第五章 铸造工艺图与设计实例
- 格式:ppt
- 大小:4.69 MB
- 文档页数:49

铸造工艺学课程设计题目:分工:学院:专业:班级:学号:姓名:前言铸造工艺学课程是培养学生熟悉对零件及产品工艺设计的基本内容、原则、方法和步骤以及掌握铸造工艺和工装设计的基本技能的一门主要专业课。
课程设计则是铸造工艺学课程的实践性教学环节,同时也是我们铸造专业迎来的第一次全面的自主进行工艺和工装设计能力的训练。
在这个为期两周的过程里,我们有过紧张,有过茫然,有过喜悦,从中感受到了学习的艰辛,也收获到了学有所获的喜悦,回顾一下,我觉得进行铸造工艺学课程设计的目的有如下几点:通过课程设计实践,树立正确的设计思想,增强创新意识,培养综合运用铸造工艺学课程和其他先修课程的的理论与实际知识去分析和解决实际问题的能力。
通过制定和合理选择工艺方案,正确计算零件结构的工作能力,确定尺寸,掌握了浇冒口的作用及其原理,具有正确设计浇冒口系统的初步能力;掌握铸造工艺和工装设计的基本技能。
熟悉型砂必须具备的性能要求,原材料的基本规格及作用,并初步具备分析和解决型砂有关问题的能力。
熟悉涂料的作用、基本组成及质量的控制;了解提高铸件表面质量和尺寸精度的途径。
了解合金在铸造过程中容易产生的铸造缺陷以及采取相关的防止途径,并初步具备分析、解决这类缺陷的基本解决途径学习进行设计基础技能的训练,例如:计算、绘图、查阅设计资料和手册等。
目录第一章零件铸造工艺分析 (4)1.1零件基本信息 (4)1.2材料成分要求 (4)1.3铸造工艺参数的确定 (4)1.3.1铸造尺寸公差和重量公差 (5)1.3.2机械加工余量 (5)1.3.3铸造收缩率 (5)1.3.4拔模斜度 (5)1.4其他工艺参数的确定 (5)1.4.1工艺补正量 (5)1.4.2分型负数 (5)1.4.3非加工壁厚的负余量 (5)1.4.4反变形量 (5)1.4.5分芯负数 (6)第二章铸造三维实体造型 (6)2.1上冠件图纸技术要求 (6)2.2上冠件结构工艺分析 (6)2.3基于UG零件的三维造型 (6)2.3.1软件简介 (6)2.3.2零件的三维造型图 (6)第三章铸造工艺方案设计 (7)3.1工艺方案的确定 (7)3.1.1铸造方法 (7)3.1.2型(芯)砂配比 (8)3.1.3混砂工艺 (8)3.1.4铸造用涂料、分型剂及修补材料 (8)3.2铸造熔炼 (8)3.2.1熔炼设备 (9)3.2.2熔炼工艺 (9)3.3分型面的选择 (9)3.4砂箱大小及砂箱中铸件数目的确定 (10)3.5砂芯设计及排气 (11)3.5.1芯头的基本尺寸 (11)3.5.2芯撑、芯骨的设计 (12)3.5.3砂芯的排气 (12)第四章浇冒系统的设计及计算 (12)4.1浇注系统的类型及选择 (12)4.2浇注位置的选择 (12)4.3浇注系统各部分尺寸的计算 (13)4.3.1合金铸造性能分析 (13)4.3.2铁液在型内的上升速度 (13)4.3.3浇注系统截面尺寸设计 (14)4.4冒口设计计算 (14)4.4.1铸件工艺出品率 (14)4.4.2出气孔 (15)4.4.3冒口的作用及位置确定 (15)4.5冷铁设计及尺寸计算 (15)4.5.1冷铁的选用及作用 (15)4.5.2冷铁的尺寸及放置位置的选择 (15)总结 (17)参考文献 (18)附图第一章零件铸造工艺分析1.1零件基本信息零件名称:上冠铸件。
