铸件结构设计
- 格式:ppt
- 大小:2.99 MB
- 文档页数:44

压铸件结构设计工艺1.引言概述部分的内容可以如下所示:1.1 概述压铸件结构设计工艺是指在制造过程中对压铸件的结构进行设计和优化的一项重要工作。
压铸件是指利用金属液态材料在高压下通过模具形成的零件。
它具有形状复杂、尺寸精确、表面光滑等特点,在现代工业中得到了广泛的应用。
压铸件结构设计工艺的目标是通过合理的构造和设计,确保压铸件在使用过程中具有良好的力学性能、耐磨性、抗腐蚀性和耐久性。
同时,优化压铸件的结构设计还可以降低材料的浪费、减少生产成本、提高生产效率,并且能够更好地满足使用者的需求。
本文将全面介绍压铸件结构设计工艺的相关内容。
首先,将对压铸件的定义和分类进行详细讲解,以便读者对压铸件有一个清晰的认识。
其次,将阐述压铸件结构设计的重要性,说明合理的结构设计对于压铸件的性能和品质起到至关重要的作用。
最后,将总结压铸件结构设计的关键点,并展望未来的发展方向。
通过本文的阅读,读者将了解到压铸件结构设计工艺的基本概念和原理,掌握压铸件结构设计的方法和技巧,并且对未来的研究和发展方向有一个清晰的了解。
希望本文能够为相关领域的研究人员和工程师提供一定的参考和借鉴,促进压铸件结构设计工艺的进一步发展。
1.2文章结构文章结构部分的内容如下:1.2 文章结构本文将按照以下几个部分来进行介绍和分析压铸件结构设计工艺。
首先,在引言部分,将对整篇文章进行概述,介绍文章的目的和结构。
接着,正文部分将分为两个主要章节,分别是压铸件的定义和分类以及压铸件结构设计的重要性。
在第一章节中,将详细解释压铸件的定义,并对其进行分类,以便读者更好地理解和掌握压铸件结构设计的工艺。
在第二章节中,将重点探讨压铸件结构设计的重要性,包括其在产品设计中的作用,以及对产品质量、成本和生产效率的影响。
最后,结论部分将总结本文所介绍的压铸件结构设计的关键点,同时对未来的发展方向进行展望。
通过对以上不同章节的详细讲解和分析,读者将能够全面了解压铸件结构设计工艺的相关知识,并能够应用于实际生产中。
压铸件结构设计压铸件结构设计是压铸工作的第一步。
设计的合理性和工艺适应性将会影响到后续工作的顺利进行,如分型面选择、内浇口开设、推出机构布置、模具结构及制造难易、合金凝固收缩规律、铸件精度保证、缺陷的种类等,都会以压铸件本身工艺性的优劣为前提。
1、压铸件零件设计的注意事项⑴、压铸件的设计涉及四个方面的内容:a、即压力铸造对零件形状结构的要求;b、压铸件的工艺性能;c、压铸件的尺寸精度及表面要求;d、压铸件分型面的确定;压铸件的零件设计是压铸生产技术中的重要部分,设计时必须考虑以下问题:模具分型面的选择、浇口的开设、顶杆位置的选择、铸件的收缩、铸件的尺寸精度保证、铸件内部缺陷的防范、铸孔的有关要求、收缩变形的有关要求以及加工余量的大小等方面;⑵、压铸件的设计原则是:a、正确选择压铸件的材料;b、合理确定压铸件的尺寸精度;c、尽量使壁厚分布均匀;d、各转角处增加工艺园角,避免尖角。
