稼动率表格
- 格式:xls
- 大小:39.00 KB
- 文档页数:3
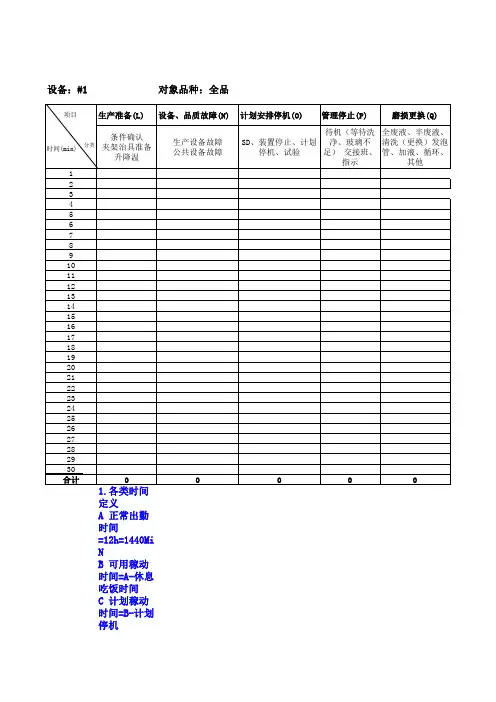
OEE-稼动率相关报表填表说明OEE-稼动率总报表自4月1日试用以来,经逐步规范和完善,基本运行正常,为保证各项数据的现场记录、报表录入、检查、分析的准确、真实、及时,现将报表填报规范说明如下:一、总说明1、为准确、真实、及时反映、了解、掌握生产现场的产品、生产、设备等信息,拟制本表。
2、本报表系统由SMT生产日报表、生产报表登入区、标准工时登入区、PM 分析表、各条线稼动率可视化、综合生产指标&OEE指标可视化组成。
3、SMT生产日报表由当班作业人员填写。
生产报表登入区、标准工时登入区的白色区域由班长登入。
其他灰色区或其他工作表为工时自动计算,不允许改动。
二、报表栏目说明(一)SMT生产日报表1、订单号:该产品销售合同订单内部编号。
2、产品名称:指产品的名称,如高清、标清、光猫、前控、卡板等。
>3、面别。
指印制板的的A/B面,直接在下拉条进行选择。
4、开始时间。
产品开始导入时间。
4、结束时间。
产品最后一块下线时间。
5、产量。
该产品生产数量。
6、节假日。
指因计划安排放假引起的停机时间。
7、会议、培训、教育。
指上班后进行的例行的计划性的早会、晚会、培训、教育会等停机时间。
8、计划维保、点检。
指列入计划的对设备进行的维护、保养、点检等活动引起的停机时间。
9、停水、电、气。
指外部因素引起的生产要素水电气等无供应引起的停机时间。
10、无生产排单。
指因无市场订单造成的机器停止时间。
11、交接班。
指每班人员上下班对设备、产品等进行的交接引起的停机时间。
—12、转产。
指上单产品最后一块进入回流炉到下单产品第一块进入回流炉的时间。
13、首检。
指第1-3块板的质量检验、确认时间。
14、设备故障、事故。
指设备运行中出现偶发故障或人为因素引发的事故导致的机器停止时间。
15、调试设备。
指生产中进行的设备参数、零件、程序、物料等调整引起的机器停止时间。
16、质量问题。
是指生产过程中因处理产品质量问题引发的停机时间。
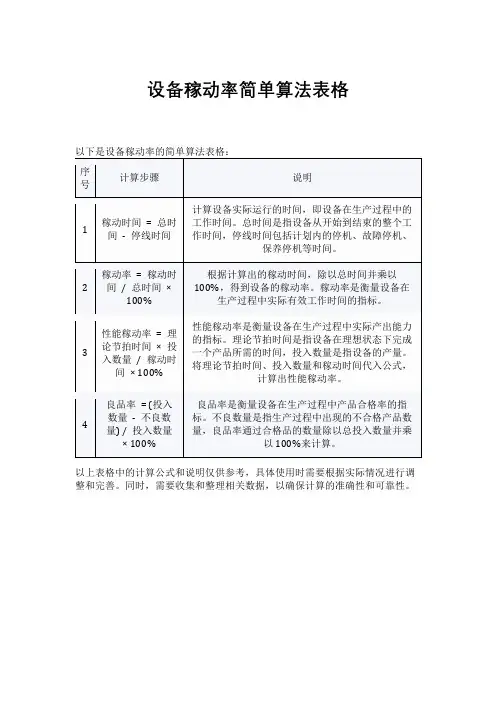
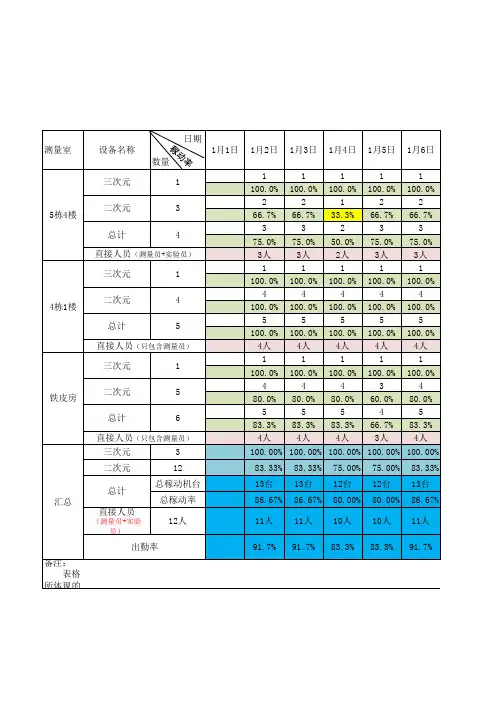
“稼动率”,是指设备在所能提供的时间内为了创造价值而占用的时间所占的比重。
稼动率=(作业时间-流失时间)/作业时间或稼动率=稼动时间/总工时稼动率是一个重要的指标。
其实稼动率的统计方法很多,但是要找到简单有效的,还就只有随时统计法:1、设定设备的六种状态,即加工、维修、维护、停机、空转、转换2、设定随即频次与时间:即如果每天两次的话,就上下午各一次,并设定间隔时间,例如40分钟;3、统计:第一天早8:00,到车间观察设备,只看一眼,统计其状态;下午为14:00。
