五金行业电镀发黑不良客诉案例分析8D报告样例
- 格式:pptx
- 大小:4.81 MB
- 文档页数:20
物料名称:型号规格:物料编码:
不合格比例:Discipline 1Discipline 2Discipline 3Discipline 4Discipline 5Discipline 6Discipline 7Discipline 8注意:
1、2~6项由供应商填写,并请务必在收到此处理单后三日内回复;
2、请以此处理单格式回复,內容很多可另附页面,但须填具上述項目;批准:报告人:供应商:
提出部门:金龙质检部杜绝电镀液残留;与外协电镀厂沟通,避免此类异常再次发生,加强员工培训与指导工作。
永久对策完成日期:2013.05.02杜绝电镀液残留;与外协电镀厂沟通,避免此类异常再次发生,加强员工培训与指导工作,做好
细节工作,出货时加强抽查力度。
效果验证完成日期:电镀不良的原因发现是挂镀时水没有及时清洗干净,导致产品又发黄现象,有批锋的是我司员工
操作时没有没有完全剔除,才导致了次异常的发生。
不良品外流原因调查完成日期:2013.05.04出货时未发现明显电镀不良现象,可能内孔中残留的少量电镀液导致产品氧化发黑发黄。
有批锋
时我司员工做事不够认真才没有完全剔除干净,才导致此异常的发生。
临时对策完成日期:2013.05.0212. 50%
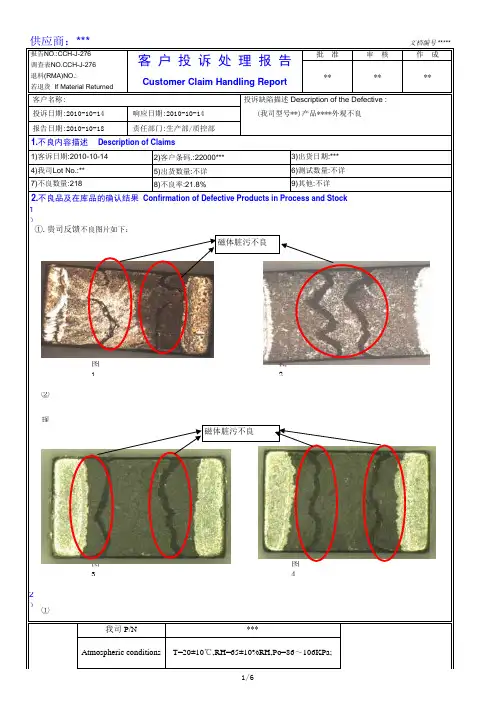
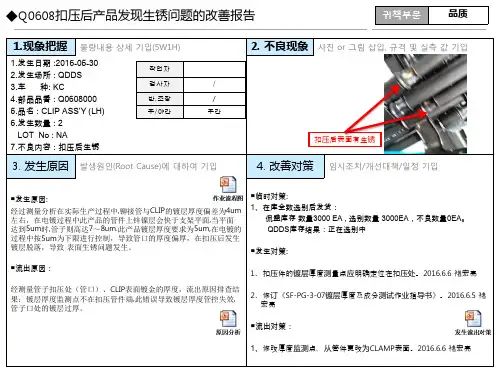
不良描述
阀体内部电镀不良,出水口处有批锋。
不良原因分析成员
张明月、占桂生
原因分析完成日期:2013.05.04 供应商材料不良处理报告
日期:2013年 5 月 3 日编号: FD-N-IQC-1110/06铜阀体180度*4分*10.5。
品名线材料号收料编号样本数1 不 良 率收料日期2019/10/25日期:2019/10/25日期:2019-10-25日期:2019-10-25日期:2019-10-25日期:2019-10-25日期:2019/10/25日期:2019/10/25□后续来□后续来□后续来□结案者:结案日期:DISCIPLINE 8 CONGRATULATION(结尾祝词)感谢贵司对我司一如既往的支持与帮助,在今后的品质工作中更加努力.本材料属间隔时间较长(超过一个月)之物料,后续来料一批无相同缺陷,已改善,本SCAR结案报告要求,相关的改善措施必须量化作业方式,不允许对措施管控出形容词等敷衍类语句回复改善对策。
VQA填写栏VQA结案栏1.现针对此库存品氧化异常,我司业务与贵司采购沟通,后续下定单生产时尽量控制之一月内安排出完,预防因大量库存积压造成氧化异常对发生。
2.现已经将客户的最新判断标准纳入制程管控,并将此次客户抱怨外观异常,在早会时对作业员/检验员进行进行宣导,预防再次流出(现已完成)。
DISCIPLINE 6 VERUFICATION OF EFFECTIVENES(有效的确认) 责任人:因此款我司制程暂未安排订单生产,待后续订单生产时,将连续三批追踪确认其改善状况。
DISCIPLINE 7 PREVENT RECURRENCE(预防再发生)将不良图片做成<<质量通知单>>,并订于<制造规格>后,对作业员进行岗前倡导,供后续每批生产作业员了解客户反映状况,制程生产作重点确认.1.客户端产品:我已司安排人员返工处理,不良品换货处理.2.此款我司暂无库存品.3.我司制程:暂未安排订单生产.ISCIPLINE 4 DESCRIBE THE ROOT CAUSE(根本原因描述)责任人:1.从客户提供的不良图片上看目视分析,不良为USB铁壳表面有明显氧化异常,经调查因客户提前大量下单催生产赶交期,未及时安排出货导致我司库存挤压时间过长,造成部分产品有氧化异常。

