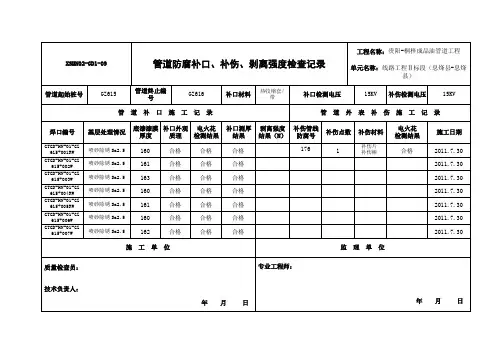
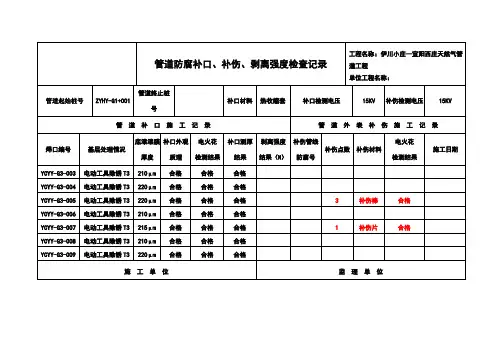
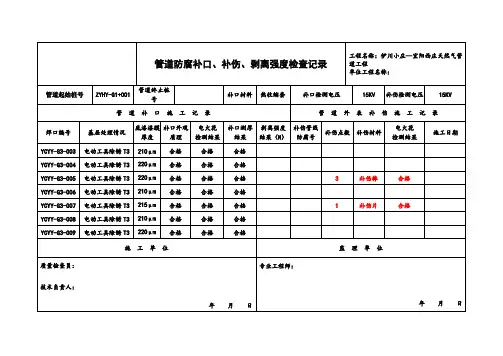
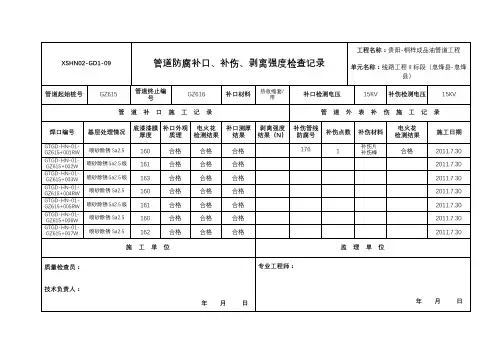
管道防腐补口、补伤、剥离强度检查记录
- 格式:doc
- 大小:59.50 KB
- 文档页数:4
施工单位施工前技术交底记录
续表
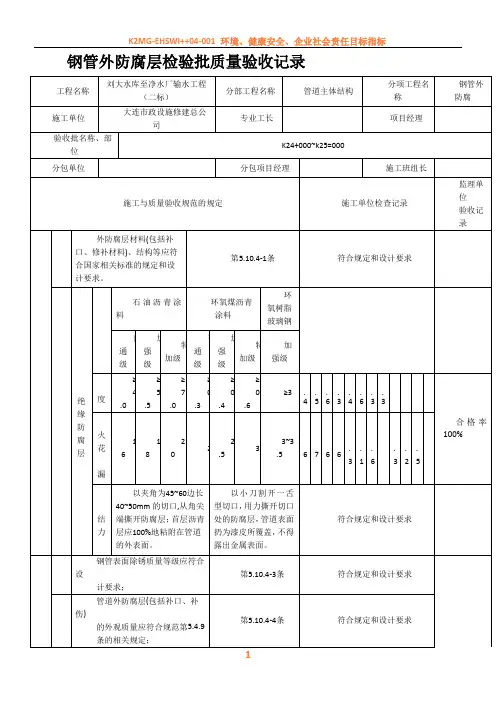
《管道防腐层厚度的无损测量方法(磁性法)》SY/T0066-1999
固定支墩防腐
固定支墩内环形钢板、加劲板与管道焊接时,需剥掉焊接处三层PE防腐层,此处易发生腐蚀,对环形钢板、加劲板及剥掉防腐层的管道外防腐采用环氧富锌底漆2道,干膜厚度80~
无溶剂双组份液体环氧涂料1道,干膜厚度500μm,总干膜厚厚≥580μm。
阴极保护
测试桩
为检测阴极保护效果,及时发现存在的问题,在管道沿线设金属测试桩。
测试桩由桩体、测试接线板、测试导线和铭牌等几部分组成,测试桩应有编号。
a)测试桩设置原则
阴极保护测试桩与里程桩合建,测试桩应尽量设置在路边、田边等易于测试的地方阴保测试桩的设置遵循以下原则:
管道沿线每1km安装电位测试桩1支(第1支设在本标段管线起点处);
电位:管道自然电位;阳极开路电位;阳极闭路电位;管道保护电位;。
管道强度试验记录试验日期:20XX年XX月XX日试验地点:XXX工厂试验目的:本次试验旨在测试管道的强度,以评估其是否符合设计要求和使用要求。
试验装置:1.设备:试验机、压力传感器、扳手、液压泵等2.材料:管道样品、润滑油、压力测量液试验步骤:1.准备工作:a.将管道样品和试验机连接,并调整合适的位置。
b.安装压力传感器,确保连接牢固。
c.根据管道的工作介质,选择合适的液压液,并填充至试验机中。
d.根据管道接口的要求,选择合适的接头,并连接到试验机上。
2.强度试验:a.开启液压泵,逐渐增加液压压力,直到达到设计要求或管道发生破坏。
b.在增加液压压力的过程中,使用扳手对管道进行定期检查,确保其无松动或异物堵塞。
c.当管道达到设计要求或发生破坏时,停止液压泵。
3.数据记录:a.在试验过程中,使用压力传感器实时记录液压压力,并绘制压力-时间曲线。
b.在发生破坏时,记录破坏前的最大液压压力。
c.对破坏的管道进行观察和记录,包括破坏模式、破坏位置等。
4.数据分析:a.根据试验数据,计算管道的最大承载能力和强度指标。
b.将试验结果与设计要求进行比较,评估管道的合格性。
试验结果:根据试验数据分析,我们得出以下结论:1.管道在试验过程中表现出较高的承载能力和强度,符合设计要求。
2.管道在达到设计要求的液压压力下出现破坏,破坏模式为XXXX,破坏位置为XXXX。
