NO8五金常见不良原因对策培训教材知识讲解
- 格式:ppt
- 大小:8.95 MB
- 文档页数:29



精密五金冲压件不良品常见问题及解决办法
精密五金冲压件不良品常见问题及解决办法
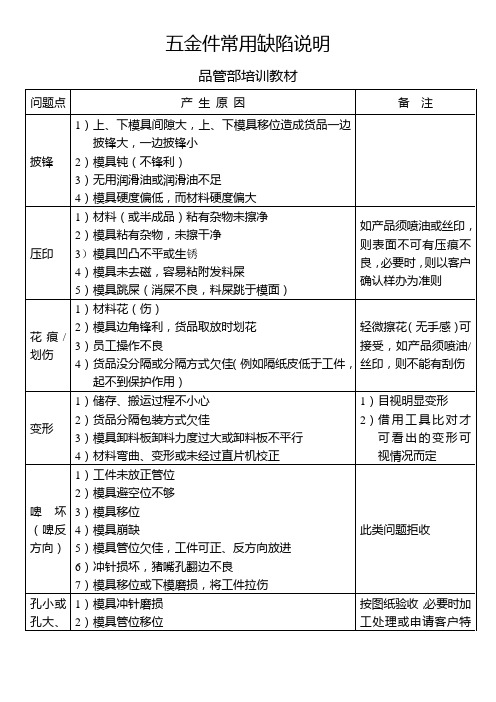
答:精密五金冲压件在生产过程中会遇到许多问题,不良品的产生是常有的事情,冲压加工件常见的品质问题有毛刺、凸米、缺料等,方法总比问题多,诚瑞丰冲压厂的工程师经验丰富,熟悉各种冲压五金产品的解决办法,下面就来一起探讨一下。
1.毛刺问题。
毛刺的定义是金属片边缘产生金属丝残留,未能彻底处理干净,
阻碍与其他物件的组装,或者影响外部美观。
首先分析工序,金属片与模具刃口的接触最频繁,假如刃口不够锋利,就不能将产品彻底裁切,例如刃口有缺损,毛刺就会在同一位置反复出现,而磨损较严重时,接触面积增大,还会产生弹料的现象。
所以要将模具拆卸下来,多两边的刃口进行打磨。
2.凸米问题。
属于五金件表面凹凸的现象,具体表现是各种小坑、凸包等症状,
属于不良品的棘手问题,经过丰富的生产案例积累,你会发现这种原因来自于模具间隙,只有把间隙调节合理之后才能解决,拆模重组是一个较好的解决办法。
3.缺料问题。
五金件的部位缺失,不同于上述两个问题,这种情况会直接使产
品报废,无法修复。
所以应该立即停机,待问题处理完之后才能继续量产。
从缺料的角度,不难发现是冲床或者模具错位,使冲切的位置偏移,造成此现象,要及时纠正冲床的位置。
以上就是诚瑞丰冲压厂为您分析的3个问题,精密五金冲压件的应用领域非常广泛,包含大部分金属外壳、内部结构件等,如有冲压五金的产品需求,欢迎咨询合作。
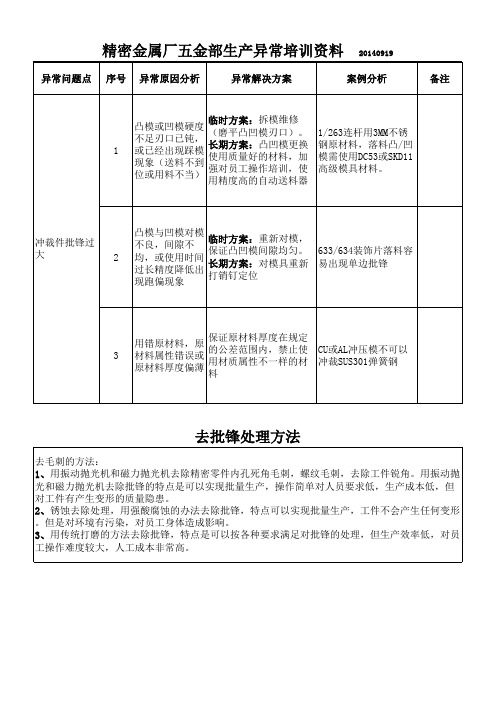
五金连续冲模常见不良及其改善措施一、冲裁中常见不良(一)跳屑1. 跳屑的儿种悄况:(1) 切边时的跳屑:原因:系不完整的冲孔废料难以有效卡在模仁里,故易跳屑。
改善措施:修边结构复朵化。
(2) 小方孔,小圆孔跳屑:原因:a 、 间隙太大b 、 有较多的油C 、料太薄改善措施:收紧间隙减少用油加向下吹气,在废料下面形成负压设变模仁加工方式(改为PG 加丄),提高刃口段光洁度对冲子结构作重新设计对铁材产品模具备品须退磁干净细小废屑:(常见于有撕破的模具,有重切时尤为时显,821-220模) 大片废屑的跳屑原因:同(2)改善措施:加顶杆加吹气对其形状复杂化(和carry 相连一侧)其他状况的跳屑: 原因:工序排配设计不合理。
改善措施:巫新调整工序排配(重新设计接刀)跳屑的危害产生模痕,压伤等不良对间歇性跳屑,不易发现,极易流出不良品。
维修不易(常采用异性冲子,刃口披覆等有损备品寿命和产品断面质量的方式)致生产效率和稼动率低不良品产生时常需要大量的人工进行挑选 (二)金属线危害组装成成品后,极易造成短路(short ),是要绝对禁止的严重一种不良2、 脱落时易在产品上产生模痕3、 当有发生时须耗费大ft 的人力对其重工a 、b 、c a 、 b 、 2. ⑴ ⑵ ⑶产生原因常见于有撕破的模具,比如2、先向下撕破,后乂被向上拍平,撕破切口处产生二次挤压,形成金属线2、 先向一个方向撕破后乂向相反方向折弯成形3、 一次撕破折弯不到位时,让设计不合理改善措施撕破处后面工站闪开(放电)避免撕破和被反复拍打。
(抽引毛坯的准备)2、 对抽引,有撕破准备毛坯的后面各工站,均应闪开撕破缝隙处,或是重新对carry 进行设计,以改善其变形,防止接缝段太长。
3、 撕破方向应和后续"进行的成形方向一致,能采用一次撕破折弯成形方案的 要尽可能采用。
4、 在撕破处须进行二次forming,要合理设计•穿过缝隙的冲子和模仁与撕破口间的间隙>0.02 (三)冲子蹦根源:结构设计不合理2、直刀面太长为(大于10mm )2、 该用PG 加工(光学研磨)的未用,III 于压板槽的影响,使用强度大大削弱C820-380N1)3、 采用PG 加工时结构设计不合理,PG 槽对其削弱很多,822-173U 形冲子4、 弧量的部分太过细长5、 太过细小冲子的导向段送样不合理(入子加工方式不好) 改善措施: PG 加工的冲子直刀面应小于10mm长^*宽<3^*3者应采用PG 加工方式来设计和加工对大多数改U 形结构冲子来讲,尽量釆用PG 加工,也应采用分体式结构, 以尽量减小对其强度的削弱。