冲压常见不良的分析
- 格式:ppt
- 大小:122.50 KB
- 文档页数:19
冲压件常见不良现象及造成原因冲压件是一种常见的金属加工方法,因其高效、精确和经济的特点,被广泛应用于各个行业。
然而,在冲压过程中,常常会出现一些不良现象,这些不良现象会对产品的质量和性能产生负面影响。
下面是一些冲压件常见的不良现象及其可能的原因。
1.偏斜或歪曲:冲压件的形状和尺寸与设计要求不符,主要可能是由于锻模和冲压过程中的不正确操作所导致。
例如,锻模安装不正确或过程中应用的压力不均匀,都可能导致冲压件偏斜或歪曲。
2.皱褶或折痕:表面上形成的凹痕或皱纹,通常是由于材料在压力过程中发生挤压和扭曲而导致的。
这可能是由于材料的选择不当(例如,强度或硬度不足),或者在冲压过程中应用的压力不足引起的。
3.裂纹或断裂:冲压件在冲压过程中出现的裂纹或断裂,通常是由于材料强度不足、锻模设计不合理或操作错误导致的。
材料的强度不足可能是由于选择了与设计要求不符的材料或在冲压过程中未应用足够的压力导致的。
4.毛刺:在冲压过程中,可能会出现材料边缘上突出的毛刺。
这主要是由于材料在冲压过程中没有完全剪断或未正确处理边缘而造成的。
5.偏离位置:冲压件的孔洞或凹槽与设计要求不符的情况,有时是由于工艺参数设置不正确、锻模磨损或锻模安装不正确等原因引起的。
6.背面破碎:在一些形状复杂的冲压件上,背后可能会出现破碎或异形,这主要是由于材料在冲压过程中受到过度挤压或材料太脆而发生的。
以上是一些常见的冲压件不良现象及其可能的原因。
为了减少这些不良现象的出现,可以采取一些措施,如合理设计锻模、选择合适的材料、正确操作工艺参数等。
同时,定期维护和检查冲压设备和锻模,对材料进行合适的处理和退火,也有助于提高冲压件的质量和性能。
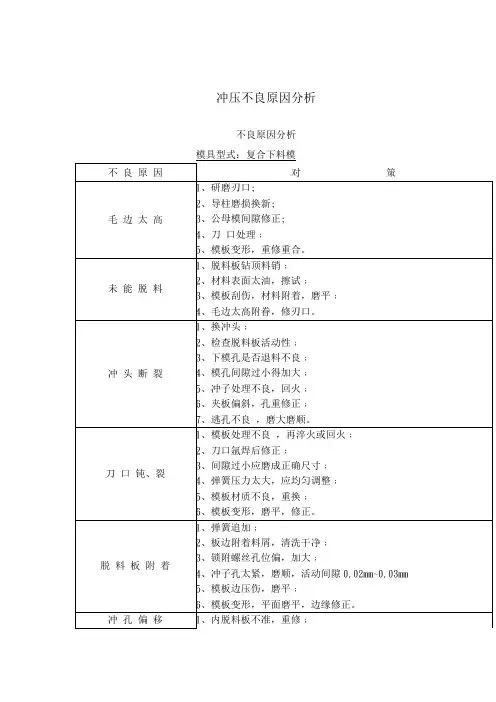
冲压加工不良及对策
冲压加工不良及对策通常涉及到多个方面,包括材料问题、设备问题、模具设计和制造问题,以及操作人员的技术水平等。
以下是一些常见的冲压加工问题及其可能的对策:
1.材料问题:如果使用的材料不符合要求,可能会导
致冲压件质量不稳定。
对策包括确保材料的质量和
规格符合产品设计要求,以及进行适当的材料预处
理。
2.模具设计和制造问题:模具设计不当或制造精度不
够,都会影响冲压件的质量。
对策包括优化模具设
计,确保模具的精确制造和定期维护。
3.设备问题:设备的不稳定性或精度不足会影响冲压
效果。
对策包括定期维护和校准冲压设备,确保其
稳定性和精度。
4.操作技术问题:操作人员的技术水平不足也会影响
产品质量。
对策包括提供专业培训,确保操作人员
掌握必要的技能和知识。
5.环境因素:环境温度、湿度等因素也可能影响冲压
件的质量。
对策包括控制生产环境,确保稳定的工
作条件。
每个具体的冲压加工问题都需要根据实际情况进行详细分析,采取相应的解决措施。
在处理这些问题时,通常需要跨部门合作,综合考虑不同因素的影响。
冲压加工不良及对策-回复【冲压加工不良及对策】一、引言冲压加工是一种常见的金属加工方式,广泛应用于制造业各个领域。
然而,由于材料、工艺、设备等多种因素的影响,冲压加工过程中会出现一些不良现象,如产品尺寸偏差、变形、表面缺陷等。
本文将以此为主题,深入探讨冲压加工不良的原因和对策,旨在提高冲压加工的质量和效率。