3.管道的最大承载能力为XXXX,强度指标为XXXX。
结论与建议:根据试验结果,可以确认该管道在设计和制造过程中具有良好的品质和强度。
建议在实际使用中,按要求进行安装和维护,以确保其长期稳定的工作性能。
附加说明:为了保证试验的准确性和可靠性,我们在试验中采取了以下措施:1.选择合适的试验装置和材料,以保证试验的逼真性和可比性。
2.按照相关标准和要求,严格控制试验过程中的操作和参数。
3.在试验前进行充分的准备工作,包括试验装置和材料的检查和校准。
4.同时进行多次试验,以得出准确和可靠的试验结果。
一、编制依据1、《埋地钢质管道聚乙烯防腐层技术标准》SY/T0413-2002;2、《辐射交联聚乙烯热收缩带(套)》SY/T4054—2003;3、四川省西普企业有限责任公司CEP-4热收缩带现场操作说明及注意事项—湿膜安装;4、《油气长输管道工程施工及验收规范》GB50369-2006;5、《石油天然气建设工程施工质量验收规范输油输气管道线路工》SY4208—2008。
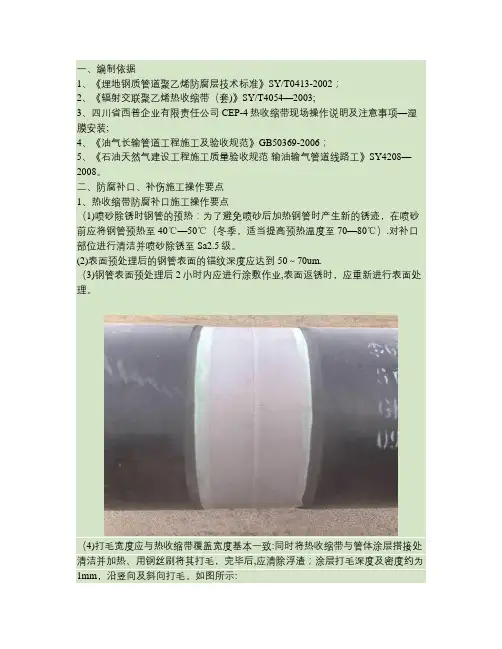
二、防腐补口、补伤施工操作要点1、热收缩带防腐补口施工操作要点(1)喷砂除锈时钢管的预热:为了避免喷砂后加热钢管时产生新的锈迹,在喷砂前应将钢管预热至40℃—50℃(冬季,适当提高预热温度至70—80℃).对补口部位进行清洁并喷砂除锈至Sa2.5级。
(2)表面预处理后的钢管表面的锚纹深度应达到50~70um.(3)钢管表面预处理后2小时内应进行涂敷作业,表面返锈时,应重新进行表面处理。
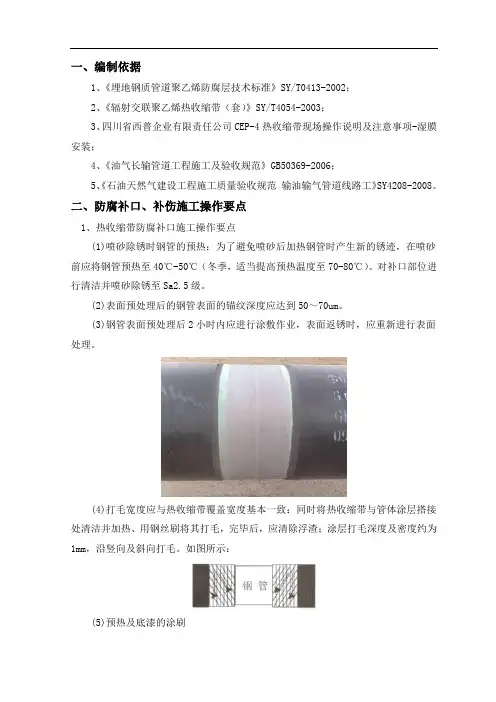
(4)打毛宽度应与热收缩带覆盖宽度基本一致:同时将热收缩带与管体涂层搭接处清洁并加热、用钢丝刷将其打毛,完毕后,应清除浮渣;涂层打毛深度及密度约为1mm,沿竖向及斜向打毛。
如图所示:(5)预热及底漆的涂刷①钢管、搭接部位的预热:将补口部位的钢管和搭接部位的涂层预热到40℃-60℃,环境温度较高时,宜在40℃-50℃范围内选择;天气转凉时,宜在50℃—60℃范围内选择。
②底漆的涂刷:将搅拌好的底漆迅速均匀涂敷在补口处的钢管表面及搭接处的涂层上,涂刷宽度与热收缩带覆盖宽度基本一致,被打毛区一定要涂刷底漆。
如下图所示:③在底漆尚湿润时,迅速将热收缩印有搭接线一端的内层热熔胶考软、发粘,并粘贴在焊口的中央部位,用手抚平。
沿轴向边缘安放一根胶条.如下图所示:(6)一定要在底漆尚湿润时安装热收缩带,不得在加热已涂好的底漆.(7)再将热收缩带的另一端内层热熔胶烤软、发亮,沿钢管周向绕至搭接线,并将搭接线以前基材表面加热后,对准粘贴,用手拍打压紧。
如下图所示:(8)固定片的安装:将固定片内层加热数秒钟使乳白胶层发亮。
