. 总结本文档总结了金属铸造的工艺过程,并提供了一个工序卡片模板,可用于记录每个工序的详细信息。
通过合理使用该模板,可以有效管理和控制金属铸造过程中的每个工序,以确保产品质量和生产效率的提高。



三、12NO.☆NO.单位NO.单位21件21s32t 22s4323s 54℃24s 65g 25s 76g 26s 87mm 27s NO.8mm 2819—29Mpa 210—30Mpa 311—31Mpa 412—32Mpa 513—33Mpa 614mm 34Mpa 715—35Mpa 816—36Mpa 917—37Mpa 1018—38Mpa 四、19—39Mpa120402NO.12345压铸件铸造工艺卡产品图号产品名称工序流程:熔炼--压铸--切边--清理毛刺--检验--抛丸--(机加工--泵漏--浸渗--检验--)装箱--入库模具名称定 模动 模 和 滑 块定 模1压射头运动示意图---适用力劲机床冷却水漏水、堵塞或损坏,及时要求有关部门维修;工艺程序名称—油泵低压压力模具冷却水路线和流量开度;喷涂程序名称—油泵高压压力冷却水使用原则:1、料缸、分流锥、横浇道全开;2开;新、旧料配比旧料<50%增压ACC充氮压力顶出位置9,10,11,12压射ACC充氮压力拉杆位置5,6,7,8增压ACC压力(受油压)顶杆尺寸φ20*180±0.1快速ACC压力(受油压)脱模剂牌号顶出复位形式顶棒+复位杆增压压力表表压精炼变质剂快速压力表表压脱模剂混合比打料压力表表压合模力冲头油牌号比压冲头直径60料柄厚度20~30总循环时间带浇口毛重1800顶出时间铸件净重1200留模时间合金温度620±20持压时间合金牌号ADC12建压时间压铸设备630高速(充型)时间1模X件1慢速时间参数范围参数范围产品带浇道图片和相关说明涂料水按比例配比,防止沉淀,及时用完,不宜保存编号喷涂;版本喷涂原则:1、料缸、分流锥、横浇道多喷;2、内浇域;。





产品型号零件图号产品名称零件名称
始锻终锻
描图描校底图号装订号
标记处数更改文件号签字日期标记处数更改文件号签字
切头(芯料)重火耗重量 kg 锻造火次
工时
锻造温度℃
每锻件可制件每台件数锻件重量 kg 毛坯(连皮)重工序号工序内容设备
工艺装备冷却方法
简图
材料牌号材料规格毛坯长度毛坯重量 kg 毛坯可制锻件锻造工艺卡片
共( )页
第( )页
号
格
度
量 kg
制锻件数
可制件数
数
量 kg
连皮)重量kg
芯料)重量kg
量 kg
次
备注
设计(日期)审核(日期)标准化(日期)会签(日期)日期。
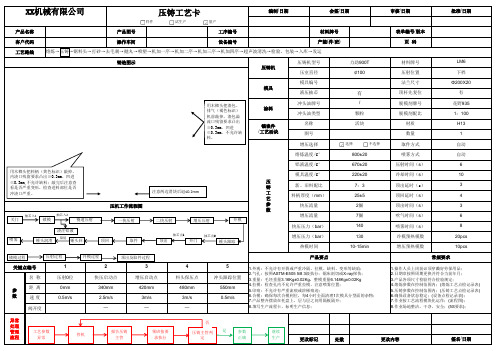
名 称距 离速 度阀开度处数XX机械有限公司编制/日期会签/日期审核/日期批准/日期客户代码操作车间设备编号产能(件/班)页 码产品名称产品图号工序编号材料牌号表单编号/版本工艺路线熔炼→压铸→锯料头→打砂→去毛刺→抛丸→喷塑→机加一序→机加二序→机加三序→机加四序→超声波清洗→检验、包装→入库→发运铸造图示压铸机压铸机型号力劲900T 材料牌号LM6压室直径∅100压射位置下档模具模具编号法兰尺寸Φ200X20液压抽芯有顶杆先复位有涂料冲头油牌号/脱模剂牌号花野935冲头油类型颗粒脱模剂配比1:100镶嵌件/工艺活块名称活块材质H13图号数量1料柄厚度(mm )25±5顶回延时(s )4铝液温度/C°670±20压射时间(s )6模具温度/C°220±20冷却时间(s )取件方式自动熔炼温度/C°800±20喷雾方式自动新、旧料配比7:3顶出延时(s)310压机工作流程图快压流量2圈顶出时间(s )3增压流量7圈吹气时间(s )6热模时间10-15min增压预热模数10pcs产品要点常规要求快压压力(bar )140喷雾时间(s )8增压压力(bar )130冷模预热模数20pcs 1.