铸件结构设计
- 格式:ppt
- 大小:695.00 KB
- 文档页数:41


铸件结构设计铸件圆角
铸件结构设计中的圆角设计是非常重要的,它不仅可以提高零件的美观性,还能够减少应力集中,延长零件的使用寿命。
在进行铸件结构设计时,圆角的设置需要考虑以下几个方面:
1. 强度和耐久性,圆角的设置可以降低零件的应力集中,减少裂纹和疲劳破坏的可能性,从而提高零件的强度和耐久性。
2. 成型性,在铸造过程中,尖角部分容易产生气孔和裂纹,而圆角可以减少这种可能性,提高铸件的成型质量。
3. 清理和润滑,具有圆角设计的铸件表面更容易清理和润滑,有利于零件的装配和维护。
4. 美观性,圆角设计可以使铸件外观更加圆润、美观,提升产品的整体形象。
在进行铸件圆角设计时,需要根据具体的零件形状、材料和工艺要求来确定圆角的尺寸和位置。
一般来说,圆角的半径大小应该根据零件的具体尺寸和使用要求进行合理的选择,既要考虑强度和
耐久性,又要考虑成型性和美观性。
此外,还需要注意圆角的过渡是否平滑,避免出现过渡不良的情况。
总的来说,铸件结构设计中的圆角设计是一个综合考虑强度、成型性、美观性等因素的重要环节,合理的圆角设计能够提高铸件的质量和性能,降低零件的失效风险,因此在实际设计中需要引起足够重视。
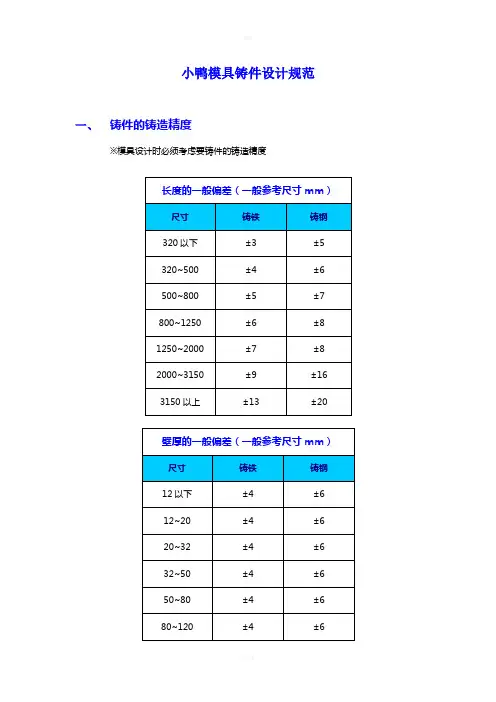
小鸭模具铸件设计规范一、铸件的铸造精度※模具设计时必须考虑要铸件的铸造精度二、铸件的结构设计1>筋的厚度及间距筋的厚度及间隙应注意看与厂家签订的技术要求,一般筋厚不低于30mm;筋的间距(图中A、B尺寸)一般为筋厚(T)8~12倍。
压料圈的筋间距一般取10倍,压料板可以取12~14倍,模板外周加强筋的间距可取至14~18倍2>筋的布置尽量避免斜交差米字型筋▼非直角时加大圆角▼筋设置避免集中交叉(T 字型筋为首选▼筋厚尽量均匀▼铸造困难处、或埋死、或开孔实型贴角困难处,手指不能伸进处都可视为铸造性不佳▼不同宽的筋交叉时的注意事项▼3>铸造孔设计减重孔▼可能情况下,筋全部设减重孔,但是铸件强度不足时,应慎重对待。
窥视孔从侧面查看压料板等是否到底▼为测定间隙,在上、下模的压件器,导向腿处开40X60 的窥视孔▼连接功能铸造孔▼偏重心的铸空,当浇入铁水,实型气化后,砂芯会因偏重而变形,特别是铸空大、偏重心大时,必须在侧设置铸造孔与另一砂芯连接,以实现加强的功能。
废料滑道用铸孔,为方便安装滑道、清砂等▼安装零件用铸造孔▼安装冲孔凸模和斜楔滑块等用铸造孔排水孔▼模具清洗时,在模具不翻转的情况下保证清洗液流出,特别是带侧冲部件等;清除机械加工时的碎屑;漏水孔应该设计在立筋之间,应在铸造时铸出必须图纸说明,下凹的部件应设置一个以上装夹孔▼拉延凸模、压料板和侧冲滑块等铸件装夹用,设置于侧面最小100×40铸出孔或凹槽带型面的铸件如拉延凸模,在型面一侧应加工艺凸台H<3A 或3B 时,上下侧挖空;H>3A 或3B 时,侧面挖空▼侧挖空尺寸▼注:A<100 时,则B=A;200<A<100 时,则B=1.5A;A>200 时,B(最大)=3A 超过上述规定时,在上、下底面及侧筋上开孔,见下图▼三、铸件的空刀设计加工面的空刀一般取10mm,挡块部分可取5mm两加工面相交处的空刀槽,宽度最小30mm,深度最大20mm四、倒角设计原则上凸角取5 X45°,凹角取15X45°,有强度要求时也可取大于上述值;铸件起吊时钢丝绳经过的部分去R20以上。

