项目四 工件的装夹和找正
- 格式:pdf
- 大小:659.45 KB
- 文档页数:14
1、装夹工作1)线切割加工工件的装夹特点①由于线切割加工作用力小,因而其装夹夹紧力要求不大,有的工件还可用磁力夹具来夹紧。
②快走丝线切割的工作液是靠高速运行的电极丝带入切缝的,对切缝周围的余量没有要求,因此工作装夹比较方便。
③线切割是一种贯通加工方法,因而工件装夹后被切割区域要悬空在工作台的有效切割区域,一般采用悬臂支撑或桥式支撑方式装夹。
2)线切割加工对工件装夹的一般要求①确认工件的设计基准或加工基准面,尽可能使设计或加工的基准面与X、Y轴平行。
②工件的基准面应清洁、无毛刺。
③切入点的导电性能要好,对于热处理工件切入点处及扩孔的台阶处都要进行除锈及去氧化皮处理。
④工件装夹的位置应有利于工件找正,并应与机床的工作行程相适应。
⑤工件装夹应确保加工中电极丝不会过分靠近或误切割机床的工作台。
⑥工件的夹紧力大小要适中、均匀,不得使工件变形或翘起。
3)线切割机床加工工件时装夹常用的方法(1)悬臂方式装夹工件①特点装夹方便、通用性强。
但由于工件一端悬伸,容易出现上仰或倾斜,造成切割表面与工件上、下平面间的垂直度误差。
②应用一般只在加工要求不高或悬臂较短的情况下使用。
(2)垂直刃口支撑方式装夹工件垂直刃口支撑方式装夹特点:装夹精度和稳定性较悬臂式支撑为好,也便于拉表找正。
(3)两端支撑方式装夹工件①特点装夹方便、稳定,定位精度高。
②应用不适于装夹较大的零件(4)桥式支撑方式装夹工件①特点装夹方便。
②应用适用于大、中、小型工件。
(5)板式支撑方式装夹工件①特点装夹精度高,但通用性差。
②应用适用于成批工件的加工。
(6)V形夹具支撑方式装夹工件①特点装夹时工件母线要求与断面垂直,在切割薄臂零件时,装夹力要小,以免工件变形。
②应用适用于圆形工件的装夹。
(7)采用弱磁性夹具装夹工件①特点装夹工件迅速简便,通用性强,应用范围广。
②应用适用于成批的工件尤其有效。
(8)采用分度夹具装夹工件2、找正工件1)拉表法用于凹模加工中,当线切割加工的型腔与工件的基准有较高的位置精度要求时,可用拉表法来找正工件的位置。
大型机械加工厂无论是在机械加工能力还是厂区的管理能力相比小机械加工厂都是要占优势的,在机械加工中常用的装夹方法有很多,下面我们一起来看看大型机械加工厂常用的装夹方法有哪些?数控机床工件的装夹方法:1、用找正法装夹:1)方法:a) 把工件直接放在机床工作台上或放在四爪卡盘、机用虎钳等机床附件中,根据工件的一个或几个表面用划针或指示表找正工件准确位置后再进行夹紧;b)先按加工要求进行加工面位置的划线工序,然后再按划出的线痕进行找正实现装夹。
2)特点:a)这类装夹方法劳动强度大、生产效率低、要求工人技术等级高;b)定位精度较低,由于常常需要增加划线工序,所以增加了生产成本;c)只需使用通用性很好的机床附件和工具,因此能适用于加工各种不同零件的各种表面,特别适合于单件、小批量生产。
2、用夹具装夹安装:1)工件装在夹具上,不再进行找正,便能直接得到准确加工位置的装夹方式。
2)特点:避免了找正法划线定位而浪费的工时,还可以避免加工后的工件的加工误差分散范围扩大,夹装方便。
1、虎钳装夹装夹高度不应低于10个毫米,加工高度应高出虎钳平面5毫米左右,主要是为了保证工件的牢固性以及不会伤及虎钳。
此种装夹方法属一般性的装夹,装夹高度与加工工件大小有关,工件越大,则装夹高度就要相应的增大。
2、夹板装夹夹板装夹是用码仔码在工作台上,加工工件用螺丝锁在夹板上,此种装夹适用于装夹高度不够以及加工力较大的工件,一般在中大型工件加工时使用。
3、码铁装夹码铁装夹一般是在工件较大、装夹高度不够,且不准在底部锁缧丝时使用。
此种装夹方法需进行二次装夹,先码好四角,加工好其它部分,然后再码四边,加工四角。
二次装夹时,不要让工件松动,先码再松。
也可以先码两边,加工另两边。
大型机械加工厂常用的装夹方法有以上三种,但是所有的装夹方法都应该遵循横长竖短的原则,这样才能更好的锁紧工件,提高机械加工的效率与质量。
以上就是工件常用的装夹方式,希望可以给大家提供帮助。