防腐补口、补伤作业指导书(线路工程)中国石油管道公司管道工程第四项目经理部一、编制依据1、《埋地钢质管道聚乙烯防腐层技术标准》SY/T0413-2002;2、《辐射交联聚乙烯热收缩带(套)》SY/T4054-2003;3、四川省西普企业有限责任公司CEP-4热收缩带现场操作说明及注意事项-湿膜安装;4、《油气长输管道工程施工及验收规范》GB50369-2006;5、《石油天然气建设工程施工质量验收规范输油输气管道线路工》SY4208-2008。
二、防腐补口、补伤施工操作要点1、热收缩带防腐补口施工操作要点(1)喷砂除锈时钢管的预热:为了避免喷砂后加热钢管时产生新的锈迹,在喷砂前应将钢管预热至40℃-50℃(冬季,适当提高预热温度至70-80℃)。
对补口部位进行清洁并喷砂除锈至Sa2.5级。
(2)表面预处理后的钢管表面的锚纹深度应达到50~70um。
(3)钢管表面预处理后2小时内应进行涂敷作业,表面返锈时,应重新进行表面处理。
(4)打毛宽度应与热收缩带覆盖宽度基本一致:同时将热收缩带与管体涂层搭接处清洁并加热、用钢丝刷将其打毛,完毕后,应清除浮渣;涂层打毛深度及密度约为1mm,沿竖向及斜向打毛。
如图所示:(5)预热及底漆的涂刷①钢管、搭接部位的预热:将补口部位的钢管和搭接部位的涂层预热到40℃-60℃,环境温度较高时,宜在40℃-50℃范围内选择;天气转凉时,宜在50℃-60℃范围内选择。
②底漆的涂刷:将搅拌好的底漆迅速均匀涂敷在补口处的钢管表面及搭接处的涂层上,涂刷宽度与热收缩带覆盖宽度基本一致,被打毛区一定要涂刷底漆。
如下图所示:③在底漆尚湿润时,迅速将热收缩印有搭接线一端的内层热熔胶考软、发粘,并粘贴在焊口的中央部位,用手抚平。
沿轴向边缘安放一根胶条。
如下图所示:(6)一定要在底漆尚湿润时安装热收缩带,不得在加热已涂好的底漆。
(7)再将热收缩带的另一端内层热熔胶烤软、发亮,沿钢管周向绕至搭接线,并将搭接线以前基材表面加热后,对准粘贴,用手拍打压紧。
一、编制依据1、《埋地钢质管道聚乙烯防腐层技术标准》SY/T0413-2002;2、《辐射交联聚乙烯热收缩带(套)》SY/T4054-2003;3、四川省西普企业有限责任公司CEP-4热收缩带现场操作说明及注意事项-湿膜安装;4、《油气长输管道工程施工及验收规范》GB50369-2006;5、《石油天然气建设工程施工质量验收规范输油输气管道线路工》SY4208-2008。
二、防腐补口、补伤施工操作要点1、热收缩带防腐补口施工操作要点(1)喷砂除锈时钢管的预热:为了避免喷砂后加热钢管时产生新的锈迹,在喷砂前应将钢管预热至40℃-50℃(冬季,适当提高预热温度至70-80℃)。
对补口部位进行清洁并喷砂除锈至Sa2.5级。
(2)表面预处理后的钢管表面的锚纹深度应达到50~70um。
(3)钢管表面预处理后2小时内应进行涂敷作业,表面返锈时,应重新进行表面处理。
(4)打毛宽度应与热收缩带覆盖宽度基本一致:同时将热收缩带与管体涂层搭接处清洁并加热、用钢丝刷将其打毛,完毕后,应清除浮渣;涂层打毛深度及密度约为1mm,沿竖向及斜向打毛。
