ACF压着技术标准
- 格式:doc
- 大小:117.50 KB
- 文档页数:8
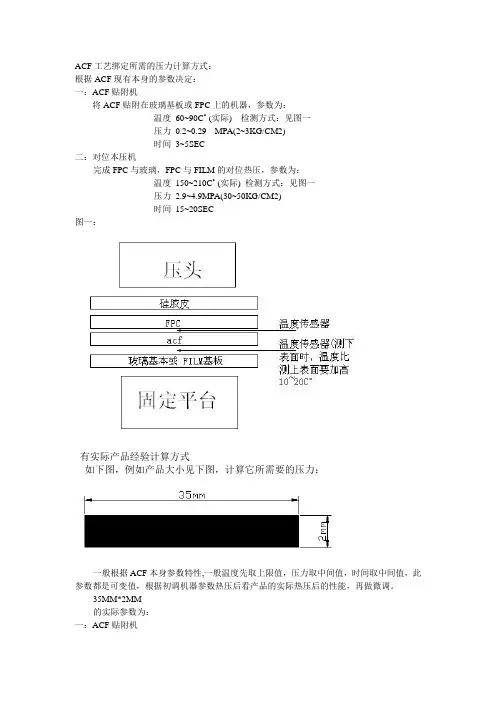
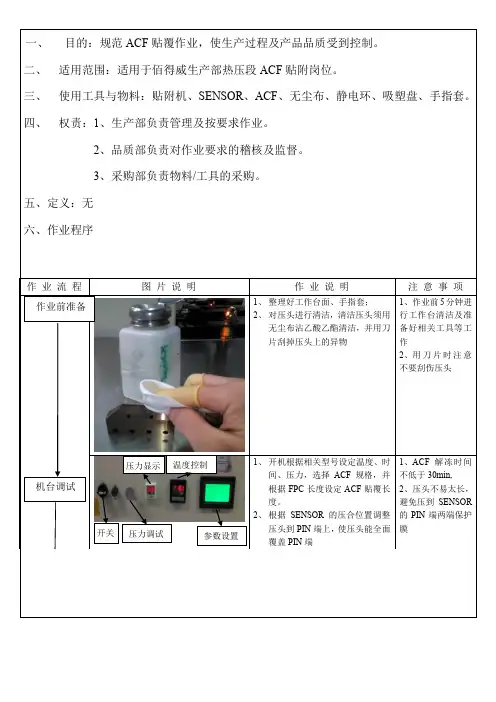
ACF工艺绑定所需的压力计算方式:根据ACF现有本身的参数决定:一:ACF贴附机将ACF贴附在玻璃基板或FPC上的机器,参数为:温度60~90C˚ (实际) 检测方式:见图一压力0.2~0.29 MPA(2~3KG/CM2)时间3~5SEC二:对位本压机完成FPC与玻璃,FPC与FILM的对位热压,参数为:温度150~210C˚ (实际) 检测方式:见图一压力2.9~4.9MPA(30~50KG/CM2)时间15~20SEC图一:有实际产品经验计算方式如下图,例如产品大小见下图,计算它所需要的压力:一般根据ACF本身参数特性,一般温度先取上限值,压力取中间值,时间取中间值,此参数都是可变值,根据初调机器参数热压后看产品的实际热压后的性能,再做微调。
35MM*2MM的实际参数为:一:ACF贴附机将ACF贴附在玻璃基板或FPC上的机器,参数为:温度90C˚ (实际)压力0.2~0.29 MPA(2~3KG/CM2)取中间值0.25MPA3.5CM*0.2CM=0.7CM20.7CM2*0.25MPA =0.7*2.5KG=1.75KGF时间4SEC二:对位本压机完成FPC与玻璃,FPC与FILM的对位热压,参数为:温度210C˚ (实际)压力2.9~4.9MPA(30~50KG/CM2) 取中间值4MPA3.5CM*0.2CM=0.7CM20.7CM2*4MPA =0.7*40KG=28KGF时间20SEC中国触摸屏网( )您下载的该触摸屏技术文档来自于中国触摸屏网( / )What you are downloading are from China Touchscreen Site: ( / )中国触摸屏网四大版块:•触摸屏论坛:/•触摸屏供求商机:/•招聘/找工作求职:/forum-12-1.html•触摸屏行业杂志:/emag/1. 触摸屏论坛:中国触摸屏网论坛是触控面板人讨论触摸屏技术,解决触摸屏技术问题,发布触摸屏产品供求信息,了解触摸屏市场动态,触摸屏厂商招聘和找工作求职的第一平台。
oled acf压合参数
OLED ACF(Anisotropic Conductive Film)压合参数是指在OLED(Organic Light Emitting Diode)显示屏制造过程中,用于将OLED面板与驱动电路板之间的连接器进行压合的参数。
这些参数包括压合温度、压合压力、压合时间等。
首先,压合温度是指在压合过程中施加的温度。
正确的压合温度可以确保ACF材料能够充分熔化并与OLED面板和电路板牢固地粘合在一起,通常压合温度在150°C到180°C之间。
其次,压合压力是指在压合过程中施加的压力。
适当的压合压力可以确保ACF材料均匀地分布在OLED面板和电路板之间,通常压合压力在0.1MPa到0.5MPa之间。
另外,压合时间是指在压合过程中施加的时间。
合适的压合时间可以确保ACF材料充分固化并达到最佳的连接效果,通常压合时间在1秒到5秒之间。
除了以上提到的参数外,还有一些其他因素需要考虑,比如OLED面板和电路板的表面处理、ACF材料的质量和厚度等,这些因
素都会对压合参数产生影响。
总的来说,正确的OLED ACF压合参数对于确保OLED显示屏的质量和稳定性至关重要,厂家通常会根据实际情况进行参数的调整和优化,以确保最佳的压合效果。
acf热压合工艺流程一、概述ACF(Anisotropic Conductive Film)热压合工艺是一种广泛应用于电子产品连接的技术。
