管道防腐补口、补伤、剥离强度检查记录讲义
- 格式:docx
- 大小:841.90 KB
- 文档页数:240
中国石油西气东输管道公司粤桂管理处油气管道防腐补口、补伤讲义西气东输管道公司粤桂管理处二〇二二年四月目录1、防腐补口的意义 (1)1.1输油、气钢管腐蚀原理及影响因素 (1)1.2 输油、输气钢管防腐技术 (3)2、防腐补口的施工工艺和方法 (4)2.1沥青热浇涂补口 (4)2.2热烤沥青缠带补口 (4)2.3聚乙烯胶粘带补口 (5)2.4环氧煤沥青补口 (5)2.5环氧粉末补口 (5)2.6聚乙烯电热熔套补口 (6)2.7幅射交联聚乙烯热收缩套(片)补口 (6)2.8复合结构补口 (6)3、西二线线路主要防腐补口施工工艺 (7)3.1干膜施工和湿膜施工 (7)3.2防腐补口流程 (8)3.3西二线补口材料主要技术要求 (8)3.4国内外热缩带差异 (11)3.5特殊的补口 (13)4、主管线补口失效的主要形式 (14)5、补口主要环节及监督 (15)5.1、补口前准备 (15)5.2、补口准备 (16)5.3、喷砂除锈 (17)5.4、热收缩带施工 (18)5.4、热收缩带常见问题 (21)6、站场内防腐补口 (25)7、补伤 (26)7.1管道防腐层、补口处补伤 (26)7.2补伤方法 (26)7.3补伤主要环节 (27)7.4补伤质量检查验收 (28)1、防腐补口的意义我国每年因腐蚀造成的经济损失高达2800亿元,比每年风灾,水灾、地震、火灾等自然灾害的总和还要多。
腐蚀还会造成各种事故和重大灾害。
我国石油化工、公共事业等行业中管道因腐蚀穿孔达2万次/年,其主要发生在钢管的接口处和管道自身的磕碰伤。
管道的补口、补伤对于管道保护有着重要意义。
1.1输油、气钢管腐蚀原理及影响因素1.1.1内壁腐蚀埋地输油、气管道内含有油、气、水等介质,其内壁腐蚀是介质中的水在内壁生成一层亲水膜并形成原电池所发生的电化学腐蚀,或者是其他有害物质(硫化氢、硫化物、二氧化碳等)直接与金属作用引起的化学腐蚀。
特别是在管道弯头,低洼积水处、气液交界面,电化学腐蚀异常强烈,管壁大面积腐蚀减薄或形成一系列腐蚀深坑及沟槽。
油气管道防腐补口、补伤讲义沈阳三全工程监理咨询有限公司二〇二二年四月目录1、防腐补口的意义 (1)1.1输油、气钢管腐蚀原理及影响因素 (1)1.2 输油、输气钢管防腐技术 (3)2、防腐补口的施工工艺和方法 (4)2.1沥青热浇涂补口 (4)2.2热烤沥青缠带补口 (4)2.3聚乙烯胶粘带补口 (5)2.4环氧煤沥青补口 (5)2.5环氧粉末补口 (5)2.6聚乙烯电热熔套补口 (6)2.7幅射交联聚乙烯热收缩套(片)补口 (6)2.8复合结构补口 (6)3、西二线线路主要防腐补口施工工艺 (7)3.1干膜施工和湿膜施工 (7)3.2防腐补口流程 (8)3.3西二线补口材料主要技术要求 (8)3.4国内外热缩带差异 (11)3.5特殊的补口 (13)4、主管线补口失效的主要形式 (14)5、补口主要环节及监督 (15)5.1、补口前准备 (15)5.2、补口准备 (16)5.3、喷砂除锈 (17)5.4、热收缩带施工 (18)5.4、热收缩带常见问题 (21)6、站场内防腐补口 (25)7、补伤 (26)7.1管道防腐层、补口处补伤 (26)7.2补伤方法 (26)7.3补伤主要环节 (27)7.4补伤质量检查验收 (28)1、防腐补口的意义我国每年因腐蚀造成的经济损失高达2800亿元,比每年风灾,水灾、地震、火灾等自然灾害的总和还要多。