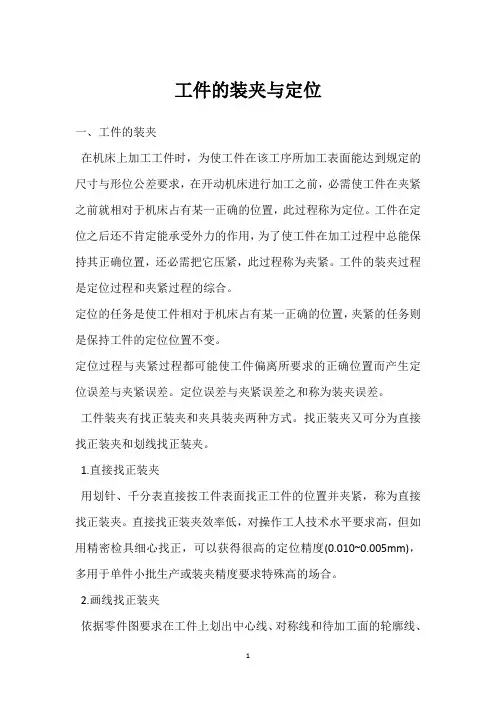
工件的装夹与定位一、工件的装夹在机床上加工工件时,为使工件在该工序所加工表面能达到规定的尺寸与形位公差要求,在开动机床进行加工之前,必需使工件在夹紧之前就相对于机床占有某一正确的位置,此过程称为定位。
工件在定位之后还不肯定能承受外力的作用,为了使工件在加工过程中总能保持其正确位置,还必需把它压紧,此过程称为夹紧。
工件的装夹过程是定位过程和夹紧过程的综合。
定位的任务是使工件相对于机床占有某一正确的位置,夹紧的任务则是保持工件的定位位置不变。
定位过程与夹紧过程都可能使工件偏离所要求的正确位置而产生定位误差与夹紧误差。
定位误差与夹紧误差之和称为装夹误差。
工件装夹有找正装夹和夹具装夹两种方式。
找正装夹又可分为直接找正装夹和划线找正装夹。
1.直接找正装夹用划针、千分表直接按工件表面找正工件的位置并夹紧,称为直接找正装夹。
直接找正装夹效率低,对操作工人技术水平要求高,但如用精密检具细心找正,可以获得很高的定位精度(0.010~0.005mm),多用于单件小批生产或装夹精度要求特殊高的场合。
2.画线找正装夹依据零件图要求在工件上划出中心线、对称线和待加工面的轮廓线、找正线,然后按找正线找正工件在机床上的位置并夹紧,这种装夹方法称为划线找正装夹。
与直接找正装夹方法相比,划线找正方法增加了一道技术水平要求高且费工费事的划线工序,生产效率低;此外,由于所划线条自身就有肯定宽度,故其找正误差大(0.2~0.5mm)。
划线找正装夹方法多用于单件小批生产中难以用直接找正方法装夹的外形较为简单的铸件或锻件。
3. 夹具装夹产量较大时,无论是划线找正装夹,还是直接找正装夹,均不能滿足生产率要求。
这时,一般均须用夹具来装夹工件。
夹具事先按肯定要求安装在机床上,工件按要求装夹在夹具上,不需找正就可进行加工。
使用夹具装夹工件,不仅可以保证装夹精度,而且可以显著提高装夹效率,还可减轻工人的劳动强度,对工人技术水平要求也不高。
成批生产和大量生产中广泛采纳夹具装夹工件。

机械制造技术工件的装夹1、装夹的概念定位:确定工件在机床上或夹具中占有准确加工位置的过程。
夹紧:在工件定位后用外力将其固定,使其在加工过程中保持定位 位置不变的操作。
装夹是定位和夹紧过程的总和。
在机械加工过程中,为了保证的轴线用于定位加工精度,使工件在机床上相对刀具占有正确的位置,并能迅速、 可靠地夹紧工件,以接受加工或卡爪用于夹紧检测的工艺装备称为机床夹具。
2、装夹的方法(1)直接找正装夹用划针、百分表等工具直接找正工件位置并加以夹紧的方法称直接 找正安装法。
此法生产率低,精度取决于工人的技术水平和测量工 具的精度,一般只用于单件小批生产。
图2是用四爪单动卡盘装夹工件,先 用百分表按工件A圆进行找正后,夹 紧工件车削外圆B,从而保证A、B圆 柱面的同轴度要求。
使用工具: 划线盘,百分表或千分表 定位精度:0.1~0.5mm(划线盘); 0.01~0.005mm(千分表) 特点:生产率低,适用于单件、小批 量生产。
对操作工人技术水平要求高。
图2 直接找正安装2、装夹的方法(2)划线找正装夹先在工件上按照零件图划出中心 线、对称线和各待加工表面的加 工线,然后将工件装上机床,按 照划好的线找正工件在机床上的 装夹位置。
划线找正法受划线精度和找正精 度的限制,定位精度不高,定位 精度:0.2~0.5mm。
主要用于批量 小,毛坯精度低及大型零件等不 便于使用夹具进行加工的粗加工。
划线找正法 图32、装夹的方法(3)使用夹具装夹 工件装在夹具上,不再进行找正,便能直接得到准确加工位置的装 夹方式。
图4在机床主轴装夹非轴类零件,利用花盘弯板使加工孔轴心与主轴轴心自动重合夹具的定位夹紧元件能使工件迅速获得正确位置,并使其固定在夹 具和机床上。
因此,工件定位方便,定位精度高(可以达到0.01mm 的定位精度)而且稳定,装夹效率也高。
但专用夹具制造费用高, 周期长,一般用于中、大批和大量生产。
特点:生产率高,一批产品的精度稳定,对工人技术水平要求低。