压铸件结构设计规范压铸件是一种常见的金属制品,它具有成本低、生产效率高以及复杂形状和良好的表面质量等优点。
在压铸件的结构设计中,需要遵循一定的规范和要求,以确保产品的质量和性能。
以下是压铸件结构设计的一些常见规范:1.材料选择:在压铸件结构设计中,需要选择适合的材料,以确保产品的强度和耐用性。
常用的铸造材料包括铝合金、镁合金和锌合金等。
在选择材料时,需要考虑产品的功能要求、工作环境和制造工艺等因素。
2.壁厚设计:在压铸件的结构设计中,需要合理确定壁厚。
过薄的壁厚容易导致产品变形和脆性,而过厚的壁厚会增加产品的重量和生产成本。
一般来说,压铸件的壁厚应根据材料的强度、铸造工艺和表面质量要求等因素进行合理计算和选择。
3.强化设计:在压铸件结构设计中,需要考虑强化结构,以增加产品的刚性和耐用性。
常用的强化结构包括加强肋、加强筋和加强板等。
强化结构可以提高产品的抗拉强度和抗扭强度,减少变形和裂纹的产生。
4.浇注系统设计:在压铸件的结构设计中,需要合理设计浇注系统,以确保熔融金属能够均匀地充满模腔,并排除气体和杂质。
浇注系统设计包括喷嘴和浇口的位置、大小和形状等因素。
合理的浇注系统设计可以提高产品的充型性能和表面质量。
5.模具设计:在压铸件结构设计中,需要合理设计模具,以确保产品的精度和一致性。
模具设计包括型腔结构、型芯结构和冷却系统等。
合理的模具设计可以减少缺陷和变形的产生,提高产品的尺寸精度和表面质量。
综上所述,压铸件的结构设计需要遵循一定的规范和要求,以确保产品的质量和性能。
这些规范包括材料选择、壁厚设计、强化设计、浇注系统设计和模具设计等。
通过合理设计和优化,可以提高产品的制造效率、降低成本,并满足不同应用领域的需求。
压铸件结构设计规范方案压铸件是一种常见的金属制品,广泛应用于汽车、电子、航空航天、军工等领域。
在压铸件的结构设计中,需要考虑安全性、可靠性、质量控制和经济性等多个方面的要求。
下面是一些压铸件结构设计的规范方案:1.结构设计原则:设计师应遵循结构设计的基本原则,包括坚固性、合理性和安全性。
压铸件在使用过程中需经受各种力的作用,因此结构需要具有足够的强度和刚度,同时保持合理的重量和尺寸,以确保产品的性能和可靠性。
2.材料选择:压铸件一般使用铝合金、镁合金和锌合金制造,根据具体使用条件和要求选择适合的材料。
在材料选择过程中,需要考虑材料的特性、成本、可塑性以及耐磨性等因素。
3.壁厚设计:压铸件的壁厚对于产品的强度和质量至关重要。
过厚的壁厚会增加材料的用量和制造成本,同时也会降低产品的制造精度和性能;而过薄的壁厚会导致产品强度不足,容易发生变形和破裂。
因此,壁厚的设计需要综合考虑产品的用途和要求,确保最佳的壁厚。