腐蚀还会造成各种事故和重大灾害。
我国石油化工、公共事业等行业中管道因腐蚀穿孔达2万次/年,其主要发生在钢管的接口处和管道自身的磕碰伤。
管道的补口、补伤对于管道保护有着重要意义。
1.1输油、气钢管腐蚀原理及影响因素1.1.1内壁腐蚀埋地输油、气管道内含有油、气、水等介质,其内壁腐蚀是介质中的水在内壁生成一层亲水膜并形成原电池所发生的电化学腐蚀,或者是其他有害物质(硫化氢、硫化物、二氧化碳等)直接与金属作用引起的化学腐蚀。
特别是在管道弯头,低洼积水处、气液交界面,电化学腐蚀异常强烈,管壁大面积腐蚀减薄或形成一系列腐蚀深坑及沟槽。
西气东输管线工程防腐补口、补伤施工技术孙杰·王学国郭彬。
刘荣哲任茬(1 辽河石油勘探局油田建设工程二公司,辽宁盘锦124012;2.中油辽河油田分公司油气集输公司,辽宁盘锦124010)摘要西气东输管道工程现场防腐补口、补伤是保证管道使用寿命及安全性的关键工序之一,施工质量要求高,加之地形地貌复杂,使施工有一定难度。
通过制定适宜的工艺技术,研制与配套了合理的施工设备与机具,达到了补口、补伤施工要求,文中介绍了施工工艺流程、工艺技术要点、主要设备机具及所实现的工程目标。
关键词西气东输管道补口补伤施工工艺技术施工设备Field Coating for Weld Joint onWest Gas Transmitting to East Pipeline ProjectSun Jie W ang Xueguo Guo Bin Liu Rongzhe Ren Cha(1 Liaohe Petroleum Exploration Administration Bureau,2 Oilfield Construction Engineering Company,Panjin,Liaoning 124012;2.Petroehina Liaohe Oilfield Corporation,Oil&Gas Gathering Company,Panjin,Liaohe 12401O)Abstract The field coating for weld joint and coating repair are one of key procedures tOpipeline service life of the"West Gas Transmitting to East”pipeline project.The construction quality standard is strict and high but the field landform andtopography are complicated resultingmany difficulties in field construction.The appropriate