熔模铸造工艺卡
- 格式:doc
- 大小:56.50 KB
- 文档页数:2
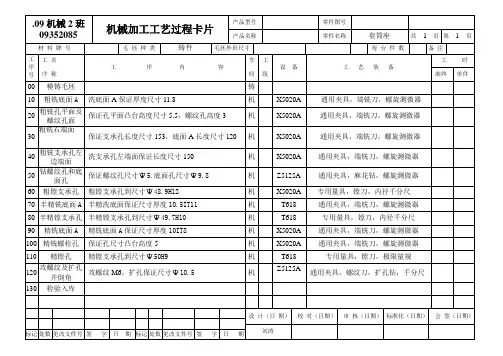
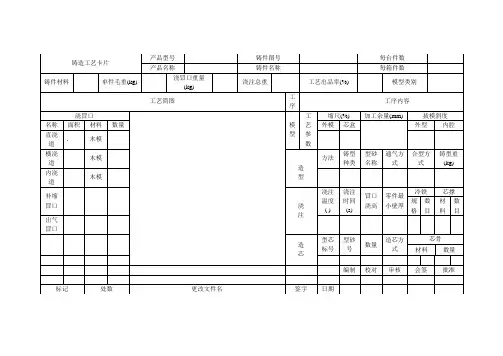
.09机械2班09352085 机械加工工艺过程卡片产品型号零件图号产品名称零件名称套筒座共 1 页第 1 页材料牌号毛坯种类铸件毛坯外形尺寸每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件00 模铸毛坯铸10 粗铣底面A洗底面A保证厚度尺寸11.8 机X5020A 通用夹具,端铣刀,螺旋测微器20 粗铣孔平面及螺纹孔面保证孔平面凸台高度尺寸5.5,螺纹孔高度3 机X5020A 通用夹具,端铣刀,螺旋测微器30 粗铣右端面保证支承孔长度尺寸153,底面A长度尺寸120 机X5020A 通用夹具,端铣刀,螺旋测微器40 粗铣支承孔左边端面洗支承孔左端面保证长度尺寸150 机X5020A 通用夹具,端铣刀,螺旋测微器50 钻螺纹孔和底面孔保证螺纹孔尺寸ψ5.底面孔尺寸ψ9.8 机Z5125A 通用夹具,麻花钻,螺旋测微器60 粗镗支承孔粗镗支承孔到尺寸ψ48.9H12机X5020A 专用量具,镗刀,内径千分尺70 半精铣底面A半精洗底面保证尺寸厚度10.5IT11机T618 通用夹具,端铣刀,螺旋测微器80 半精镗支承孔半精镗支承孔到尺寸ψ49.7H10机T618专用量具,镗刀,内径千分尺90 精铣底面A精铣底面A保证尺寸厚度10IT8机X5020A 通用夹具,端铣刀,螺旋测微器100 精铣螺栓孔保证孔尺寸凸台高度5 机X5020A 通用夹具,端铣刀,螺旋测微器110 精镗孔精镗支承孔到尺寸ψ50H9机T618 专用量具,镗刀,极限量规120 攻螺纹及扩孔并倒角攻螺纹M6,扩孔保证尺寸ψ10.5机Z5125A通用夹具,螺纹刀,扩孔钻,千分尺130 检验入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)材料牌号毛坯种类毛坯外形尺寸每毛坯件数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)材料牌号毛坯种类毛坯外形尺寸每毛坯件数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。