ACF 是一种特殊的导电胶膜,在一定的温度和压力下,可以将IC 芯片、PCB 板以及FPC (Flex Printed Circuit)等电子元件连接在一起,实现信号传输和电气连接。
ACF 热压合工艺适用于各种电子产品的生产,如手机、平板电脑、液晶显示屏等。
二、ACF 热压合工艺流程1. 准备工作在进行ACF 热压合之前,首先需要准备好所需的设备和材料,包括ACF 胶膜、IC 芯片、PCB 板、FPC 等元件,以及热压合机、温控设备等工具。
在准备工作中,需要确保设备和材料的质量稳定,以保证热压合过程的可靠性和稳定性。
2. 温度控制在ACF 热压合过程中,温度是至关重要的参数。
一般情况下,热压合温度在150-200°C 之间。
温度过高或过低都会影响热压合效果。
因此,在进行热压合之前,需要先对热压合机进行温度校准,确保温度的准确性和稳定性。
3. 压力控制除了温度之外,压力也是影响热压合效果的重要参数。
在进行热压合之前,需要调整热压合机的压力参数,以保证IC 芯片和PCB 板能够完全贴合在一起,并确保信号传输的可靠性。
4. 涂覆ACF 胶膜在进行热压合之前,需要先将ACF 胶膜涂覆在IC 芯片和PCB 板的连接部位。
涂覆ACF 胶膜需要一定的技术和经验,过程中需要确保胶膜的均匀性和完整性。
5. 热压合在完成ACF 胶膜的涂覆之后,可以进行热压合的过程。
热压合的过程一般包括预热、热压和冷却三个阶段。
在预热阶段,热压合机会将IC 芯片和PCB 板加热至设定的温度,以软化ACF 胶膜。
在热压阶段,热压合机会施加一定的压力,将IC 芯片和PCB 板压合在一起。
在冷却阶段,热压合机会逐渐降低温度,使得ACF 胶膜固化,完成热压合过程。
6. 质量检查在完成热压合之后,需要进行质量检查。
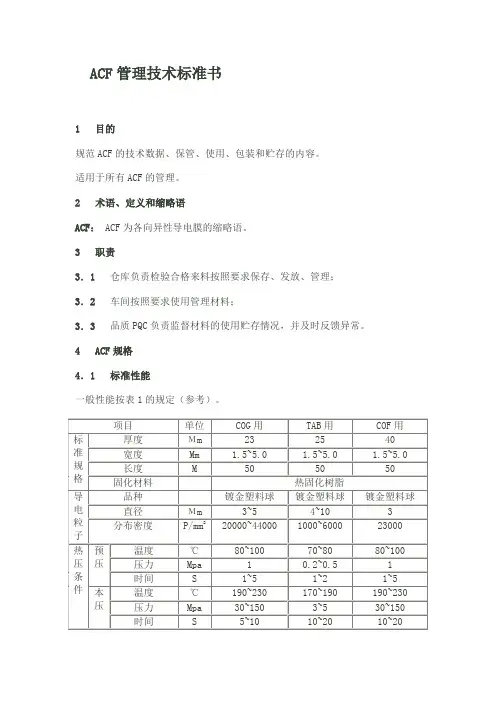
ACF管理技术标准书1 目的规范ACF的技术数据、保管、使用、包装和贮存的内容。
适用于所有ACF的管理。
2 术语、定义和缩略语ACF: ACF为各向异性导电膜的缩略语。
3 职责3.1仓库负责检验合格来料按照要求保存、发放、管理;3.2车间按照要求使用管理材料;3.3品质PQC负责监督材料的使用贮存情况,并及时反馈异常。
4 ACF规格4.1 标准性能一般性能按表1的规定(参考)。
4.2 外观质量4.2.1胶带侧面没有粘付性,缠绕致密,没有空隙。
4.2.2 热压前后胶层内导电粒子排列规整,单位面积密度偏差在10%以内。
5仓库管理5.1 材料正常贮存条件温度:低于-5℃5.2 保管要求5.2.1来料为真空包装,并且保存温度不能低于5℃;5.2.2仓库要核实产品的规格、批号、生产日期等,并作好记录。
发料从保存环境交给领料员,发料和领料过程中,不能损坏包装;5.2.3材料超过保质期,由IQC组织相关技术人员确认处理结果。
6 使用管理6.1 材料正常贮存条件贮存温度:低于5℃使用温度湿度要求:≤25℃,≤70%RH6.2 使用要求6.2.1车间不马上使用来料,不能拆真空包装,并且保存温度不能低于5℃;6.2.2在正式使用前,材料应在室温条件下并且真空包装放置4个小时以上,才能打开包装,将产品安装到设备上;6.2.3在材料安装和生产过程中,尤其在安装调试以及生产异常过程中必须及时更换手指套,不能直接接触材料表面,在室温条件不密闭存放时间不能超过30小时;6.2.4对于不能直接使用完毕需存放一段时间后(30小时内不用),要将材料密封并保存在低于5℃条件下,再次使用按照6.2.2和6.2.3要求执行。
6.2.5 对于使用过程中的材料有效期超过规定时间要求,由PQC组织相关工程师确认得到处理措施。