第二天,把时间往后推迟40分钟,8:40和下午14:40,分别看一次,以此类推4、根据每月统计到的60次的状态,计算设备加工时间所占比例,也就是所谓的稼动率;5、坚持统计,三个月以上,这样的数据就很准确了。
统计的关键就是一定要按照时间去统计,如果时间乱了,这样的方法也就失灵了!设备稼动率2008-05-17 02:06:56| 分类:个人日记| 标签:|举报|字号大中小订阅“稼动率”英文称作activation或utilization,是指设备在所能提供的时间内为了创造价值而占用的时间所占的比重。
1.稼动率的计算方法:时间稼动率:首先定义最大操作时间,指的是设备可用的最大时间,若设备本身为厂内自购,且可完全由厂内自主使用,则最大操作时间一般为日历时间;而负荷时间则为设备可稼动的时间,乃是最大操作时间扣除停机(Shutdown, SD)损失,停机损失乃是计画上的休止时间,如休假、教育训练、保养等。
而稼动时间则是负荷时间扣除停止时间,而停止时间包括批次转换及制程异常、设备异常停止及修复时间。
最大操作时间:设备可用的最大时间负荷时间:最大操作时间扣除停机(Shutdown, SD)损失;停机(Shutdown, SD)损失:计画上的休止时间,如休假、教育训练、保养等稼动时间:负荷时间扣除停止时间停止时间:包括批次转换及制程异常、设备异常停止及修复时间。
稼动率的概念与计算稼动率是生产线、设备或工人工作时间实际产出与可用工作时间之比,用来衡量生产资源利用率的指标。
它可以帮助企业评估生产效率,发现潜在的浪费和低效环节,并对生产计划进行调整和优化。
稼动率的计算方法包括两个要素:生产时间和产出时间。
生产时间是指设备或人力在指定时间段内的实际工作时间,产出时间是指在生产时间内,实际产生产品的时间。
稼动率计算的公式为:稼动率=(产出时间/生产时间)×100%以下是一种加强版的稼动率计算方法,通过引入更多细分指标来更全面地评估生产资源的利用情况:1.总稼动率:该指标反映了整个生产过程中所有资源的综合利用情况。
计算方法为:总稼动率=(总产出时间/总生产时间)×100%。
总生产时间是指生产线或工作站累计的工作时间,总产出时间是指所有产品在生产线上实际产生的时间。
2.单机稼动率:该指标用于评估单个设备或工作站的利用率。
计算方法为:单机稼动率=(设备产出时间/设备工作时间)×100%。
设备工作时间是指设备在生产线上累计的工作时间,设备产出时间是指设备在工作时间内实际产生产品的时间。
3.单人稼动率:该指标用于评估每个工人的利用率。
计算方法为:单人稼动率=(工人产出时间/工人工作时间)×100%。
工人工作时间是指工人在生产线上累计的工作时间,工人产出时间是指工人在工作时间内实际产生产品的时间。
4.指定时间段稼动率:该指标用于评估一些特定时间段内的生产资源利用状况。
计算方法为:指定时间段稼动率=(指定时间段产出时间/指定时间段生产时间)×100%。
指定时间段生产时间是指在指定的时间段内,生产线或工作站的累计工作时间,指定时间段产出时间是指在该时间段内实际产生产品的时间。