熔 模 铸 造 工 艺 流 程模料主要性能:灰 分 ≤0.025%铁含量 灰分的10% ≤0.0025% 熔 点 83℃-88℃(环球法)60℃±1℃ 针入度 100GM (25℃)3.5-5.0DMM450GM (25℃)14.0-18.0DMM收缩率 0.9%-1.1% 比 重 0.94-0.99g/cm 3 颜 色 新蜡——兰色、深黄色 旧蜡——绿色、棕色蜡(模)料处理工艺参数:除水桶 搅拌时温度 110-120℃ 搅拌时间 8-12小时 静置时温度 100-110℃ 静置时间 6-8小时 静置桶 静置温度 70-85℃ 静置时间 8-12小时 保温箱 温 度 48-52℃ 时 间 8-24小时 二、操作程序1、从脱蜡釜泄出的旧蜡用泵或手工送到除水桶中,先在105-110℃下置6-8小时沉淀,将水分泄掉。
2、蜡料在110-120℃下搅拌8-12小时,去除水份。
3、将脱完水的蜡料送到70-85℃的静置桶中保温静置桶中保温静置8-12小时。
4、也可将少量新蜡加入静置桶中,静置后清洁的蜡料用手工灌到保温箱蜡缸中,保温温度48-52℃,保温时间8-24小时后用于制蜡模。
5、或把静置桶中的回收蜡料输入到气动蜡模压注机的蜡桶中,保温后压制浇道。
三、操用要点1、严格按回收工艺进行蜡料处理。
2、除水桶、静置桶均应及时排水、排污。
3、往蜡缸灌蜡时,蜡应慢没缸壁流入,防止蜡液中进入空气的灰尘。
4、蜡缸灌满后应及时盖住,避免灰尘等杂物落入。
5、经常检查每一个桶温,防止温度过高现象发生。
6、作业场地要保持清洁。
7、防止蜡液飞溅。
8、严禁焰火,慎防火灾。
压制蜡(熔)模一、工艺参数室温20-24℃压射蜡温50-55℃压射压力0.2-0.5Mpa 保压时间10-20S冷却水温度15±3℃二、操作程序1、从保温槽中取出蜡缸,装在双工位液压蜡模压注机上,使用前应去除蜡料中空气及硬蜡。
2、将模具放在压注机工作台面上定位,检查模具所有芯子位置是否正确,模具注蜡口与压注机射蜡嘴是否对正。
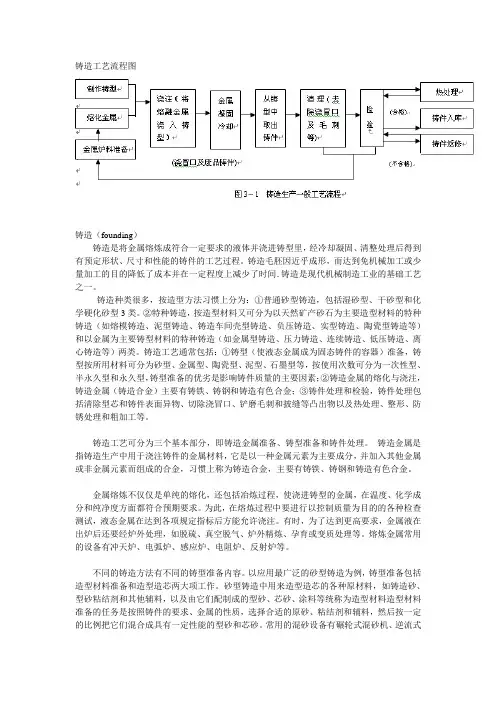
铸造工艺流程图铸造(founding)铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。
铸造毛胚因近乎成形,而达到免机械加工或少量加工的目的降低了成本并在一定程度上减少了时间.铸造是现代机械制造工业的基础工艺之一。
铸造种类很多,按造型方法习惯上分为:①普通砂型铸造,包括湿砂型、干砂型和化学硬化砂型3类。
②特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、铸造车间壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。