连接器行业端子电镀不良8D报告案例样板8D报告案例:连接器行业端子电镀不良1.情况描述:在连接器的生产过程中,发现一批端子的电镀存在不良情况。
问题主要集中在电镀层的厚度不均匀和存在气泡、麻点等缺陷。
该批次端子属于高精度产品,质量要求较高。
2.问题分析:2.1工艺参数分析:通过检查工艺参数记录发现,电镀温度、时间等参数都在正常范围内,且符合工艺规范。
因此,问题并不是由于工艺参数调整不当导致的。
2.2原材料分析:经过对原材料进行抽样分析,未发现原材料存在质量问题。
因此,问题并不是由于原材料问题导致的。
2.3设备状态分析:检查设备运行状态,包括电镀槽、电镀设备、输送带等。
未发现设备故障或异常情况。
因此,问题并不是由于设备问题导致的。
2.4操作人员分析:对操作人员进行培训,强调操作规范,并检查其操作流程。
发现一部分操作人员操作不规范,导致端子的镀层不均匀,存在气泡、麻点等缺陷。
因此,问题主要是由于操作人员操作不规范导致的。
3.问题解决:3.1培训操作人员:针对操作不规范的操作人员进行培训,并制定详细的操作规范,确保每个环节的操作正确执行。
3.2质量控制检查:增加质量控制检查的频率和强度,对端子进行严格的质量检查,保证产品质量符合要求。
3.3镀层监控:对电镀设备进行定期的维护和保养,确保电镀液的浓度和温度等参数稳定,并设置自动报警装置,确保电镀液参数异常时及时发现并处理。
4.效果验证:经过上述措施的实施,端子电镀不良情况得到有效改善。
经过多批次产品的质量检查,端子的电镀层厚度均匀,且无气泡、麻点等缺陷。
5.预防措施:5.1制定操作规范:对操作人员进行详细的培训,制定操作规范,确保每个环节的操作正确执行。
5.2强化质量控制:增加质量控制检查的频率和强度,对产品进行严格的质量检查,及时发现和纠正问题。
5.3定期维护设备:定期对电镀设备进行维护和保养,确保设备的稳定运行,避免设备故障对产品质量造成影响。
以上是连接器行业端子电镀不良的8D报告案例样板,详细阐述了问题的分析过程、解决措施以及效果验证和预防措施。
电镀不良8D报告1. 引言电镀是一种常用的表面处理工艺,广泛应用于各个行业。
然而,由于各种原因,电镀过程中可能会出现不良现象,影响产品的质量和性能。
本文将介绍一种解决电镀不良问题的方法——8D报告。
2. 什么是8D报告8D报告是一种解决问题的方法,它源于美国汽车行业,后来被广泛应用于各个领域。
8D代表8个步骤(D1至D8),每个步骤都有特定的目标和行动计划。
3. 8D报告步骤下面是8D报告具体的步骤:D1:建立团队第一步是建立一个由相关专业人员组成的团队。
这个团队的目标是解决电镀不良问题,他们需要具备相关的知识和技能。
D2:定义问题在这一步中,团队需要明确电镀不良的问题是什么。
这可以通过观察和分析产品的不良现象得出。
D3:制定紧急对策一旦问题被定义,团队需要制定紧急对策来解决目前的不良问题。
这些对策可能包括调整电镀参数、更换使用的材料等。
D4:确定根本原因在这一步中,团队需要找出导致电镀不良的根本原因。
这可以通过数据分析、实验和其他方法来进行。
D5:制定长期对策一旦根本原因被确定,团队需要制定长期对策来避免未来出现电镀不良问题。