二、冲压加工不良原因的分析1. 材料问题:冲压加工一般使用金属材料,而材料的性能直接影响冲压过程中的变形和表面质量。
材料的硬度、韧性、延展性等因素都可能导致不良现象的发生。
2. 工艺问题:冲压加工是一个复杂的工艺过程,各个工序的参数设置和操作方式都会影响最终产品的质量。
例如,冲模的设计和精度、油压和冲击频率的控制等都是可能引起不良的关键因素。
3. 设备问题:冲压加工过程中使用的设备也可能出现问题,例如机床的刚度和精度、模具的磨损程度等都会直接影响产品的质量。
三、冲压加工不良的常见现象及对策1. 尺寸偏差尺寸偏差是冲压加工中常见的问题,主要由以下原因引起:(1) 材料的厚度不均匀会导致产品尺寸偏差,对策是加强材料的质量控制,确保材料的均匀性。
(2) 模具设计不合理,模具对产品的定位和夹紧力不足,造成尺寸偏差。
解决方法是优化模具设计,确保夹紧力均匀且足够。
(3) 冲压压力和速度控制不当,造成产品尺寸偏差。
解决方法是调整冲压过程中的参数,确保冲程稳定、压力均匀。
2. 变形冲压加工中的变形问题主要有以下几个方面原因:(1) 材料韧性不足,容易发生弹性变形。
对策是选择合适的材料,并根据不同产品的要求进行预处理,增加材料的韧性。
(2) 模具的刚度不足或设计不合理,容易导致变形。
解决方法是对模具进行优化设计,增加刚度和稳定性。
(3) 冲压过程中的应力分布不均匀会导致变形,解决方法是在冲模和产品之间加入合适的辅助材料,平衡应力分布。
3. 表面缺陷表面缺陷是冲压加工中影响产品质量的重要因素,常见的表面缺陷有划痕、气孔、崩边等。
冲压件不良现象介绍冲压件是指在冲压过程中利用模具对金属板材进行塑性变形而制成的产品。
冲压件被广泛应用于汽车、电子、家电等领域,具有成本低、生产效率高、工艺复杂等优点。
然而,在冲压过程中,可能会出现一些不良现象,本文将对冲压件的不良现象进行介绍。
1.缺陷:冲压件上会出现各种凹坑、裂纹、漏涂、皱纹等缺陷。
这些缺陷可能由于模具质量不好、机器故障、操作失误等原因引起。
这些缺陷会影响产品的外观质量和性能。
2.偏差:冲压件的尺寸和形状可能与设计要求不符。
偏差可能由于模具磨损、机器调整不当、材料变形等原因引起。
尺寸和形状的偏差会影响产品的装配性能和使用寿命。
3.皮裂:冲压件表面可能会出现裂纹。
这种现象通常由于模具设计不合理、材料质量不好、冲压过程温度控制不当等原因引起。
表面裂纹会降低产品的强度和耐腐蚀性能。
4.变形:冲压过程中,材料会发生塑性变形。
如果变形不受控制,冲压件可能会失去原有的形状和尺寸。
变形可能由于材料力学性能不稳定、变形温度不适宜、模具结构不合理等原因引起。
5.脱底:冲压过程中,冲孔部分的材料可能会脱离基底。
脱底可能由于冲压力度太大、材料与模具之间磨擦力过大等原因引起。
脱底会导致冲压件的几何形状不准确和强度下降。
6.金属流动不良:在冲压过程中,金属板材会发生流动,填充模具中的空腔。
如果金属流动不良,可能会导致冲压件的表面粗糙、尺寸不准确等问题。
金属流动不良可能由于模具表面摩擦力大、材料温度不稳定等原因引起。
除了上述不良现象外,还有一些其他不良现象,如冲头磨损、起皱、毛刺等。
在实际生产中,工艺工人通过调整机器参数、加工模具、优化工艺过程等方法,努力避免和减少冲压件的不良现象。
此外,质检部门也会对冲压件进行严格的检验,确保产品质量符合要求。
冲压件的不良现象分析和解决是冲压生产中一个重要的环节,对于提高冲压件的质量和效率具有重要意义。