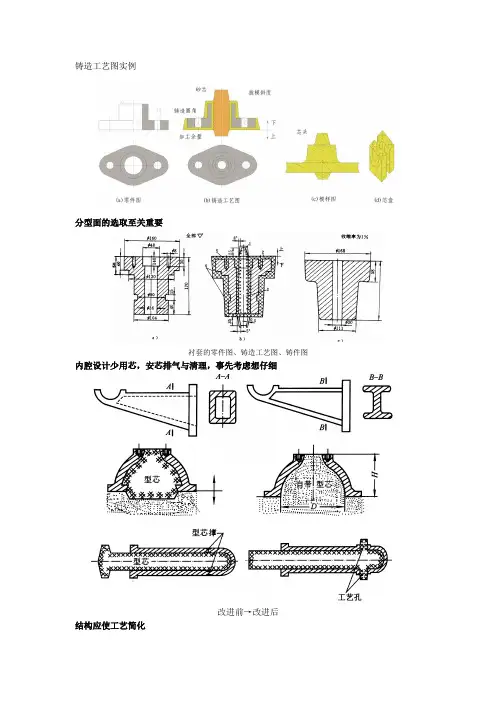
铸造工艺图实例
分型面的选取至关重要
衬套的零件图、铸造工艺图、铸件图内腔设计少用芯,安芯排气与清理,事先考虑想仔细
改进前→改进后
结构应使工艺简化
思考题:
为防止铸件缺陷产生,试修改图示铸钢机架的
结构。
(孔的尺寸、形状不能变)
便于起模实例
凸肋设计避活块
焊缝的布置
焊缝分散布置的设计焊缝对称布置的设计
焊缝避开最大应力集中位置的设计焊缝远离机械加工表面的的设计
焊缝位置便于手弧焊的设计便于自动焊的设计
便于点焊及缝隙焊的设计
铣削零件结构工艺性
减少走刀次数
加工面在同一高度上
改进前改进后
键槽同
向,减少
二次装夹
定位
问题:材料为碳素钢的圆柱销轴如图所示,试将Φ35、Φ55圆柱面及键槽的最终加工方法及设备?
Φ35圆柱面:磨
削,磨床;
Φ55圆柱面:车
削,车床;
键槽:铣削,铣
床
减少换刀次数和内孔沟槽的加工
改进前:加
工退刀槽、
过渡圆弧、
锥面和键槽
时需要多把
刀具,并增
加了换刀和
对刀次数。
改进后:即
可减少刀具
的种类,又
可节省换刀
和对刀等的
辅助时间。
同类结构参数尽量统一留有足够的退刀槽、空刀槽和越程槽
避免砂轮与工件相碰
磨孔的越程槽
为了避免刀具或砂轮与工
件的某个部分相碰,有时
要留出退刀槽、空刀槽和
越程槽等。
尽量减少加工余量
减少加工面积
即可减少加工面积,又能保证装配时零件间很好地接合。
减少加工面积。
铸造工艺设计实例轴承座铸造工艺设计说明书一、工艺分析1、审阅零件图仔细审阅零件图,熟悉零件图,而且提供的零件图必须清晰无误,有完整的尺寸和各种标记。
仔细样。
注意零件图的结构是否符合铸造工艺性,有两个方面:(1)审查零件结构是否符合铸造工艺(2 )在既定的零件结构条件下,考虑铸造过程中可能出现的主要缺陷,在工艺设计中采取措施避零件名称:轴承座零件材料:HT150生产批量:大批量生产2、零件技术要求铸件重要的工作表面,在铸造是不允许有气孔、砂眼、渣孔等缺陷。
3、选材的合理性铸件所选材料是否合理,一般可以结合零件的使用要求、车间设备情况、技术状况和经济成本等,用铸造合金(如铸钢、灰铸铁、球墨铸铁、可锻铸铁、蠕墨铸铁、铸造铝合金、铸造铜合金等)的牌号、性能、工艺特点、价格和应用等,进行综合分析,判断所选的合金是否合理。
4、审查铸件结构工艺性铸件壁厚不小于最小壁厚5-6又在临界壁厚20-25以下。
二、工艺方案的确定1、铸造方法的确定铸造方法包括:造型方法、造芯方法、铸造方法及铸型种类的选择(1)造型方法、造芯方法的选择根据手工造型和机器造型的特点,选择手工造型(2)铸造方法的选择根据零件的各参数,对照表格中的项目比较,选择砂型铸造。
(3)铸型种类的选择根据铸型的特点和应用情况选用自硬砂。
2、浇注位置的确定根据浇注位置选择的4条主要规则,选择铸件最大截面,即底面处。
3、分型面的选择本铸件采用两箱造型,根据分型面的选择原则,分型面取最大截面,即底面。
三、工艺参数查询1、加工余量的确定根据造型方法、材料类型进行查询。
查得加工余量等级为11~13,取加工余量等级为12。
根据零件基本尺寸、加工余量等级进行查询。
查得铸件尺寸公差数值为10。
根据零件尺寸公差、公差等级进行查询。
查得机械加工余量为5.5。
2、起模斜度的确定根据所属的表面类型查得测量面高140,起模角度为0度25分(0.42°)。
3、铸造圆角的确定根据铸造方法和材料,查得最小铸造圆角半径为3。