铸造工艺通常包括:①铸型(使液态金属成为固态铸件的容器)准备,铸型按所用材料可分为砂型、金属型、陶瓷型、泥型、石墨型等,按使用次数可分为一次性型、半永久型和永久型,铸型准备的优劣是影响铸件质量的主要因素;②铸造金属的熔化与浇注,铸造金属(铸造合金)主要有铸铁、铸钢和铸造有色合金;③铸件处理和检验,铸件处理包括清除型芯和铸件表面异物、切除浇冒口、铲磨毛刺和披缝等凸出物以及热处理、整形、防锈处理和粗加工等。
铸造工艺可分为三个基本部分,即铸造金属准备、铸型准备和铸件处理。
铸造金属是指铸造生产中用于浇注铸件的金属材料,它是以一种金属元素为主要成分,并加入其他金属或非金属元素而组成的合金,习惯上称为铸造合金,主要有铸铁、铸钢和铸造有色合金。
金属熔炼不仅仅是单纯的熔化,还包括冶炼过程,使浇进铸型的金属,在温度、化学成分和纯净度方面都符合预期要求。
为此,在熔炼过程中要进行以控制质量为目的的各种检查测试,液态金属在达到各项规定指标后方能允许浇注。
有时,为了达到更高要求,金属液在出炉后还要经炉外处理,如脱硫、真空脱气、炉外精炼、孕育或变质处理等。
熔炼金属常用的设备有冲天炉、电弧炉、感应炉、电阻炉、反射炉等。
不同的铸造方法有不同的铸型准备内容。
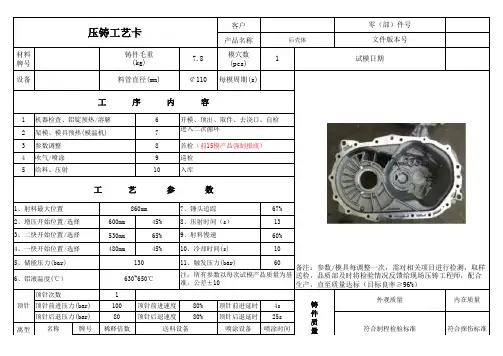
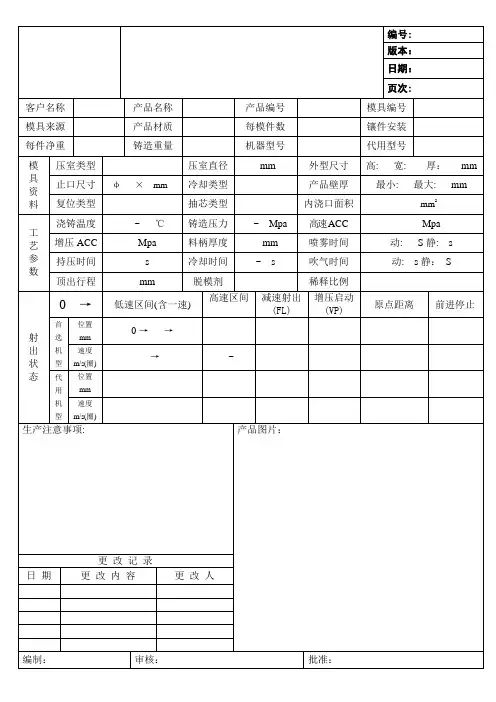
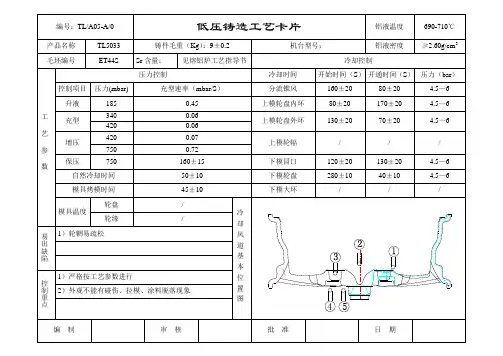
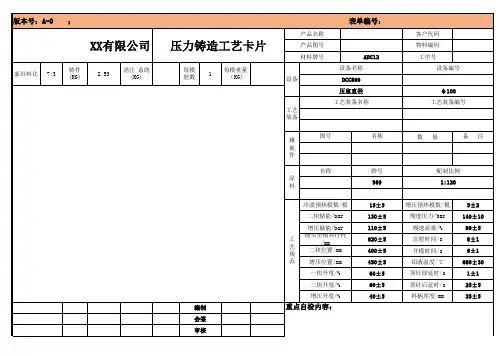
名 称距 离速 度阀开度处数XX机械有限公司编制/日期会签/日期审核/日期批准/日期客户代码操作车间设备编号产能(件/班)页 码产品名称产品图号工序编号材料牌号表单编号/版本工艺路线熔炼→压铸→锯料头→打砂→去毛刺→抛丸→喷塑→机加一序→机加二序→机加三序→机加四序→超声波清洗→检验、包装→入库→发运铸造图示压铸机压铸机型号力劲900T 材料牌号LM6压室直径∅100压射位置下档模具模具编号法兰尺寸Φ200X20液压抽芯有顶杆先复位有涂料冲头油牌号/脱模剂牌号花野935冲头油类型颗粒脱模剂配比1:100镶嵌件/工艺活块名称活块材质H13图号数量1料柄厚度(mm )25±5顶回延时(s )4铝液温度/C°670±20压射时间(s )6模具温度/C°220±20冷却时间(s )取件方式自动熔炼温度/C°800±20喷雾方式自动新、旧料配比7:3顶出延时(s)310压机工作流程图快压流量2圈顶出时间(s )3增压流量7圈吹气时间(s )6热模时间10-15min增压预热模数10pcs产品要点常规要求快压压力(bar )140喷雾时间(s )8增压压力(bar )130冷模预热模数20pcs 1.