冲压常见不良分析冲压是指在冲压机上利用模具对金属材料进行塑性变形加工的一种工艺。
冲压工艺具有高效、高质、高产的特点,广泛应用于汽车、电子、家电、航空航天等行业。
然而,在实际生产中,由于各种原因,冲压过程中常会出现不良问题。
下面将对冲压常见的不良分析进行详述。
1.断杆断杆是指在冲压过程中材料发生断裂而导致工件出现中断。
常见的原因包括材料强度不足、模具设计不合理、上模和下模不对中、模具磨损严重等。
解决方法包括选用合适的材料、优化模具设计、正确调整上下模位置、及时更换损坏的模具等。
2.起皱起皱是指在冲压过程中工件出现皱纹或褶皱。
常见原因包括上下模不对中、材料过度拉伸、模具间隙不合适、材料不均匀等。
解决方法包括调整上下模位置、优化模具设计、选择合适的材料等。
3.模具磨损模具磨损是指由于冲压过程中的摩擦和冲击导致模具表面出现磨损。
常见原因包括工作负荷过大、材料硬度过高、润滑不良等。
解决方法包括合理安排加工工艺、选用合适的材料、增加润滑措施等。
4.变形变形是指在冲压过程中工件形状发生不正常的改变。
常见原因包括模具设计不合理、上下模不对中、材料太薄或太厚、材料硬度不均匀等。
解决方法包括优化模具设计、调整上下模位置、选择合适的材料等。
5.偏歪偏歪是指在冲压过程中工件出现倾斜或偏移。
常见原因包括模具设计不合理、上下模不对中、材料受力不均匀等。
解决方法包括优化模具设计、调整上下模位置、合理分配应力等。
6.裂纹裂纹是指在冲压过程中工件出现裂缝或裂纹。
常见原因包括材料强度不足、模具设计不合理、加工过程中受到外力冲击等。
解决方法包括选用合适的材料、优化模具设计、避免外力冲击等。
7.露底露底是指在冲压过程中模具底部与工件接触不紧密,导致工件底部出现不良现象。
常见原因包括模具设计不合理、上下模不对中、材料过度拉伸等。
解决方法包括优化模具设计、调整上下模位置、选择合适的材料等。
综上所述,冲压过程中常见的不良问题包括断杆、起皱、模具磨损、变形、偏歪、裂纹和露底等。
冲压常见缺陷及原因冲压常见缺陷及原因:冲压是一种通过机械设备对金属板材进行成形加工的方法。
然而,在冲压过程中,由于各种原因,可能出现一些缺陷。
下面将介绍冲压常见的缺陷及其可能的原因。
1. 折皱:在冲压过程中,金属板材边缘或弯曲处可能发生折皱。
这种缺陷通常由于材料强度不足、模具设计不合理或冲床设备运行不正常等原因引起。
解决折皱的方法包括增加材料强度、优化模具结构、调整冲床运行参数等。
2. 拉伸过度:当冲床施加过大的力量或金属板材材料太薄,就可能导致拉伸过度。
拉伸过度的结果是金属板材上出现细小的褶皱、突起或划痕。
这种缺陷的解决方法包括减小冲床的力量、增加金属板材的厚度等。
3. 翘曲:某些形状较大或边界不规则的零件,在冲压过程中容易出现翘曲。
翘曲是由于应力不平衡引起的,可能是因为金属板材的材料性能不均匀,或设计的模具结构不合理。
为解决翘曲问题,可以通过加大金属板材的厚度、改善模具结构、进行模具预热等方法来进行控制。
4. 压痕:冲压过程中,模具和金属板材的接触面积增大,可能导致压痕。
压痕通常由模具与金属板材的几何形状不匹配、模具表面磨损或冲压速度过快等原因引起。
要避免压痕,需要修整模具、减小冲压速度、增大横向刚度等。
5. 断裂:在冲压过程中,金属板材可能发生断裂现象。
断裂通常是由于金属板材的材料强度不足、冲床应用过大的力量、尖锐的角度等原因引起的。
