第五章 压铸模的基本结构及分型面设计
- 格式:ppt
- 大小:3.28 MB
- 文档页数:56
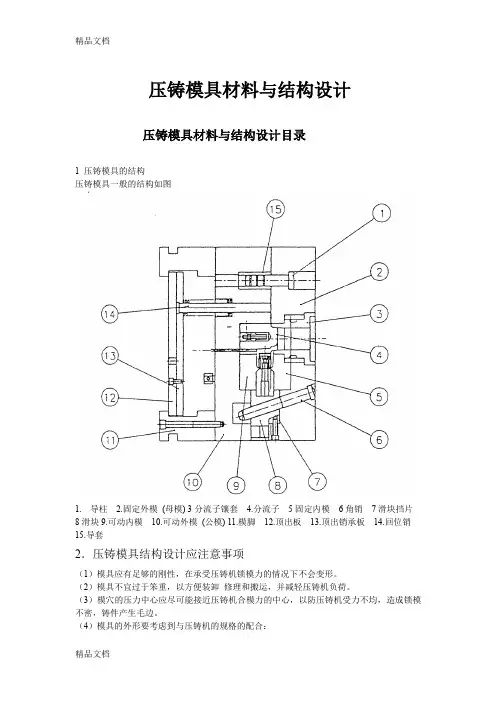
压铸模具材料与结构设计压铸模具材料与结构设计目录1 压铸模具的结构压铸模具一般的结构如图1.导柱2.固定外模(母模) 3分流子镶套 4.分流子5固定内模6角销7滑块挡片8滑块9.可动内模10.可动外模(公模) 11.模脚12.顶出板13.顶出销承板14.回位销15.导套2.压铸模具结构设计应注意事项(1)模具应有足够的刚性,在承受压铸机锁模力的情况下不会变形。
(2)模具不宜过于笨重,以方便装卸修理和搬运,并减轻压铸机负荷。
(3)模穴的压力中心应尽可能接近压铸机合模力的中心,以防压铸机受力不均,造成锁模不密,铸件产生毛边。
(4)模具的外形要考虑到与压铸机的规格的配合:(a)模具的长度不要与系杆干涉。
(b)模具的总厚度不要太厚或太薄,超出压铸机可夹持的范围。
(c)注意与料管(冷室机)或喷嘴(热室机)之配合。
(d)当使用拉回杆拉回顶出出机构时,注意拉回杆之尺寸与位置之配合。
(5)为便于模具的搬运和装配,在固定模和可动模上方及两侧应钻螺孔,以便可旋入环首螺栓。
3 内模(母模模仁)(1)内模壁厚内模壁厚基本上不必计算其强度,起壁厚大小决定于是否可容纳冷却水管通过,安排溢流井,及是否有足够的深度可攻螺纹,以便将内模固定于外模。
由于冷却水管一般直径约10mm,距离模穴约25mm,因此内模壁厚至少要50mm。
内模壁厚的参考值如下表。
(2)内模与外模的配合内模的高度应该比外模高出0.05-0.1mm,以便模面可确实密合,并使空气可顺利排出。
其与外模的配合精度可用H8配h7,如下图所示。
(3)内模与分流子的配合分流子的功用是将熔汤由压铸机导至模穴内,因此其高度视固定模的厚度而定。
分流子的底部与内模相接,使流道不会接触外模,如下图,内模与分流子的配合可用H7配h6。
4外模(1)固定外模固定外模一般不计算强度,但设计时要注意留出锁固定压板或模器的空间。
(2)可动外模可动外模的底部厚度可用下面的公式计算:其中:h:外模底部之厚度(mm)p:铸造压力(kg/cm2)L:模脚之间距(mm)a:成品之长度(mm)b:成品之宽度(mm)B:外模之宽度(mm)E:钢的杨氏模数=2.1×106kg/cm2d:外模在开模方向的最大变形量(mm),一般取d≤0.05mm.例:某铸件长300mm,宽250mm,铸造压力选定280(kg/cm2),外模之宽度560(mm),模脚之间距360(mm),最大变形量取0.05(mm)。
第五章压铸模的基本结构及分型面设计压铸模是保证压铸件质量的重要的工艺装备,它直接影响着压铸件的形状、尺寸、精度、表面质量等。
压铸生产过程能否顺利进行,压铸件质量有无保证,在很大程度上取决于压铸模的结构合理性和技术先进性。
在压铸模设计过程中,必须全面分析压铸件结构,了解压铸机及压铸工艺,掌握在不同压铸条件下的金属液充填特性和流动行为,并考虑到经济效益等因素,才能设计出切合实际并满足生产要求的压铸模。
第一节压铸模的基本结构压铸模由定模和动模两大部分组成。
定模固定在压铸机的定模安装板上,浇注系统与压室相通。
动模固定在压铸机的动模安装板上,随动模安装板移动而与定模合模、开模。
合模时,动模与定模闭合形成型腔,金属液通过浇注系统在高压作用下高速充填型腔;开模时,动模与定模分开,推出机构将压铸件从型腔中推出。