field coating technology and useful toolsand equipment are developed to meet the project target.The weld joint field coating and repaircoating technology as well as the tools and equipment are described. Keywords "West Gas Transmitting East"pipeline,field coating for weld joint,construction technology,tools and equipment西气东输管道工程横贯我国东西版图,起点是新疆塔里木的轮南市,终点是上海市西郊的白鹤镇,管道干线自西向东途经9个省、区、直辖市,管道全长约3900km,管径为1016mm,材质为XT0,设计工作压力为1OMPa,管道外防腐结构采用三层PE。
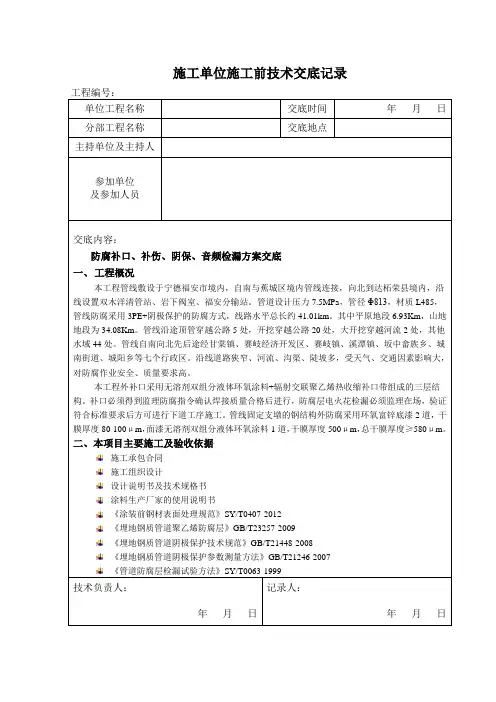
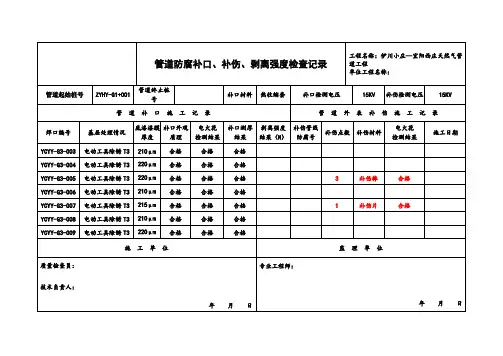
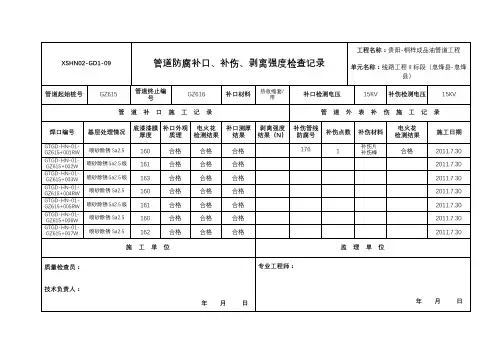
施工单位施工前技术交底记录
续表
《管道防腐层厚度的无损测量方法(磁性法)》SY/T0066-1999
固定支墩防腐
固定支墩内环形钢板、加劲板与管道焊接时,需剥掉焊接处三层PE防腐层,此处易发生腐蚀,对环形钢板、加劲板及剥掉防腐层的管道外防腐采用环氧富锌底漆2道,干膜厚度80~
无溶剂双组份液体环氧涂料1道,干膜厚度500μm,总干膜厚厚≥580μm。
阴极保护
测试桩
为检测阴极保护效果,及时发现存在的问题,在管道沿线设金属测试桩。
测试桩由桩体、测试接线板、测试导线和铭牌等几部分组成,测试桩应有编号。
a)测试桩设置原则
阴极保护测试桩与里程桩合建,测试桩应尽量设置在路边、田边等易于测试的地方阴保测试桩的设置遵循以下原则:
管道沿线每1km安装电位测试桩1支(第1支设在本标段管线起点处);
电位:管道自然电位;阳极开路电位;阳极闭路电位;管道保护电位;。
防腐补口、补伤作业指导书(线路工程)中国石油管道公司管道工程第四项目经理部一、编制依据1、《埋地钢质管道聚乙烯防腐层技术标准》SY/T0413-2002;2、《辐射交联聚乙烯热收缩带(套)》SY/T4054-2003;3、四川省西普企业有限责任公司CEP-4热收缩带现场操作说明及注意事项-湿膜安装;4、《油气长输管道工程施工及验收规范》GB50369-2006;5、《石油天然气建设工程施工质量验收规范输油输气管道线路工》SY4208-2008。
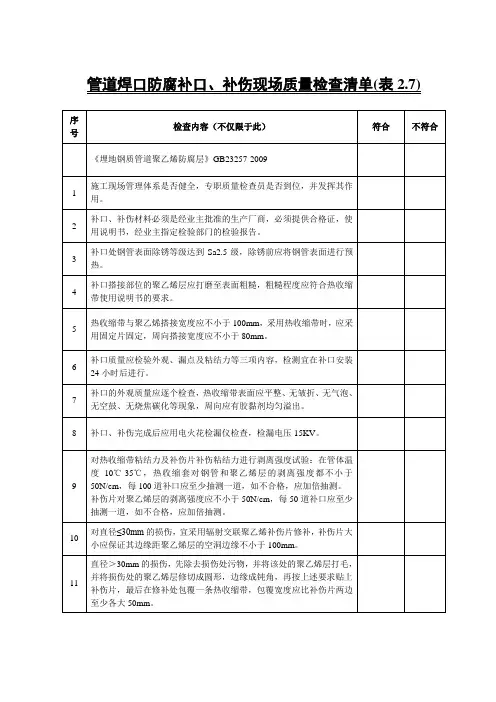
二、防腐补口、补伤施工操作要点1、热收缩带防腐补口施工操作要点(1)喷砂除锈时钢管的预热:为了避免喷砂后加热钢管时产生新的锈迹,在喷砂前应将钢管预热至40℃-50℃(冬季,适当提高预热温度至70-80℃)。
对补口部位进行清洁并喷砂除锈至Sa2.5级。