预防和避免断裂的方法包括增加材料的强度、降低冲压力量、尽量避免尖锐的角度等。
6. 塑性不足:冲压过程中,金属板材可能无法达到所需的形状,表现出塑性不足的现象。
塑性不足通常由于材料的冷硬化、材料性能不良、冲压参数设置不正确等原因引起。
为解决塑性不足问题,可以通过提高材料的变形能力、改变冲压参数、使用适当的模具润滑剂等方法进行改进。
7. 表面缺陷:冲压过程中,金属板材的表面可能出现一些缺陷,如裂纹、凹痕、气泡等。
表面缺陷通常由于材料和模具表面的接触不良、模具的不加工精确度或冲床操作不当等原因导致。
冲压各种不良原因分析冲压是一种通过将片材在模具中进行加工来得到所需形状的金属成形工艺。
在冲压过程中,可能会出现各种不良,这些问题会导致产品质量下降、生产效率低下甚至工装毁损。
因此,分析冲压各种不良原因非常重要,下面是一些常见的冲压不良及其原因分析:1.断裂:冲压件在冲切或折弯过程中出现裂纹或完全断裂。
可能的原因包括:-材料问题:材料强度低、材料中存在缺陷等;-模具问题:模具结构设计不合理、模具磨损等;-冲压工艺问题:冲切或折弯过程中受力不均匀、过多或过少冲次等。
2.塌陷:冲压件在成型过程中出现凹陷或塌陷的现象。
可能的原因包括:-材料问题:材料的硬度不够、材料强度不足等;-设计问题:冲压件的结构设计不合理,导致在成型过程中无法支撑或保持形状;-工艺问题:成型过程中受力不均匀、成型速度过快等。
3.厚薄不均:冲压件在成型后,不同部位的厚度不一致。
可能的原因包括:-材料问题:材料在加热或制造过程中导致成分不均匀;-模具问题:模具磨损不均匀或设计不合理;-冲压工艺问题:冲压力度不均匀、过程中产生的应力不一致等。
4.倾斜或歪曲:冲压件的形状不符合要求,出现倾斜或歪曲。
可能的原因包括:-模具问题:模具不均匀受力、设计不合理或磨损等;-材料问题:材料强度不足、材料脆性较大等;-工艺问题:冲压力度不均匀,成型过程中存在过大或过小的应力等。
5.划伤或刮削:冲压件的表面出现划痕、刮削或破损等现象。
可能的原因包括:-材料问题:材料的硬度不够,容易被刮伤;-模具问题:模具表面粗糙度较大,存在尖锐的边缘或凹凸不平等;-工艺问题:冲压速度过高、模具与材料间存在过大的摩擦等。
6.反弹:冲压件在成型过程中出现部分或全部弹回的现象。
可能的原因包括:-材料问题:材料弹性高、刚性低;-设计问题:冲床结构设计不合理,导致弹性回弹;-工艺问题:冲压速度过快、冲床压力不均匀等。
以上是冲压各种不良的常见原因及分析,通过分析不良原因,可以采取相应的纠正措施,提高冲压过程中的质量和效率。
冲压常见不良及原因分析冲压常见的不良问题包括材料拉伸、碰撞、倾斜、断裂、破裂、脱落、划伤等。
以下将对这些常见不良及其原因进行分析。
首先是材料拉伸。
材料拉伸是冲压过程中常见的问题,其原因主要包括以下几个方面:一是冲压机参数设置不当,如冲床工作速度过快、冲床工作压力过大等;二是工作件材料的材质不适合冲压工艺,如强度不足、塑性差等;三是工作件的几何形状不合理,导致材料在冲压过程中容易受到过大的拉伸力。
其次是碰撞问题。
碰撞是指冲压过程中工作件与模具或其他物体之间发生的碰撞,导致工作件表面产生划痕、凹陷等不良问题。
碰撞的原因主要包括冲压机运行不稳定、模具设计不合理、冲床操作不规范等。
倾斜是指冲压过程中工作件相对于模具轴线的偏离程度。
倾斜的原因主要是模具安装不平衡、冲床运行不稳定、模具使用时间过长等。
倾斜会导致工作件的尺寸偏差、形状失真等不良问题。