如图所示:(5)预热及底漆的涂刷①钢管、搭接部位的预热:将补口部位的钢管和搭接部位的涂层预热到40℃-60℃,环境温度较高时,宜在40℃-50℃范围内选择;天气转凉时,宜在50℃-60℃范围内选择。
②底漆的涂刷:将搅拌好的底漆迅速均匀涂敷在补口处的钢管表面及搭接处的涂层上,涂刷宽度与热收缩带覆盖宽度基本一致,被打毛区一定要涂刷底漆。
如下图所示:③在底漆尚湿润时,迅速将热收缩印有搭接线一端的内层热熔胶考软、发粘,并粘贴在焊口的中央部位,用手抚平。
沿轴向边缘安放一根胶条。
如下图所示:(6)一定要在底漆尚湿润时安装热收缩带,不得在加热已涂好的底漆。
(7)再将热收缩带的另一端内层热熔胶烤软、发亮,沿钢管周向绕至搭接线,并将搭接线以前基材表面加热后,对准粘贴,用手拍打压紧。
如下图所示:(8)固定片的安装:将固定片内层加热数秒钟使乳白胶层发亮。
精心整理防腐补口、补伤作业指导书一、编制依据1、《埋地钢质管道聚乙烯防腐层技术标准》SY/T0413-2002;2、《辐射交联聚乙烯热收缩带(套)》SY/T4054-2003;3、四川省西普企业有限责任公司CEP-4热收缩带现场操作说明及注意事项-湿膜安装;4、《油气长输管道工程施工及验收规范》GB50369-2006;5、《石油天然气建设工程施工质量验收规范输油输气管道线路工》SY4208-2008。
℃涂层上,涂刷宽度与热收缩带覆盖宽度基本一致,被打毛区一定要涂刷底漆。
如下图所示:③在底漆尚湿润时,迅速将热收缩印有搭接线一端的内层热熔胶考软、发粘,并粘贴在焊口的中央部位,用手抚平。
沿轴向边缘安放一根胶条。
如下图所示:(6)一定要在底漆尚湿润时安装热收缩带,不得在加热已涂好的底漆。
(7)再将热收缩带的另一端内层热熔胶烤软、发亮,沿钢管周向绕至搭接线,并将搭接线以前基材表面加热后,对准粘贴,用手拍打压紧。
如下图所示:(8)固定片的安装:将固定片内层加热数秒钟使乳白胶层发亮。
沿轴向对折定位于热收缩带接缝处,然后掀起固定片的一边,用火加热固定片的内层,使乳白胶层发亮变软,然后迅速压紧压实。
再用同样的方法安装另一边,最后将固定片上方往返加热数次辊压,一定要粘接牢固,网格清晰可见。
如下图所示:(9)在热收缩带两端衬上木衬后,从中间沿周向向两侧均匀加热热收缩带,收缩至端部。
用同样的方法加热收缩至另一端。
(沿周向加热的过程中如发现固定片与热发粘、流动,这时胶面才能与湿润状态的底漆的结合面具有粘接条件。
如下图所示:(12)热收缩带收缩、回火完成后,热熔胶应从两端溢出,在热收缩带表面尚柔软时,趁热辊压,挤出气泡。
上述步骤完成后,应在固定片的两端各安装一根约150mm 长的胶条封边,使之与热收缩带溢出的胶成为整体。
如下图所示:(13)热收缩带与聚乙烯层搭接宽度应不小于100mm;周向搭接宽度应不小于80 mm(厂家补口带搭接标记线为120 mm)。