6.2.6材料在使用过程中,不能接触任何化学物质,如水、酒精、丙酮和酸碱等物质;6.2.7使用过程中,生产作业人员和IPQC要记录材料的相关信息,保证可追溯。
ACF的原理和使用杨旭2008.06.20主要内容�ACF的用途和简介�ACF的结构及原理�ACF的使用�ACF的发展趋势一. ACF的用途和介绍1.ACF (Anisotropic Conductive Film)介绍异方性导电胶ACF is connection material atshort time between electricterminals with less than 100um.Sony Chemicals succeeded indeveloping and selling ACF first1973.in the world in 1973in the world in(COG、COB、FOG、FOB、FOF等)二、ACF 的结构及原理1、ACF的结构示意图FOG ACF无此层FOG ACF无此层2、ACF的结构介绍1)COG使用的ACF主要是三层结构:Cover film,Base film,ACF2)FOG使用的ACF主要是两层结构: Base film,ACF3)其中ACF尺寸及卷轴主要规格如下:a. ACF长度:一般使用为50m。
其他规格包括:25m,100m,200m。
b. ACF宽度:ACF可以提供的宽度1.0~20mm。
现在COG使用最多的规格主要为:1.5mm,2.0mm,2.5mm,3.0mm,3.5mm。
c. 卷轴规格:标准外径为:Φ 125mm (其他可能有Φ 95,135,145,155,230mm)标准内径为:Φ 25.4mm(除此外可能有Φ 18.5mm)注:关于产品宽度,长度,卷轴尺寸等若有特殊要求,可以与供应商协商制作。
d. 导电粒子规格:导电粒子的直径大小主要有: 2.8um3um、3.5um、4um、5um等3、ACF的主要原材料介绍1)ACF主要的两种原材料是:金球和树脂A、树脂作用:树脂黏着剂除了防湿气、接着、耐热及绝缘等功能外主要作为固定IC晶片与基板间电极相对位置,并提供一定压迫力量以维持电极与导电粒子间的接触面积特性:ACF所使用的树脂是属于热固性树脂类的环氧树脂,具有高温稳定性、热膨胀性低和吸湿性低等优点,但由于高温固化的特性不易重工B、金球:作用:主要是起导通作用,有效连接两者的相对应的电路种类:主要是以金属粉末和高分子塑胶球(具有弹性)表面涂布金属为主,常见的金属粉末为镍、金、镍上镀金、银和锡等,目前COG所使用的ACF,其导电粒子多为在高分子塑胶球表面镀镍镀金导电金球的表面处理:导电金球表面绝缘处理和导电金球表面不加绝缘处理而导电粒子根据表面的处理,可以大概分为两类,一为表面经过绝缘处理措施或者增加绝缘层,此种粒子在防止横向短路有着非常的优势。
ACF Bonder操作说明书目录一、设备概要二、设备图例三、名词解析四、设备说明五、操作说明六、注意事项一、设备概要这个设备是为了将电极和软性线路板(FPC)等进行贴合的媒介体,是将 ACF(导电胶)贴附在软性线路板(FPC)面上的设备。
二、设备图例三、名词解析ACF 导电胶:定义:具有单向导电和粘合固定功能的导电胶,是将SMT生产中的各类液晶模块与FPC连接使用。
Conductive Film;ACF)组成:导电胶的组成主要分为导电粒子和绝缘胶料。
导电原理:导电胶的导电激励在于导电性填料之间的接触,这种填料与填料的相互接触式在粘料固化干燥后形成的,在粘料固化干燥前,粘料和溶剂中的导电性填料是分别独立存在的,相互间不呈现连续接触,故处于绝缘状态。
经加热及加压一段时间后,由于溶剂蒸发和粘料固化,导电填料相互间连接成锁链状,最后形成垂直导通,横向绝缘的稳定结构。