断裂是指冲压过程中工作件发生断裂现象。
断裂的原因主要是冲压机参数设置不当,如冲床工作压力过大、冲床工作速度过快;工作件材料的强度不足、塑性差等。
断裂会导致工作件无法正常使用或无法继续加工。
破裂是指冲压过程中工作件发生破裂的现象。
破裂的原因主要是工作件材料内部存在缺陷、冲压机参数设置不当等。
破裂会导致工作件失去使用价值。
脱落是指冲压过程中工作件上的一些零件或结构脱离整体。
脱落的原因主要是模具设计不合理,工作件内部结构不牢固,冲压机参数设置不当等。
脱落会导致工作件无法正常使用或无法继续加工。
划伤是指冲压过程中工作件表面出现划痕。
划伤的原因主要是模具表面粗糙,冲床操作不规范等。
划伤会影响工作件的外观质量,降低产品的使用价值。
综上所述,冲压常见的不良问题及其原因分析可以帮助冲压工程师在工作中更好地识别和解决问题,提高冲压工艺的稳定性和产品的质量。
冲压常见不良及原因精确分析冲压是一种常用的金属加工工艺,可以用于制作各种金属零件。
然而,在冲压过程中常常会出现不良品,这些不良品可能会导致产品质量下降、生产效率降低,甚至还可能导致机床设备损坏。
因此,准确分析冲压常见不良及原因对于提高生产效率和产品质量至关重要。
以下是冲压常见不良及其原因的精确分析:1.断裂原因:-材料强度不足:原材料的强度不够,无法承受冲压过程中的应力而导致断裂。
-模具设计不合理:模具设计的切口和圆角设置不当,导致应力集中,从而导致断裂。
-冲压速度过快:冲压速度过快,导致过多的冲击力集中在一个点上,无法承受而导致断裂。
2.波纹原因:-材料过度拉伸:材料在冲压过程中受到过度的延展或拉伸,导致形成波纹。
-模具不平整或不适当:模具表面不平整或模具设计不合理,导致冲压后的产品出现波纹。
-冲压速度过快:冲压速度过快,无法适应材料的流动性,导致波纹问题。
3.划伤/划痕原因:-模具表面有毛刺或凹凸不平:模具表面不光滑或有毛刺,会划伤/划痕产品表面。
-冲压力度不均匀:冲压力度不均匀,会导致冲头或切口无法正常切割,从而划伤/划痕产品表面。
-材料表面污染:材料表面有油污或其他污物,会在冲压过程中与模具发生摩擦,导致划伤/划痕。
4.变形/扭曲原因:-材料强度不够:材料的强度不足,无法抵抗冲压力度而导致变形/扭曲。
-模具设计不合理:模具设计不合理,造成冲压压力不均匀而导致变形/扭曲。
-材料厚度不均匀:材料的厚度不均匀,会导致冲压过程中应力分布不均匀,进而造成变形/扭曲。
5.模具磨损原因:-材料硬度过高:材料的硬度过高,与模具接触时容易造成模具磨损。
-冲压速度过快:冲压速度过快,会加速模具的磨损。
-模具材料质量不好:模具材料质量不好,容易受到冲压力度的磨损。
6.翻边原因:-材料硬度不够:材料硬度不够,在冲压过程中容易形成翻边。
-冲压力度不均匀:冲压力度不均匀会导致材料在应力作用下产生变形而形成翻边。
-模具设计不合理:模具设计不合理,导致冲压过程中材料无法正常定位,导致翻边问题。
冲压模具常见故障分析及解决方法冲压模具在使用过程中,常常会出现一些故障,影响生产效率和模具寿命。
下面将介绍一些常见的冲压模具故障及解决方法。
1.模具损坏:模具在使用过程中容易出现磨损、断裂等问题。
其主要原因可能是设计不合理、材料选择不当、模具使用频繁或模具维护不当等。
解决方法包括:重新设计模具、更换高强度材料、合理安排生产计划以减少使用频率、定期维护和保养模具。