这可能包括改进工艺、培训操作人员等。
D6:实施对策在这一步中,团队需要实施制定的对策。
这可能需要进行一系列的试验和改进。
D7:效果确认一旦对策被实施,团队需要确认其效果。
这可以通过再次观察和测试产品来进行。
D8:预防措施最后一步是制定预防措施,以确保类似的问题不会再次发生。
这可能包括制定新的工艺规范、加强质量控制等。
4. 结论8D报告是一种系统性和有效的方法,用于解决电镀不良问题。
通过按照8个步骤进行思考和行动,可以帮助团队找出根本原因,并制定长期解决方案。
这样可以改善产品质量,提高客户满意度。
希望本文对于正在面临电镀不良问题的读者有所帮助,并能引起更多人对8D报告的关注和应用。
通过共同努力,我们可以不断提升电镀行业的质量和技术水平。
Nr.:2019-0307-Step Corrective Action ProcessProblem/Complaint:订单号: , P21126我司OQC出货检验发现一台变压器的铝排端子再次发生镀层脱落,确认不良铝排端子为改善后的端子。
NORATEL-Product/item nr:1-460-001090Corrective action initiated by / on : Prod.Nr.: QC: ww/yy:2019-7-11Ser.Nr.:Corrective action responsible:改进负责人:Date:时间:2019.7.121) PROBLEM DESCRIPTION short description 问题简单描述Catchword 关键词客户出货检验发现一台变压器上有1PCS改善后铝排表面有凸包用胶纸粘贴后,铝排表面镀层脱落,镀层脱落的铝排基材颜色呈暗黑色与先前的状态不一样。
镀层脱落2) IMMEDIATE ACTIONS short description 快速反应行动Responsible负责人Due date期限(1)接客户反映后,及时向客户处了解现状并协助处理;(2)清查库存电镀成品,发现有不良品1PCS,此批全部退回重镀处理。
7.123) ROOT CAUSE ANALYSIS short description根本原因分析Catchword 关键词(1)基质发黑的原因为不良品没有脱电干净;(2)起泡的原因是挂具没有退镀彻底,挂镀与挂具靠近接触导致;(3) 全检挑选不彻底,导致流出。
起泡4) PREVENTIVE ACTIONS short description预防措施Responsible负责人Due date期限1.要求电镀厂方对所有的上挂人员培训,重点讲解上挂前的注意事项:上挂前所有挂具必须全部退镀干净,上挂人员必须进行顺检,没有退干净的挂具,一定不能使用;电镀出来的产品,全检人员必须认真检查,一挂产品上有发现一个气泡的产品,整挂产品必须全部退镀,重新电镀,不能挑选。
8 D 报告产品类别C ategory:一体成型电感编号N o: 20200524 客户 Customer 工厂名称 Factory电话/ 传真Phone/Fax 电话/ 传真Phone/Fax邮箱 Email 邮箱 Email抱怨日期 Date of complaint 回复日期 Reply date(D1) 问题描述 Describe the problem2020年 3 月 10 日发给客户的 HA63-100MT 产品在使用过程发现磁体表面氧化生锈问题。