图例:四、设备说明四、设备说明1 12 34 5678910111213 141516 17181921 22 2320五、操作说明首先确认需要检测型号的ACF 压榨部(OLB 部)的宽度,标准要求在平稳的桌子上测量。
确认压力: 0.170mpa 确认时间:3s确认温度: 120℃点击开启自动模式除加热开关在“上位”外,均在“下位”测定OLB 的宽度依据测定的数值调整导电胶的长度。
要求:1、导电胶的长度可比OLB 长度+1,不能比OLB 的长度短。
2、OLB 长度大于40mm 的制品,因玻璃板只有40mm 长,因此只能设定40mm,对制品多余部分进行裁剪1、确认好设备状态后,将玻璃板放入框内位置处,需要根据实际制品的”OLB”长度,调整玻璃板左右的位置,使胶带在玻璃板中间。
例:如AMS480 TSP的“OLB”长度为,16mm,这个时候调整显示屏的导电胶长度为“16.0”,然后调整图中红色箭头处的三个螺栓,使玻璃板左移,使导电胶在玻璃中央处。

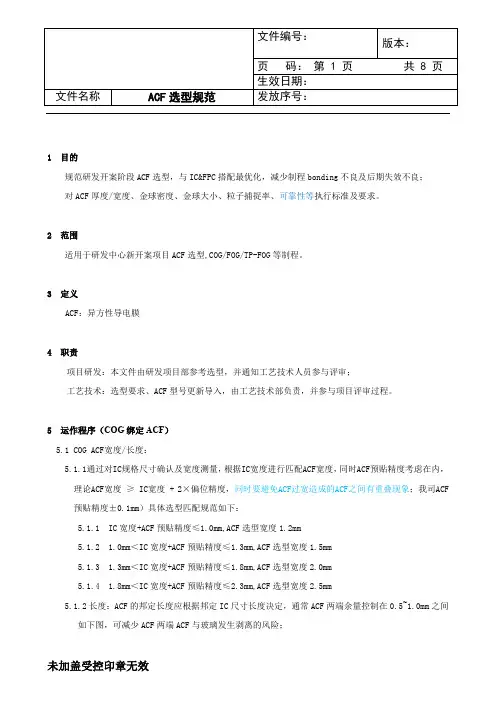
1 目的规范研发开案阶段ACF选型,与IC&FPC搭配最优化,减少制程bonding不良及后期失效不良;对ACF厚度/宽度、金球密度、金球大小、粒子捕捉率、可靠性等执行标准及要求。
2 范围适用于研发中心新开案项目ACF选型,COG/FOG/TP-FOG等制程。
3 定义ACF:异方性导电膜4 职责项目研发:本文件由研发项目部参考选型,并通知工艺技术人员参与评审;工艺技术:选型要求、ACF型号更新导入,由工艺技术部负责,并参与项目评审过程。
5 运作程序(COG绑定ACF)5.1 COG ACF宽度/长度:5.1.1通过对IC规格尺寸确认及宽度测量,根据IC宽度进行匹配ACF宽度,同时ACF预贴精度考虑在内,理论ACF宽度≥ IC宽度 + 2×偏位精度,同时要避免ACF过宽造成的ACF之间有重叠现象;我司ACF 预贴精度±0.1mm)具体选型匹配规范如下:5.1.1 IC宽度+ACF预贴精度≤1.0mm,ACF选型宽度1.2mm5.1.2 1.0mm<IC宽度+ACF预贴精度≤1.3mm,ACF选型宽度1.5mm5.1.3 1.3mm<IC宽度+ACF预贴精度≤1.8mm,ACF选型宽度2.0mm5.1.4 1.8mm<IC宽度+ACF预贴精度≤2.3mm,ACF选型宽度2.5mm5.1.2长度:ACF的邦定长度应根据邦定IC尺寸长度决定,通常ACF两端余量控制在0.5~1.0mm之间如下图,可减少ACF两端ACF与玻璃发生剥离的风险;生效日期: 文件名称ACF 选型规范发放序号:5.2 COG 绑定ACF 厚度:根据IC 不同的结构设计(bump 高度、bump 间隙、bump 面积、bump 高度一致性),选择合理的ACF ,应满足以下要求:➢ 无ACF 厚度填充不足造成的ACF 气泡、分层等不良; ➢ 无ACF 过厚引起的ACF 溢胶,外侧bump 金球粒子浅;➢ 无导电粒子直径小引起的ACF 接触不良、粒子浅和内应力过大的问题(Gap 过大);厚度选型参考表格1;计算方式如下:ACF 厚度选择>h1+h2+ITO 电极高度(通常会忽略此项);选择比较接近厚度的ACF 。