附件二、单元二、车工实训一、要求:1、了解车床的主要型号,及主要组成部分。
2、了解车床的传动路线及安全操作规程。
3、能掌握刀具的安装和工件的一般安装。
4、能掌握游标卡尺及千分尺的正确测量。
5、能车削一般的零件。
如锤柄的车削加工及三潭印月加工。
6、了解车刀的主要材料性能,及刀头的主要组成部分。
7、了解车削用量的选择及切削三要素。
二、概述:车削是机械加工中的主要加工方法,是技能实训的主要组成部分。
车削是在车床上,利用刀具和工件间的相对运动,从工件表面切除多余金属,获得一定技术要求的零件过程。
车削加工的范围很广,就其加工内容,能车端面、内外圆柱面、内外圆锥面、切槽、滚花、套螺纹、钻孔、攻丝、铰孔、镗孔、车内外螺纹、成型面和盘绕弹簧等。
一般情况下,车床加工零件的精度为IT10~IT8表面粗糙度Ra=6.3~1.6μm。
项目一1、了解车床的主要型号、主要结构及主要组成部分。
2、使学生能熟悉掌握操作车床,手柄的调速。
及进给量的转换。
3、安全操作规程的讲解,开车前的检查;开车前的注意事项;实习结束时的事项;以上安排在1.5小时。
教学手段:1、由指导人员讲课及示范操作演示后,在由学生到指定车床进行操作练习。
2、视学生操练情况再进入下一步。
项目二1、工件的装夹及校正,在三爪卡盘上安装工件。
2、刀具的正确安装,刀尖与工件轴线(中心)等高。
3、车削端面及车削外圆,要求初步掌握公差在0.10之间。
教学手段:1、准备工作:材料Φ22×150 A3钢一段,高速钢900刀,量具150钢直尺,游标尺,千分尺0~25各一把。
2、图(一)1 2D Φ20 Φ18L 15 Φ20+-0.103 加工步骤:1)用三爪卡盘夹住工件,伸30~40之间。
2)用900刀装在方刀架上,并要对准轴线等。
3)车外圆分粗车n=360~410 ƒ=0.10 a p=0.5~1加工留精车余0.2~0.3。
4)精车刀尖要锋利,n=50~57 ƒ=0.08~0.10 a p=0.2~0.3达图。
摘要我国社会主义现代化要求机械制造工业为国民经济各部门的技术进步、技术改造提供先进、高效的技术装备,它首先要为我国正在发展的产业包括农业、重工业、轻工业以及其它产业提供质量优良、技术先进的技术装备,同时还要为新材料、新能源、机械工程等新技术的生产和应用提供基础装备。
本论文是结合目前实际生产中,通用夹具不能满足生产要求,用通用夹具装夹工件效率低、劳动强度大、加工质量不高,而且往往需要增加划线工序,而专门设计的一种铣床夹具,主要包括夹具的定位方案,夹紧方案、对刀方案,夹具体与定位键的设计及加工精度等方面的分析。
该夹具具有良好的加工精度,针对性强,主要用于拔叉零件铣槽工序的加工。
本夹具具有夹紧力装置,具备现代机床夹具所要求的高效化和精密化的特点,可以有效的减少工件加工的基本时间和辅助时间,大大提高了劳动生产力,有效地减轻了工人的劳动强度。
本夹具能在加工常规零件的时候使质量进一步提升,并降低劳动强度,能在保证产品质量加工精度的同时批量生产,从而降低生产成本。
从而夹具的使用在某种程度上提高实际生产中企业的效益。
因而对夹具知识的认识和学习,在今天显的优为重要起来。
关键词:装备,制造,机床夹具目录摘要 (I)目录 (III)1 机床夹具概论 (1)1.1机床夹具及其功用 (1)1.2工件的定位 (7)1.3定位误差分析 (13)1.4工件的组合定位 (16)2 工件的夹紧 (19)2.1夹紧装置的组成及其设计原则 (19)2.2确定夹紧力的基本原则 (20)2.3夹紧机构的设计要求 (24)3 铣床夹具设计 (26)3.1定位方案 (27)3.2夹紧方案 (31)3.3对刀方案 (31)3.4夹具体与定位键 (31)3.5夹具总图上的尺寸、公差和技术要求 (32)3.6夹具精度分析 (33)4 各类铣床夹具 (35)4.1铣床夹具 (35)4.2典型数控机床夹具 (36)致谢 (40)参考文献 (41)1 机床夹具概论1.1机床夹具及其功用1.1.1机床夹具的概述定位:工件在机床上加工时,为保证加工精度和提高生产率,必须使工件在机床上相对刀具占有正确的位置,这个过程称为定位。