2.模具卡料:模具在冲压过程中可能会出现卡料现象,导致模具损坏和生产中断。
这通常是由于材料不适合冲压工艺或冲切刀刃不锋利引起的。
解决方法包括:调整冲压参数、更换合适的材料、定期维护冲切刀刃。
3.模具发热:冲压过程中,模具可能因为摩擦、压力等原因发热,进而影响冲压质量。
这往往是由于模具孔内润滑不良、冲压速度过快或冲压压力不稳定等原因造成的。
解决方法包括:添加润滑剂、调整冲压参数。
4.模具卡模:模具在工作过程中,可能会因为模具安装不稳固或模具部件变形等原因导致卡模。
解决方法包括:重新固定模具、更换变形的模具部件。
5.模具冷却不良:冲压过程中,模具需要通过冷却来保持合适的工作温度。
如果模具冷却不良,可能会导致模具变形、模具表面质量下降等问题。
解决方法包括:优化冷却水路径、增加冷却装置。
6.模具偏移:冲压过程中,模具可能会由于冲压压力过大、不均匀等原因导致偏移。
这通常是由于模具加工精度不高、模具安装不稳固或冲压设备不平衡等原因引起的。
解决方法包括:提高模具加工精度、重新固定模具、调整冲压设备。
7.模具寿命短:模具的寿命受到多种因素影响,包括材料质量、冲压参数、使用频率等。
如果模具寿命较短,可能是由于这些因素不合理引起的。
解决方法包括:选择优质的材料、优化冲压参数、适当减少使用频率。
总之,冲压模具在使用过程中常常会出现一些故障,但只要对问题进行准确分析并采取相应的解决方法,就可以及时解决问题,延长模具寿命,提高生产效率。
冲压常见不良的分析冲压是一种常用的金属加工方法,用于制造各种金属零部件。
在冲压过程中,可能会出现一些不良情况,对产品的质量和效率产生影响。
以下是冲压常见不良的分析。
1.变形不足:变形不足是指冲压零件的变形程度不满足设计要求。
可能原因包括材料太硬、油膜不足、压力不足等。
解决方法可以采取增加油膜厚度、增加压力、更换材料等。
2.变形过度:变形过度是指冲压零件的变形程度超过设计要求。
可能原因包括材料太软、油膜过厚、压力过大等。
解决方法可以采取减少油膜厚度、减小压力、更换材料等。
3.提升裁剪:提升裁剪是指在冲压过程中,材料的裁剪边缘出现提升或滚动的情况。
可能原因包括模具过磨损、裁剪刃口间隙不当、冲程不合适等。
解决方法可以采取修复模具、调整裁剪刃口间隙、调整冲程等。
4.挤出裂纹:挤出裂纹是指在冲压过程中,材料出现纵向或横向的裂纹。
可能原因包括材料脆性过高、裁剪刃口过尖锐、冲压速度过快等。
解决方法可以采取增加材料的韧性、修整裁剪刃口、减缓冲压速度等。
5.倾斜变形:倾斜变形是指冲压零件出现倾斜或偏斜的情况。
可能原因包括模具设计不合理、材料流动不均匀、冲孔间隙过大等。
解决方法可以采取优化模具设计、调整冲孔间隙、调整冲压工艺等。
6.销钉、毛刺:销钉和毛刺是指冲压零件表面或边缘出现凸起的小材料。
可能原因包括模具设计不合理、冲压力度过大、材料流动不畅等。
解决方法可以采取修整模具、减小冲压力度、增加冲压次数等。
7.冲孔残留:冲孔残留是指冲压过程中,冲孔后仍有一部分材料未完全被冲掉。
可能原因包括冲头磨损、冲头与模具不匹配、冲孔力度不足等。
解决方法可以采取修整冲头、调整冲头与模具的配合度、增加冲孔力度等。
8.斜压:斜压是指冲压过程中,冲头不垂直于工件表面进行压制,导致工件变形。
可能原因包括机床不稳定、模具设计不合理、冲压力度不均匀等。
解决方法可以采取调整机床、优化模具设计、提高冲压力度均匀性等。
以上是冲压常见的不良情况及其分析。