压铸模的基本结构如图5-1所示:图5-1压铸模的基本结构1-动模座板2-垫块3-支承板4-动模套板5-限位块6-螺杆7-弹簧8-滑块9-斜销10-楔紧块11-定模套板12-定模座板13-定模镶块14-活动型芯15-型芯16-内浇口17-横浇道18-直浇道19-浇口套20-导套21-导流块22-动模镶块23-导柱24-推板导柱25-推板导套26-推杆27-复位杆28-限位钉29-推板30-推杆固定板一、成型零件决定压铸件几何形状和尺寸精度的零件。
形成压铸件外表面的称为型腔;形成压铸件内表面的称为型芯。
如图中的定模镶块13、动模镶块22、型芯15、活动型芯14。
二、浇注系统连接压室与模具型腔,引导金属液进入型腔的通道。
由直浇道、横浇道、内浇口组成。
如图中浇口套19、导流块21组成直浇道,横浇道、内浇口开设在动、定模镶块上。
三、溢流、排气系统排除压室、浇道和型腔中的气体,储存前流冷金属液和涂料残渣的处所,包括溢流槽和排气槽,一般开设在成型零件上。
四、模架将压铸模各部分按一定规律和位置加以组合和固定,组成完整的压铸模具,并使压铸模能够安装到压铸机上进行工作的构架。
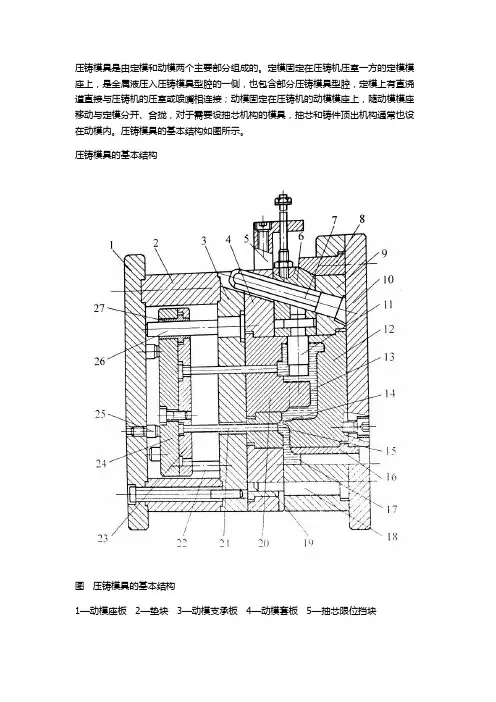
压铸模具是由定模和动模两个主要部分组成的。
定模固定在压铸机压室一方的定模模座上,是金属液压入压铸模具型腔的一侧,也包含部分压铸模具型腔,定模上有直浇道直接与压铸机的压室或喷嘴相连接;动模固定在压铸机的动模模座上,随动模模座移动与定模分开、合拢,对于需要设抽芯机构的模具,抽芯和铸件顶出机构通常也设在动模内。
压铸模具的基本结构如图所示。
压铸模具的基本结构图压铸模具的基本结构1—动模座板 2—垫块 3—动模支承板 4—动模套板 5—抽芯限位挡块6—抽芯滑块 7—抽芯斜销 8—楔紧块 9—定模套板 10—定模座板 11—侧抽型芯12—定模镶块 13—型腔 14—内浇道 15—横浇道 16—浇口套 17—直浇道18—导柱 19—导套 20—动模镶块 21—推杆 22—复位杆 23—推杆固定板24—推板 25—挡钉 26—推板导柱 27—推板导套一套模具通常包括以下几个部分的结果单元:(1)成型部分在定模与动模合拢后,成形一个构成铸件形状的空腔,称为型腔。
按压铸件结构不同,型腔可以全部设在定模或动模内,或定、动模内各占一部分,构成型腔的零件即为成型零件。
成型零件包括固定和活动的镶块与型芯,如图中的11、12、20所示。
此外,浇注系统和排溢系统也是型腔的一部分。
(2)模架包括各种模板、座、架等构架零件。
作用是将模具各部分按要求的相互位置装配和固定,并能使模具安装到压铸机上,图的1、2、3、4、9、10、18、19就属于这类零件。
(3)导向零件图中的18、19为导向零件,其作用是引导动模和定模合拢或分离,并保证分合模的精度要求。
(4)推出机构这是将铸件从模具中推出的机构,包括顶出和复位零件,还包括机构自身的导向和定位零件。
如图中的21、22、23、24、25、26、27,对于重要和易损处(如浇道、浇口)的推杆,应采取与成型零件相同的材料来制造。
(5)浇注系统它是型腔与压室或喷嘴相连的通道,引导金属液按规定的方向进入模具的型腔,且直接影响金属液进入成型部分的速度和压力,由直浇道,横浇道和内浇道组成,如图中14、15、16、17所示。
压铸模具在压铸生产中是比较重要的一种工艺装备,主要由定模和动模两个主要部分组成的。
它直接影响到生产的顺利进行与生产铸件质量的优劣;同时,压铸模与压铸生产工艺、生产操作存在着互相影响又互为制约的关系。
那么,压铸模是什么样的呢?下面我们就来介绍一下压铸模的基本结构。