(2)表面预处理后的钢管表面的锚纹深度应达到50~70um。
(3)钢管表面预处理后2小时内应进行涂敷作业,表面返锈时,应重新进行表面处理。
(4)打毛宽度应与热收缩带覆盖宽度基本一致:同时将热收缩带与管体涂层搭接处清洁并加热、用钢丝刷将其打毛,完毕后,应清除浮渣;涂层打毛深度及密度约为1mm,沿竖向及斜向打毛。
如图所示:(5)预热及底漆的涂刷①钢管、搭接部位的预热:将补口部位的钢管和搭接部位的涂层预热到40℃-60℃,环境温度较高时,宜在40℃-50℃范围内选择;天气转凉时,宜在50℃-60℃范围内选择。
②底漆的涂刷:将搅拌好的底漆迅速均匀涂敷在补口处的钢管表面及搭接处的涂层上,涂刷宽度与热收缩带覆盖宽度基本一致,被打毛区一定要涂刷底漆。
如下图所示:③在底漆尚湿润时,迅速将热收缩印有搭接线一端的内层热熔胶考软、发粘,并粘贴在焊口的中央部位,用手抚平。
沿轴向边缘安放一根胶条。
如下图所示:(6)一定要在底漆尚湿润时安装热收缩带,不得在加热已涂好的底漆。
(7)再将热收缩带的另一端内层热熔胶烤软、发亮,沿钢管周向绕至搭接线,并将搭接线以前基材表面加热后,对准粘贴,用手拍打压紧。
一、编制依据1、《埋地钢质管道聚乙烯防腐层技术标准》SY/T0413-2002;2、《辐射交联聚乙烯热收缩带(套)》SY/T4054-2003;3、四川省西普企业有限责任公司CEP-4热收缩带现场操作说明及注意事项-湿膜安装;4、《油气长输管道工程施工及验收规范》GB50369-2006;5、《石油天然气建设工程施工质量验收规范输油输气管道线路工》SY4208-2008。
二、防腐补口、补伤施工操作要点1、热收缩带防腐补口施工操作要点(1)喷砂除锈时钢管的预热:为了避免喷砂后加热钢管时产生新的锈迹,在喷砂前应将钢管预热至40℃-50℃(冬季,适当提高预热温度至70-80℃)。
对补口部位进行清洁并喷砂除锈至Sa2.5级。
(2)表面预处理后的钢管表面的锚纹深度应达到50~70um。
(3)钢管表面预处理后2小时内应进行涂敷作业,表面返锈时,应重新进行表面处理。
(4)打毛宽度应与热收缩带覆盖宽度基本一致:同时将热收缩带与管体涂层搭接处清洁并加热、用钢丝刷将其打毛,完毕后,应清除浮渣;涂层打毛深度及密度约为1mm,沿竖向及斜向打毛。
如图所示:(5)预热及底漆的涂刷①钢管、搭接部位的预热:将补口部位的钢管和搭接部位的涂层预热到40℃-60℃,环境温度较高时,宜在40℃-50℃范围内选择;天气转凉时,宜在50℃-60℃范围内选择。
②底漆的涂刷:将搅拌好的底漆迅速均匀涂敷在补口处的钢管表面及搭接处的涂层上,涂刷宽度与热收缩带覆盖宽度基本一致,被打毛区一定要涂刷底漆。
如下图所示:③在底漆尚湿润时,迅速将热收缩印有搭接线一端的内层热熔胶考软、发粘,并粘贴在焊口的中央部位,用手抚平。
沿轴向边缘安放一根胶条。
如下图所示:(6)一定要在底漆尚湿润时安装热收缩带,不得在加热已涂好的底漆。
(7)再将热收缩带的另一端内层热熔胶烤软、发亮,沿钢管周向绕至搭接线,并将搭接线以前基材表面加热后,对准粘贴,用手拍打压紧。
如下图所示:(8)固定片的安装:将固定片内层加热数秒钟使乳白胶层发亮。