4.结构设计和冷却系统设计:压铸件在制造过程中需要通过冷却系统进行冷却,以确保产品的质量和性能。
合理的结构设计和冷却系统设计可以提高产品的制造精度和表面质量,减少材料的收缩和变形,同时也可以确保冷却介质的循环流动,提高冷却效果。
5.模具设计:压铸件的形状和尺寸需要通过模具来实现。
模具设计需要考虑产品的尺寸、形状、结构和材料特性等多个因素,确保产品可以准确复制并保持良好的质量。
同时,模具设计也需要考虑到产品的成本和制造工艺的可行性。
6.表面处理和热处理:压铸件在制造完成后需要进行表面处理,以提高产品的表面质量和耐腐蚀性。
表面处理可以选择镀铬、喷涂、阳极氧化等方式,根据产品的具体要求进行选择。
另外,部分压铸件还需要进行热处理,以改善材料的性能和强度。
7.质量控制:压铸件的质量控制是确保产品质量和性能的重要环节。
在生产过程中,需要对原材料、模具和工艺进行严格的检验和控制,以确保产品的符合设计要求。
同时,还需要建立完善的质量管理体系和检验机制,对成品进行检验和测试,以确保产品的质量和可靠性。
铝合金压铸件的结构设计要点简介为了提升铝合金铸件产品研发的合格率,在结构设计、开发时应注意以下几方面的内容:铸件壁厚相差不能过大,厚度的差距过大会对填充带来影响,且一般浇口部分的肉厚要大于零件的平均肉厚,目的是减少多铝液的压力损失;脱模问题,这点在压铸过程中非常重要,现实中脱模往往容易出现问题,这比注塑脱模麻烦多了,所以拔模斜度的设置和动定模脱模力的计算要注意些,一般拔模斜度为1°~3°,通常考虑到脱模的顺利性,外拔模要比内拔模的斜度要小些,外拔模1°,而内拔模要2°~3°左右。
设计时考虑到模具设计的问题,如果有多个位置的抽芯位,尽量放两边,最好不要放在下位抽芯,这样时间长了下抽芯会容易出问题;有些压铸件外观可能会有特殊的要求,如喷油、喷粉等,这时就要使结构上避开重要外观位置,便于设置浇口溢流槽;在结构上尽量的避免出现导致模具结构复杂的情况出现,如不得不使用多个抽芯或螺旋抽芯等。
对于需进行表面加工的零件,在零件设计时给适合的加工留量,不能太多,会把里面的气孔都暴露出来的;不能太少,否则粗精定位一加工,黑皮还没加工掉,你就等再在模具上打火花了,留量最好不要大于0.8mm,这样加工出来的面基本看不到气孔的,因为有硬质层的保护。
选料应注意选用ADC12还是A380等,但同时也要看具体的要求——销往法国的铝压铸件,如果有FDA的要求,就不能用ADC-12,须用ADC-3T代替;铝合金没有弹性,要做扣位只有和塑料配合。
一般不能做深孔,在开模具时只做点孔,然后在后加工;如果是薄壁件,不能太薄,而且一定要用加强肋,增加抗弯能力。
由于铝铸件的温度要在800摄氏度左右,模具寿命一般比较短,如电机外壳一般只有80K左右;压铸件的设计与塑胶件的设计比较相似,塑胶件的一些设计常规也适用于压铸件,压铸模具一般是不允许靠破的。
对于铝合金,模具所受温度和压力比塑胶的大很多,对设计的正确性要求特严,即使很好的模具材料,一旦有焊接,模具就几乎无寿命可言,锌合金跟塑胶差不多,模具寿命较好;不能有凹的尖角,避免模具崩角。