操作人员上岗前必须穿戴好劳保用品;2.日期章按照周期更换并符合当前年月;3.产品各项尺寸检验符合检验规定;4.熔炼参数在控制范围内;(熔炼工艺点检记录表)5.压铸参数在控制范围内;(压铸工艺点检记录表)6.确保设备状态稳定;(设备点检记录表);7.作业按工艺流程模块化运作;(流程图);8.作业场地整洁,干净,安全;(5S 要求);参数压射0位快压启动点增压启动点料头保压点冲头跟踪位置0mm 340mm 关键点编号12345———压铸工艺参数增压选择420mm 480mm 550mm 0.5m/s2.5m/s 3m/s 3m/s 0.5m/s1.外观:不允许有开裂或严重冷隔、拉模、缺料、变形等缺陷;2.气孔:按照ASTM-E505 5/8 3级执行;锯床剖切或X-ray 探伤;3.重量:毛坯重量3.16Kg±0.02Kg ,整模重量6.148Kg±0.02Kg4.拉模:检查孔内不允许严重拉模,注意喷雾位置;5.印痕:不允许有严重流痕或阶梯痕迹;6.合模:确保每次合模到位,每4小时全面清理1次模具分型面的杂物;7.产品整齐摆放在托盘上,层与层之间用隔板隔开;8.填写生产流程卡,标明生产信息;签名/日期异常处理管理流程更改标记更改内容样件试生产量产工艺参数异常停机报告压铸主管领班按要求执行压铸主管判定参数正确继续生产是否压铸工艺卡用木榔头把料柄(黄色标识)敲掉,内浇口残留要求凸出≥0.3mm ,凹进≤0.3mm,不允许缺料;敲完后注意查看是否严重变形,检查进料部位是否冲浇口严重。

金属铸造工艺过程及工序卡片模板1. 引言金属铸造是一种常见的制造工艺,用于生产各种金属制品。
本文档提供了金属铸造工艺过程的概述,并提供了供参考的工序卡片模板。
2. 金属铸造工艺过程金属铸造工艺包括以下主要步骤:2.1 型腔制备在铸造之前需要制备一个具有所需形状的型腔。
型腔可以使用砂型、金属型、陶瓷型等材料制作。
2.2 熔炼金属将所需的金属材料加热至熔点,使其变为液态金属。
这通常通过高温熔炉或其他熔炼设备来完成。
2.3 浇注将熔化的金属倾倒到型腔中,以使之充满整个型腔。
浇注时需要注意控制温度和流动速度,以确保金属填充完整。
2.4 冷却待金属充分填充型腔后,待其冷却固化。
冷却时间可以根据具体金属的性质和制品要求来确定。
2.5 去除型腔冷却固化后,将型腔从金属制品上取下。
这可以通过剥离、敲击等方式来完成。
2.6 清理与加工从金属制品上清理和去除多余的物质,如铲除砂芯、修剪边缘等。
之后可以进行加工、研磨、涂漆等后续处理。
3. 工序卡片模板下面是一个金属铸造工序卡片的示例模板,可根据实际需求进行调整:3.1 工序编号:3.2 工序名称:3.3 工序描述:3.4 所需设备:3.5 所需材料:3.6 操作步骤:1.2.3.4. 结论本文档提供了金属铸造工艺过程的概述,并提供了一个可供参考的工序卡片模板。
根据实际需求,可以对工序卡片模板进行适当调整和扩展。
通过合理应用金属铸造工艺,可以生产出高质量的金属制品。
铸造工艺流程图铸造(founding)铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。