⑶、压铸件分类按使用要求可分为两大类,一类承受较大载荷的零件或有较高相对运动速度的零件,检查的项目有尺寸、表面质量、化学成分、力学性能(抗拉强度、伸长率、硬度);另一类为其它零件,检查的项目有尺寸、表面质量及化学成分。
在设计压铸件时,还应该注意零件应满足压铸的工艺要求.压铸的工艺性从分型面的位置、顶面推杆的位置、铸孔的有关要求、收缩变形的有关要求以及加工余量的大小等方面考虑。
合理确定压铸面的分型面,不但能简化压铸型的结构,还能保证铸件的质量。
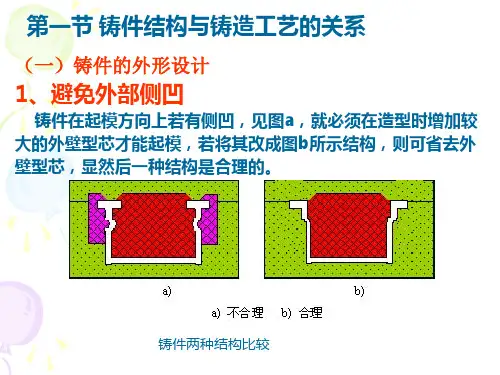
⑷、压铸件结构的工艺性:1)尽量消除铸件内部侧凹,使模具结构简单。
2)尽量使铸件壁厚均匀,可利用筋减少壁厚,减少铸件气孔、缩孔、变形等缺陷。
3)尽量消除铸件上深孔、深腔.因为细小型芯易弯曲、折断,深腔处充填和排气不良.4)设计的铸件要便于脱模、抽芯。
5)肉厚的均一性是必要的。
6)避免尖角。
7)注意拔模角度。
8)注意产品之公差标注.9)太厚太薄皆不宜.10)避免死角倒角(能少则少)。
11)考虑后加工的难易度.12)尽量减少产品内空洞。

压铸件结构设计和压铸工艺压铸是一种将熔融金属注入到铸型中,通过冷却凝固形成所需形状的金属成型工艺。
压铸件结构设计和压铸工艺是压铸过程中至关重要的两个环节,对于保证产品质量和提高生产效率具有重要意义。
下面将从压铸件结构设计和压铸工艺两个方面进行详细介绍。
一、压铸件结构设计1.几何形状:要考虑产品的形状是否适合压铸工艺,避免出现厚壁或复杂形状等难以生产的结构。
2.壁厚设计:在保证产品强度和刚性的前提下,尽量减少壁厚。
过厚的壁厚会导致液态金属充填困难,同时也会增加材料消耗和生产成本。
3.避免内部缺陷:合理设置内部结构,避免产生气孔、缩松等内部缺陷,影响产品质量。
4.轮廓设计:尽量简化复杂的轮廓,减少加工和后处理工序,提高生产效率。
5.集成功能:在设计阶段就考虑到产品的功能需求,尽量将不同功能集成到一个构件中,减少组装工序。
二、压铸工艺压铸工艺是将压铸件结构设计转换为实际产品的过程,主要包括模具设计、熔化与注射、冷却凝固、脱模、后处理等阶段。
1.模具设计:根据产品的形状和尺寸要求,设计出相应的模具。
模具设计要遵循易于加工和维修的原则,并考虑到产品的收缩率,以保证最终产品符合设计要求。
2.熔化与注射:将所需的金属材料加热至液态,然后通过注射机将熔融金属注入到模具中。
注射过程需要控制注射速度和压力,保证金属充填完整且无气泡。
3.冷却凝固:在模具中进行冷却凝固,使注入的金属逐渐凝固。
冷却过程需要控制温度和时间,以保证产品的结晶组织均匀性和性能稳定性。
4.脱模:凝固后的产品从模具中取出,包括冷却水冲洗和振动脱模等工序。
脱模过程需要注意避免产品的变形和损坏。
5.后处理:包括修磨、去毛刺、清洗、表面处理等工序。
后处理旨在提高产品表面质量和机械性能,并满足特定的外观要求。
总结:压铸件结构设计和压铸工艺是相互关联的,一个合理的结构设计可以提高生产效率和产品质量,而一个良好的压铸工艺可以保证结构设计的实施效果。
因此,在进行压铸件结构设计和压铸工艺选择时,需要综合考虑产品的功能要求、材料特性、生产成本等因素,以达到最佳的工艺效果。