acf热压合工艺流程英文回答:The ACF (Anisotropic Conductive Film) hot press process is a crucial step in the manufacturing of electronic components such as LCD panels, flexible printed circuits, and semiconductor devices. This process involves the use of heat and pressure to bond the ACF material to the target substrate, ensuring a reliable and durable connection.The ACF hot press process begins with the preparationof the ACF material and the target substrate. The ACF material is typically in the form of a film with conductive particles dispersed throughout. The target substrate, which may be a glass panel or a flexible circuit board, is carefully cleaned to remove any contaminants that could interfere with the bonding process.Once the ACF material and target substrate are prepared, they are placed together in a hot press machine. Themachine applies heat and pressure to the ACF material, causing it to soften and flow. At the same time, the conductive particles in the ACF material make contact with the target substrate, creating electrical connections.The temperature and pressure settings for the hot press process are critical to ensuring a successful bond. Too little heat or pressure may result in weak or unreliable connections, while too much heat or pressure could damage the ACF material or the target substrate. Therefore, the process parameters must be carefully controlled and monitored throughout the hot press cycle.After the hot press cycle is complete, the bonded assembly is allowed to cool before further processing. The resulting connection is both mechanically and electrically stable, making it suitable for use in a wide range of electronic devices.中文回答:ACF(各向异性导电膜)热压合工艺是电子元件制造中的关键步骤,如液晶面板、柔性印制电路板和半导体器件。
教育训练教材(ACF 制程要点简介)1.ACF 固化强度,深度与温度时间的关系。
ACF固化强度决定其制程拉力值反应大小,固化深度,强度与积温值成正比。
积温值:时间×温度。