铸造毛胚因近乎成形,而达到免机械加工或少量加工的目的降低了成本并在一定程度上减少了时间.铸造是现代机械制造工业的基础工艺之一。
铸造种类很多,按造型方法习惯上分为:①普通砂型铸造,包括湿砂型、干砂型和化学硬化砂型3类。
②特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、铸造车间壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。
铸造工艺通常包括:①铸型(使液态金属成为固态铸件的容器)准备,铸型按所用材料可分为砂型、金属型、陶瓷型、泥型、石墨型等,按使用次数可分为一次性型、半永久型和永久型,铸型准备的优劣是影响铸件质量的主要因素;②铸造金属的熔化与浇注,铸造金属(铸造合金)主要有铸铁、铸钢和铸造有色合金;③铸件处理和检验,铸件处理包括清除型芯和铸件表面异物、切除浇冒口、铲磨毛刺和披缝等凸出物以及热处理、整形、防锈处理和粗加工等。
铸造工艺可分为三个基本部分,即铸造金属准备、铸型准备和铸件处理。
铸造金属是指铸造生产中用于浇注铸件的金属材料,它是以一种金属元素为主要成分,并加入其他金属或非金属元素而组成的合金,习惯上称为铸造合金,主要有铸铁、铸钢和铸造有色合金。
金属熔炼不仅仅是单纯的熔化,还包括冶炼过程,使浇进铸型的金属,在温度、化学成分和纯净度方面都符合预期要求。
为此,在熔炼过程中要进行以控制质量为目的的各种检查测试,液态金属在达到各项规定指标后方能允许浇注。
有时,为了达到更高要求,金属液在出炉后还要经炉外处理,如脱硫、真空脱气、炉外精炼、孕育或变质处理等。
熔炼金属常用的设备有冲天炉、电弧炉、感应炉、电阻炉、反射炉等。
不同的铸造方法有不同的铸型准备内容。

管道铸造工艺卡概述管道铸造是一种常见的工艺,用于制造各种类型的金属管道。
本工艺卡旨在提供有关管道铸造的详细信息,包括材料选择、工艺步骤和质量控制等方面的内容。
材料选择在管道铸造过程中,选择合适的材料至关重要。
常见的选择包括铸铁、钢和铜等金属材料。
材料的选择应考虑管道的用途、工作环境和性能要求等因素。
工艺步骤以下是一般管道铸造过程的工艺步骤:1. 模具制备:根据管道的形状和尺寸,制作适当的模具。
2. 准备熔融金属:选择合适的金属材料,并进行熔融。
3. 浇铸:将熔融金属倒入模具中,使其冷却和凝固。
4. 冷却和处理:待金属冷却后,进行必要的处理和清理,以去除可能存在的缺陷。
5. 检测和测试:对铸件进行非破坏性测试,如尺寸检测、X射线检测等,以确保质量符合要求。
6. 加工和装配:对铸件进行必要的加工和装配,以满足最终产品的要求。
7. 表面处理和涂层:为了提高铸件的耐腐蚀性和美观度,可以进行表面处理和涂层。
质量控制质量控制是管道铸造过程中至关重要的一环。
以下是一些常见的质量控制措施:- 模具检查:确保模具的尺寸和形状符合要求。
- 熔炼过程控制:控制熔炼温度和时间,以确保金属质量。
- 确保冷却时间充足:避免铸件内部存在缺陷。
- 检查和修复缺陷:对铸件进行全面检查,并及时修复可能存在的缺陷。
- 非破坏性测试:通过各种测试方法,如X射线检测和超声波检测,检查铸件的质量。
结论管道铸造是一项复杂的工艺,需要综合考虑材料选择、工艺步骤和质量控制等方面的因素。
本工艺卡提供了一份概述,旨在帮助人们更好地理解管道铸造过程,并为相关工作提供指导。
以上所述仅为一般性信息,具体工艺操作应根据实际情况进行调整和优化。