定模固定在压铸机压室一方的定模模座上,是金属液压入压铸模具型腔的一侧,也包含部分压铸模具型腔,定模上有直浇道直接与压铸机的压室或喷嘴相连接;动模固定在压铸机的动模模座上,随动模模座移动与定模分开、合拢,对于需要设抽芯机构的模具,抽芯和铸件顶出机构通常也设在动模内。
一套模具通常包括以下几个部分的结果单元:(1)成型部分:在定模与动模合拢后,成形一个构成铸件形状的空腔,称为型腔。
按压铸件结构不同,型腔可以全部设在定模或动模内,或定、动模内各占一部分,构成型腔的零件即为成型零件。
成型零件包括固定和活动的镶块与型芯。
此外,浇注系统和排溢系统也是型腔的一部分。
(2)模架:包括各种模板、座、架等构架零件。
作用是将模具各部分按要求的相互位置装配和固定,并能使模具安装到压铸机上。
(3)导向零件:导向零件的作用是引导动模和定模合拢或分离,并保证分合模的精度要求。
(4)推出机构:这是将铸件从模具中推出的机构,包括顶出和复位零件,还包括机构自身的导向和定位零件。
(5)浇注系统:它是型腔与压室或喷嘴相连的通道,引导金属液按规定的方向进入模具的型腔,且直接影响金属液进入成型部分的速度和压力,由直浇道,横浇道和内浇道组成。
(6)排溢系统:排溢系统是指排气槽和溢流槽系统。
排气槽是排除压室、浇道和型腔中气体的通道;而溢流槽是储存冷金属盒涂料余烬的小空腔,溢流槽还具有调节模具温度的作用,有时在难以排气的深腔部位设置通气塞,借以改善该处的排气条件。
(7)抽芯机构:对某些铸件,当型芯抽出方向与开合模方向不一致时,还需要在模具上设抽芯机构,以便将铸件从模具中取出。
抽芯机构也是压铸模具中十分重要的结构单元,其形式是多种多样的。
铸造模具结构一、引言铸造模具是铸造工艺中的重要工具,它的结构设计对于铸件的质量和生产效率起着至关重要的作用。
本文将围绕铸造模具结构展开探讨,从模具的基本构成、结构设计原则、常见结构形式以及材料选择等方面进行阐述。
二、模具的基本构成铸造模具主要由模座、芯、型腔和导向机构等组成。
1. 模座:模座是支撑和固定模具的部件,通常由底座和支撑柱组成。
底座是模具的基础,支撑柱则起到支撑和定位的作用。
2. 芯:芯是用于铸造中形成内部结构的部件,它可以是固定芯或动芯。
固定芯一般是通过芯柄与模座连接固定,而动芯则需要通过导向机构来实现移动或旋转。
3. 型腔:型腔是用于形成铸件外形的腔体,它通常由上、下型腔组成。
上型腔是由模板和腔板组成,下型腔则是由底板和腔板组成。
模板和底板是模具的主要承力部件,腔板则是与铸件接触的部分,需要具备良好的耐磨性和导热性。
4. 导向机构:导向机构用于实现模具的开合和移动。
常见的导向机构包括导柱、导套、滑块等,它们能够确保模具的开合平稳、定位准确。
三、结构设计原则1. 确定铸件的形状和尺寸,合理确定模具的结构形式和尺寸。
2. 考虑铸件的冷却和收缩特性,合理设置冷却水道和浇口。
3. 考虑模具的开合方式和力学性能,确保模具能够承受铸造过程中的力和压力。
4. 考虑模具的制造工艺和维修性能,方便模具的制造和维护。
四、常见结构形式1. 平板式模具:平板式模具适用于铸造较简单的铸件,结构简单、制造成本较低。
它由上、下模板组成,适用于铸件尺寸较小的情况。
2. 箱式模具:箱式模具适用于形状复杂的铸件,它由上、下箱体组成,能够形成复杂的型腔结构。
箱式模具制造成本较高,但适用范围广。
3. 分型模具:分型模具适用于大型铸件或需要较大开合行程的情况。
它将整个模具分成若干个部分,通过导柱、导套等导向机构来实现模具的开合。
4. 滑动模具:滑动模具适用于有斜侧面或需要斜侧面铸件的情况。
它通过滑块与模具的基座相连,能够实现侧面模具的滑动。