(D2)解决问题小组 Problem solving team小组负责人:XXX(车间主任)小组成员:XXX(品管部长)XXX(技术部长)XXX(产线组长) XXX(产线组长) XXX(技术工程师)(D3)短期对策 Identify and implement containment planNO. 临时对策责任人1 客户处库存产品处理:把库存产品和未使用的产品退回我司进行换货。
2 客户处在线产品处理:3 在途品处理:无。
4 我司库存产品处理(包括物流仓):无5 我司在线品处理:还有同批次所有产品进行外观检查。
提出部门:全体小组成员日期:2020-5-24(D4)原因分析 Identify and define the root cause1、从不良图片分析生锈品非外部沾上其它的物质而引发的生锈;是由于制品本体氧化所致;2、由于近段时间下雨天湿气较重,加之烤箱在经过较长停放之后,地面及空气中的湿气使烤箱里面形成了水蒸汽附在烘箱表面;3、在烤箱没有经过预热就将产品放进烘烤时产品水蒸气形成少量水珠滴落在一部份产品上;4、因产品在成型烘烤时产品受潮,固化后浸防锈油时水汽被锁在磁体内,在一段时间的存放后发生了氧化现象。
专用烘烤箱胶与湿气形成的颗粒状预热烘烤后蒸发烘干状态外流原因分析: 1、由于早班和中班人员上下班交接时没有交代交给后段烘烤时要将烤箱要预热 20 分钟的事宜交接清楚,烘箱内残留有潮气导致有产品氧化的现象发生; 2、在仓库存放一段时间后,有一小部分受潮的产品开始慢慢氧化生锈,由于 IPQC 人员对产品进行抽检的时候没有检出不良品,导致产品流通出去。
电镀,8d报告:电镀报告8d报告范文8d报告是什么意思8d报告时效篇一:完整8D报告模板说明:版本:D1-第一步骤: 建立解决问题小组----由品质部召集相关人员若问题无法独立解决,通知你认为有关的人员组成团队。
团队的成员必需有能力执行,例如调整机器或懂得改变制程条件,或能指挥作筛选等。
备注:执行者不列入。
D2-第二步骤: 描述问题----由品质部收集,并向小组人员传达向团队说明何时、何地、发生了什么事、严重程度、目前状态、如何紧急处理、以及展示照片和收集到的证物。
想象你是FBI的办案人员,将证物、细节描述越清楚,团队解决问题将越快。
D3-第三步骤: 执行暂时对策---由小组人员负责执行若真正原因还未找到,暂时用什么方法可以最快地防止问题?如全检、筛选、将自动改为手动、库存清查等。
暂时对策决定后,即立刻交由团队成员带回执行。
备注:为了防止遗漏,纠正措施五要→客户仓库、在途、客户生产线、工厂生产线& 工厂仓库。
D4-第四步骤: 找出问题真正原因----由小组人员讨论后确定找问题真正原因时,最好不要盲目地动手改变目前的生产状态,先动动脑。
您第一件事是要先观察、分析、比较。
列出您所知道的所有生产条件(即鱼骨图),逐一观察,看看是否有些条件走样,还是最近有些什么异动?换了夹具吗?换了作业员?换了供应商?换了运输商?修过电源供应器?流程改过?或比较良品与不良品的检查结果,看看哪个数据有很大的差异?尺寸?重量?电压值?CPK?耐电压?等等不良的发生,总是有原因,资料分析常常可以看出蛛丝马迹。
这样的分析,可以帮助您缩小范围,越来越接近问题核心。
当分析完成,列出您认为最有可能的几项,再逐一动手作些调整改变,并且观察哪些改变可使品质回复正常及影响变异的程度,进而找到问题真正的原因。
这就是著名田口式方法最简单而实际的运用。
D5-第五步骤: 选择永久对策----由小组人员讨论后确定找到造成问题的主要原因后,即可开始拟出对策的方法。