操作人员上岗前必须穿戴好劳保用品;2.日期章按照周期更换并符合当前年月;3.产品各项尺寸检验符合检验规定;4.熔炼参数在控制范围内;(熔炼工艺点检记录表)5.压铸参数在控制范围内;(压铸工艺点检记录表)6.确保设备状态稳定;(设备点检记录表);7.作业按工艺流程模块化运作;(流程图);8.作业场地整洁,干净,安全;(5S 要求);参数压射0位快压启动点增压启动点料头保压点冲头跟踪位置0mm 340mm 关键点编号12345———压铸工艺参数增压选择420mm 480mm 550mm 0.5m/s2.5m/s 3m/s 3m/s 0.5m/s1.外观:不允许有开裂或严重冷隔、拉模、缺料、变形等缺陷;2.气孔:按照ASTM-E505 5/8 3级执行;锯床剖切或X-ray 探伤;3.重量:毛坯重量3.16Kg±0.02Kg ,整模重量6.148Kg±0.02Kg4.拉模:检查孔内不允许严重拉模,注意喷雾位置;5.印痕:不允许有严重流痕或阶梯痕迹;6.合模:确保每次合模到位,每4小时全面清理1次模具分型面的杂物;7.产品整齐摆放在托盘上,层与层之间用隔板隔开;8.填写生产流程卡,标明生产信息;签名/日期异常处理管理流程更改标记更改内容样件试生产量产工艺参数异常停机报告压铸主管领班按要求执行压铸主管判定参数正确继续生产是否压铸工艺卡用木榔头把料柄(黄色标识)敲掉,内浇口残留要求凸出≥0.3mm ,凹进≤0.3mm,不允许缺料;敲完后注意查看是否严重变形,检查进料部位是否冲浇口严重。
熔模铸造工艺流程重复多次模具制造制溶模及浇注系统模料处理模组焊接模组清洗上涂料及撒砂涂料制备型壳干燥(硬化)脱蜡型壳焙烧浇注熔炼切割浇口抛光或机加工钝化修整焊补热处理最后清砂喷丸或喷砂磨内浇口震动脱壳1模料制熔模用模料为日本牌号:K512模料模料主要性能:灰分≤0.025%铁含量灰分的10% ≤0.0025%熔点83℃-88℃(环球法)60℃±1℃针入度100GM(25℃)3.5-5.0DMM450GM(25℃)14.0-18.0DMM收缩率0.9%-1.1%比重0.94-0.99g/cm3颜色新蜡——兰色、深黄色旧蜡——绿色、棕色蜡(模)料处理工艺参数:除水桶搅拌时温度110-120℃搅拌时间8-12小时静置时温度100-110℃静置时间6-8小时静置桶静置温度70-85℃静置时间8-12小时保温箱温度48-52℃时间8-24小时二、操作程序1、从脱蜡釜泄出的旧蜡用泵或手工送到除水桶中,先在105-110℃下置6-8小时沉淀,将水分泄掉。
2、蜡料在110-120℃下搅拌8-12小时,去除水份。
3、将脱完水的蜡料送到70-85℃的静置桶中保温静置桶中保温静置8-12小时。