这些细分指标可以提供更详细的信息,帮助企业发现生产线或设备的短板,进一步分析产能利用率的问题,并对生产计划进行调整和优化。
同时,稼动率还可以与其他生产绩效指标(如良品率、生产效率等)相结合,为企业提供全面的生产管理数据,促进生产过程的改进和效率提升。
陈厂长:「本厂生产的瓶颈在于800吨一号机,以目前M厂的需求,每周须加四天的小夜班外,尚须假日加班,才能按时交货。
K 厂上班时间每天是505分钟,其中包括用餐及休息合计1小时,而在实际勤务的445分钟内,还包括朝会及检查、清扫等20分钟,因此生产线实际稼动的负荷时间为425分。
且800吨一号机的理论周期时间为0.8分钟,因此在正常稼动时间内,每天应该有531个产出,但实际上却只有310个,经实际测得周期时间为1.1分钟,而每天变换工程及故障停机时间平均约70分钟,其它尚有各种极短时间的设备停止稼动,每天约10次以上。
」品管课张课长:「还好800吨一号机的制品品质水准都能维持在不良率2%,否则纵使全力生产,也只是徒费成本而已。
」根据以上资料,请回答下列问题:K厂之800吨一号机其设备总合率为多少?为了提高设备总合效率,应朝那些方面改善较具成效?如果M厂每日需求量为490个,设备总合效率至少应提升至多少,才不必实施加班?设备总合效率之计算(请读者自行计算)假设:A:一班之实勤时间:B:一班之计画休止时间:C:一班之负荷时间=A一B:D:一班之停止损失时间:E:一班之稼动时间=C一DG:一班之生产量:H:良品率:1:理论周期时间:J:实际周期时间:即:F:实际加工时间=J×GEIT:时间稼动率:=-×100%M:速度稼动率=-×l00%:C FJN:纯稼动率=-×l00%EL:性能稼动率=M ×N ×100设备综合效率=T ×L ×H ×100设备总合效率之计算参考解答A:一班之实勤时间= 505B:一班之计画休止时间=80C:一班之负荷时间=A一B =(505一80)=425D:一班之停止损失时间=70E:一班之稼动时间=C一D =355G:一班之生产量=310H:良品率=98%1:理论周期时间=0.8J:实际周期时间=1.1即:F:实加工时间= J ×G =1.1 ×310 = 341E 355T:时间稼动率=-×100%= -×l00%=83.5%C 425I 0.8M:速度稼动率= -×100%=-×100%= 72.7%J 1.1 F341N:纯稼动率= -= 100%= -×100%= 96.05%E355L:性能稼动率=M ×N ×100 =72.7% ×96.05%×100 =69.8%设备总合效率=T ×L ×H ×100 =83.5%×69.8%×98%×100 =57.1%4.运用与分析经计算出设备总合效率后,即可依其计算值加以解析,以寻找出提高设备总合效率最具成效的方法。