2.ACF拉力值反应与制程压力的关系。
因为 ACF拉力与积温值相关,压力对ACF拉力值效果影响如图,根据其结构示意,压力越大,ACF溢胶就越多,Bump间ACF越少,其拉力反应越低。
在正常制程条件时,压力越大,FPC,TCP,FFC其拉力值越低。
3.ACF之particle破裂状况与时间,温度,压力三者间的关系导电粒子的破裂是与热量直接相关 ,也就是说,particl 在吸热的过程中,因能量的聚集而膨胀破裂,其膨胀程随时间入短而异,温度时间共同作用下,partecle其破裂状况压力成正比。
Z= t×T×P,在正常范围内调整t、T、P之积值使Σ2不变,效果一样,据上公式。
3.1当T高于正常制程管制点,(175~200℃)时,ACF胶层短时间内会固化,其深化强度会束縳particle 的膨胀空间。
ACF反应率及反应率曲线图。
反应率只与作用时间和温度相关,说明压力只是辅助条件。
3.2压力管制3.21 设备别,设备简介背压系统:此设备压力管制单位以kpa为单位;小出力系统:此设备压力管制单位以kgf为单位;国际单位1kgf=98.8kpa,与表1.表.换算相同;设背压压力为p1.p2…pn;小出力为p´1.p´2…pn;教育训练教材(ACF 制程要点简介)pn-p1= p´1.-p´2=20n×n。
如表,小出力管制单位以0.1kgf为变量,背压管制单位以10kpa 为变量。
0.1kgf=10kpa 1kgf=100kpa。
3.22 制程过程中压力设定背压系统:实压以5N为一个单位上升或下降时,设定压力以3kpa为一单位上升或下降。
如:产品WDA1202X、 LCD 、 ITO长度为 22,组立生产单实压为35N,当背压为180kpa时,实测其下降压力为35N(设定压力为135kpa) 。
1.0、目的为保证本厂出货的LCD类FPC手指拉力测试结果能达到客户要求,作业员在测试过程中能有一个程序清晰、标准明确的作业指导,特制订本指导书。
2.0、范围包括本厂所有的所有LCD类产品的半成品和成品。
3.0、职责3.1 IPQC:负责LCD类FPC半成品的首板送样检测以及按FA首板作业指导书对半成品进行控制。
3.2 FQA:负责LCD类FPC成品入库前的抽样检测,确保入库品能满足客户要求。
3.3生产部:负责半成品板的标识区分。
3.3 检测中心:负责对IPQC/FQA送样板的实验实施及判定,确保所做测试具有追溯性。
3.4 工艺部:负责对拉力不合格品进行分析及工艺改善。
4.0、实验材料和工具:FPC、LCD(或白玻璃)、ACF胶、ACF去除液、硅胶带、P6气动热压机、脉冲热压机、剥离强度测试仪、金相显微镜、电藕测温仪、冰箱、镊子、无尘纸、酒精等。
5.0、作业流程:5.1 作业准备:a.将ACF胶从冰箱中取出解冻0.5小时以上,准备与被测FPC手指位宽度相对应的LCD,用酒精将LCD的ITO位置清洁干净待用。
b.将ACF胶用镊子到夹住均匀的贴在LCD的ITO位置上,注意镊子不可接触到与ITO区域相接触的ACF胶上,避免ACF胶形状发生变化影响拉力结果。
c.量测好ACF胶的宽度及热压面积,根据公式计算出热压机需设定的压力。
压力(kgf/cm2)=热压面积(指FPC与FPC手指的接触面积)*ACF胶规格压强(依技术资料)/气缸截面积(直径40mm).(公司现有压头气压设置为1.2kgf/cm2)d.将脉冲热压机加热空压5次,使压头的温度能在压屏时达到预设值。
具体操作方法见《脉冲热压机操作手册》。
5.2操作步骤:a.将贴好ACF胶的LCD放置在P6气动热压机下压紧,设定温度100℃,时间1秒,压力0.4~0.6Bar,目视检查压合后的ACF胶有无气泡、起皱等问题,如有则需用ACF去除液将ACF胶去除重新压新的ACF胶。