4、也可将少量新蜡加入静置桶中,静置后清洁的蜡料用手工灌到保温箱蜡缸中,保温温度48-52℃,保温时间8-24小时后用于制蜡模。
5、或把静置桶中的回收蜡料输入到气动蜡模压注机的蜡桶中,保温后压制浇道。
三、操用要点1、严格按回收工艺进行蜡料处理。
2、除水桶、静置桶均应及时排水、排污。
3、往蜡缸灌蜡时,蜡应慢没缸壁流入,防止蜡液中进入空气的灰尘。
4、蜡缸灌满后应及时盖住,避免灰尘等杂物落入。
5、经常检查每一个桶温,防止温度过高现象发生。
6、作业场地要保持清洁。
7、防止蜡液飞溅。
8、严禁焰火,慎防火灾。
压制蜡(熔)模2一、工艺参数室温20-24℃压射蜡温50-55℃压射压力0.2-0.5Mpa 保压时间10-20S冷却水温度15±3℃二、操作程序1、从保温槽中取出蜡缸,装在双工位液压蜡模压注机上,使用前应去除蜡料中空气及硬蜡。
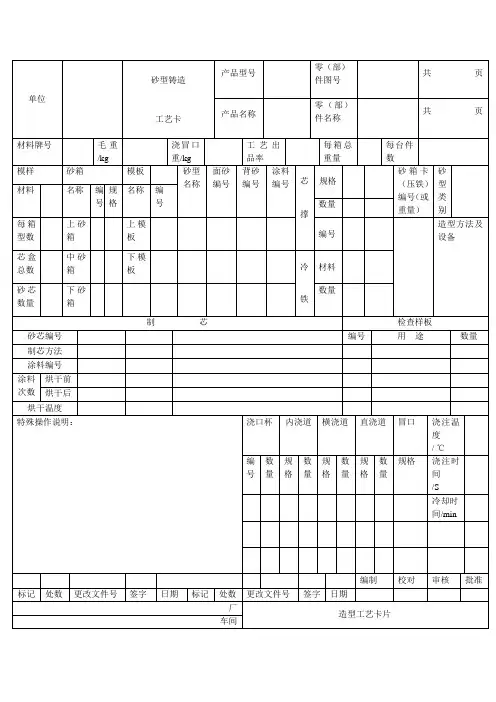
管道铸造工艺卡概述管道铸造是一种常见的工艺,用于制造各种类型的金属管道。
本工艺卡旨在提供有关管道铸造的详细信息,包括材料选择、工艺步骤和质量控制等方面的内容。
材料选择在管道铸造过程中,选择合适的材料至关重要。
常见的选择包括铸铁、钢和铜等金属材料。
材料的选择应考虑管道的用途、工作环境和性能要求等因素。
工艺步骤以下是一般管道铸造过程的工艺步骤:1. 模具制备:根据管道的形状和尺寸,制作适当的模具。
2. 准备熔融金属:选择合适的金属材料,并进行熔融。
3. 浇铸:将熔融金属倒入模具中,使其冷却和凝固。
4. 冷却和处理:待金属冷却后,进行必要的处理和清理,以去除可能存在的缺陷。
5. 检测和测试:对铸件进行非破坏性测试,如尺寸检测、X射线检测等,以确保质量符合要求。
6. 加工和装配:对铸件进行必要的加工和装配,以满足最终产品的要求。
7. 表面处理和涂层:为了提高铸件的耐腐蚀性和美观度,可以进行表面处理和涂层。
质量控制质量控制是管道铸造过程中至关重要的一环。
以下是一些常见的质量控制措施:- 模具检查:确保模具的尺寸和形状符合要求。
- 熔炼过程控制:控制熔炼温度和时间,以确保金属质量。
- 确保冷却时间充足:避免铸件内部存在缺陷。
- 检查和修复缺陷:对铸件进行全面检查,并及时修复可能存在的缺陷。
- 非破坏性测试:通过各种测试方法,如X射线检测和超声波检测,检查铸件的质量。
结论管道铸造是一项复杂的工艺,需要综合考虑材料选择、工艺步骤和质量控制等方面的因素。
本工艺卡提供了一份概述,旨在帮助人们更好地理解管道铸造过程,并为相关工作提供指导。
以上所述仅为一般性信息,具体工艺操作应根据实际情况进行调整和优化。