一稼动率目录稼动率的计算方法1.性能稼动率/实质稼动率/速度稼动率稼动率与开动率稼动率的计算方法1.性能稼动率/实质稼动率/速度稼动率稼动率与开动率“稼动率”英文称作activation或utilization,是指设备在所能提供的时间内为了创造价值而占用的时间所占的比重。
是指一台机器设备可能的生产数量与实际生产数量的比值。
稼动率的计算方法时间稼动率 首先定义最大操作时间,最大操作时间指的是设备可用的最大时间。
若设备本身为厂内自购,且可完全由厂内自主使用,则最大操作时间一般为日历时间;而负荷时间则为设备可稼动的时间,乃是最大操作时间扣除停机(Shutdown, SD)损失,停机损失乃是计划上的休止时间,如休假、教育训练、保养等。
而稼动时间则是负荷时间扣除停止时间,而停止时间包括批次转换及制程异常、设备异常停止及修复时间。
最大操作时间:设备可用的最大时间负荷时间:最大操作时间扣除停机(Shutdown, SD) 损失; 停机(Shutdown, SD)损失:计划上的休止时间,如休假、教育训练、保养等 稼动时间:负荷时间扣除停止时间 停止时间:包括批次转换及制程异常、设备异常停止及修复时间。
由以上的定义,即可算出最常用的稼动率定义-设备稼动率(也称为时间稼动率),其公式为: 时间稼动率= 稼动时间 / 负荷时间 目的:减少停止时间,通过资源整合,管理优化,进行资源充分利用,降低成本,提高效率。
性能稼动率/实质稼动率/速度稼动率时间稼动率并无法完全表现设备对生产的贡献程度; 例如,相同的设备,相等的稼动时间,可能因效率的不同,而有不同的产能,此类效率降低的损失则称为性能损失。
在此定义速度稼动率如下: 速度稼动率= 基准周期时间/ 实际周期时间 基准周期时间:设备原设计产出单位产量所需的时间。
实际周期时间:目前设备实际产出单位产量所需的时间。
并定义实质稼动率与性能稼动率如下: 实质稼动率= 生产量 ×实际周期时间/稼动时间 性能稼动率= 速度稼动率 ×实质稼动率 性能稼动时间: 性能稼动时间=稼动时间 ×性能稼动率 =稼动时间-性能损失时间 其中性能损失包括速度低落的损失与短暂停机的损失。
1.稼动率的计算方法:
时间稼动率:首先定义最大操作时间,指的是设备可用的最大时间,若设备本身
为厂内自购,且可完全由厂内自主使用,则最大操作时间一般为日历时间;而负
荷时间则为设备可稼动的时间,乃是最大操作时间扣除停机(Shutdo wn, SD)损新泰粉未冶金制品厂稼动率计算及使用说
明
损失乃是计画上的休止时间,如休假、教育训练、保养等。
而稼动时间
则是负荷时间扣除停止时间,而停止时间包括批次转换及制程异常、设备异常停
止及修复时间。
最大操作时间:设备可用的最大时间负荷时间:最大操作时间扣除停机
(Shutdo wn, SD)损失;停机(Shutdo wn, SD)损失:计画上的休止时间,如休假、教育训练、保养等稼
负荷时间扣除停止时间
停止时间:包括批次转换及制程异常、设备异常停止及修复时间。
由以上的定义,即可算出最常用的稼动率定义-设备稼动率(也称为时间稼动率),其公式为时间稼动率=稼动时间/ 负荷时间。