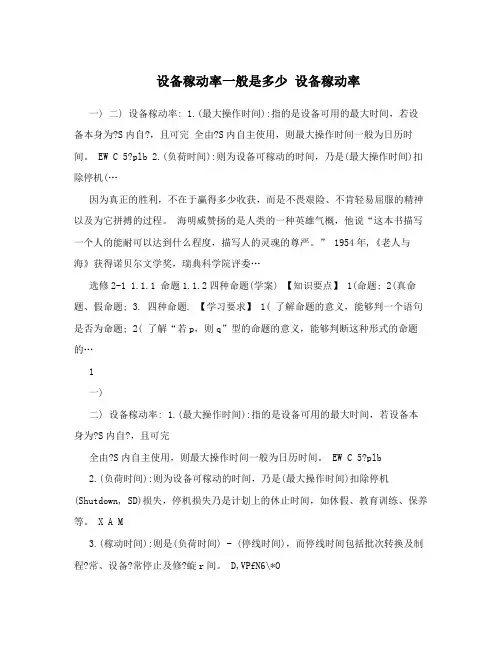
设备稼动率日报表
- 格式:xls
- 大小:22.00 KB
- 文档页数:1

班长间接人员迟到早退病假事假婚假公休旷工A B基准实际模数实际生产生产总生产不良开机不良稼动实际生产S/T C/T CVT 时间目标量数量数量数量时间所用时间机器机械手模具模温机秒秒1*?min min hr EA EA EAEAEA min min min %%hr %%%%%%%故障故障故障故障1#000014402400 - - -0000.0%0.0%0.0%0.0%0.0%0.0%0.0%100.0%0.0%0.0%2#000014402400 - - -0000.0%0.0%0.0%0.0%0.0%0.0%0.0%100.0%0.0%0.0%3#000014402400 - - -0000.0%0.0%0.0%0.0%0.0%0.0%0.0%100.0%0.0%0.0%4#000014402400 - - -0000.0%0.0%0.0%0.0%0.0%0.0%0.0%100.0%0.0%0.0%5#101型30302648014402424,96015,300 15,300 - -480294066.7%100.0%61.3%100.0%61.3%61.3%100.0%0.0%61.3%20.4%6#22型25253144014402410,36813,285 13,285 - -1440184500.0%100.0%128.1%100.0%128.1%128.1%100.0%0.0%128.1%128.1%7#58型404016144014402434,56043,760 43,760 - -1440182300.0%100.0%126.6%100.0%126.6%126.6%100.0%0.0%126.6%126.6%8#22型404013135014402426,32528,580 28,580 - -1350146600.0%100.0%108.6%100.0%108.6%108.6%100.0%0.0%108.6%108.6%909#101型2020160144024180205 205--6068095.8%100.0%113.9%100.0%113.9%113.9%100.0%0.0%113.9% 4.7%10#70型21211180144024514975 975 - -180341087.5%100.0%189.6%100.0%189.6%189.6%100.0%0.0%189.6%23.7%11#70型212117201440242,0572,470 2,470 - -720865050.0%100.0%120.1%100.0%120.1%120.1%100.0%0.0%120.1%60.0%12#808型2020114401440244,3204,600 4,600 - -1440153300.0%100.0%106.5%100.0%106.5%106.5%100.0%0.0%106.5%106.5%13#000014402400 - - -0000.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%14#68型2020114401440244,3205,455 5,455 - -1440181800.0%100.0%126.3%100.0%126.3%126.3%100.0%0.0%126.3%126.3%15#51型2121113801440243,9434,460 4,460 - -1380156100.0%100.0%113.1%100.0%113.1%113.1%100.0%0.0%113.1%113.1%6016#55型222219401440242,5642,880 2,880 - -940105600.0%100.0%112.3%100.0%112.3%112.3%100.0%0.0%112.3%112.3%17#66型2222113501440243,6824,320 4,320 - -135015840 6.3%100.0%117.3%100.0%117.3%117.3%100.0%0.0%117.3%110.0%18#000014402400 - - -0000.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%19#20型40409126014402417,01011,735 11,735 - -126086900.0%100.0%69.0%100.0%69.0%69.0%100.0%0.0%69.0%69.0%18020#000014402400 - - -0000.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%21#51型2121114401440244,1144,650 4,650 - -1440162800.0%100.0%113.0%100.0%113.0%113.0%100.0%0.0%113.0%113.0%22#000014402400 - - -0000.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%23#144024- --0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%枪壳枪壳枪壳枪壳汽箱体综合率性能/时间稼动率良品率不良率(包括开机不良)理论作业时间当日未出勤人员理论时 间可动率速度可动率年假直接管理人员(白/夜)盐城耀之晋超精密汽车部件有限公司33出勤现况合计间接人员区分注塑部人员总数合计职员9210计划LOSS 实际可动率3生产数不良品浪费时间品名备注1011车间主任1设备总综合效率当日出勤人员10A11B性能可动率螺纹套枪壳枪壳枪壳汽箱体机号MODEL枪壳枪壳汽箱体枪壳注塑日综合设备稼动率0.0%20.0%40.0%60.0%80.0%100.0%120.0%1113.0%52.5%综合率设备总综合效率51.3%53.5%1.9%-6.74%0.00%0.00%实际良品时间生产率计划时间浪费率设备性能时间浪费率不良品(包括开机不良)时间浪费率模具模具其它培训机器计划清洗交换时间休息保养停止试模试料停机待命014401440014400144014400144001440144001440014401440014400960960096000000000900090013801380013800126012600126007207200720000001440144001440000060006050050000500090900900144014400144018000180014401440014400000014401440014400144014401440合计小计以下是为了算综合效率试模试料备 注制造--1109012011/9/12011/9/6颜凌2011/9/1制定日期:做成检讨决裁修改人:审核李月龙小计小计时间loss(min)修改日期:修改日期:制定人:日期: 2011 年10月13日 星期五修改人:承认文件编号:注设备时间浪费率(包括辅助设备)试料试模/换模具/生产/停机待命。
OEE-稼动率相关报表填表说明OEE-稼动率总报表自4月1日试用以来,经逐步规范和完善,基本运行正常,为保证各项数据的现场记录、报表录入、检查、分析的准确、真实、及时,现将报表填报规范说明如下:一、总说明1、为准确、真实、及时反映、了解、掌握生产现场的产品、生产、设备等信息,拟制本表。
2、本报表系统由SMT生产日报表、生产报表登入区、标准工时登入区、PM 分析表、各条线稼动率可视化、综合生产指标&OEE指标可视化组成。
3、SMT生产日报表由当班作业人员填写。
生产报表登入区、标准工时登入区的白色区域由班长登入。
其他灰色区或其他工作表为工时自动计算,不允许改动。
二、报表栏目说明(一)SMT生产日报表1、订单号:该产品销售合同订单内部编号。
2、产品名称:指产品的名称,如高清、标清、光猫、前控、卡板等。
3、面别。
指印制板的的A/B面,直接在下拉条进行选择。
4、开始时间。
产品开始导入时间。
4、结束时间。
产品最后一块下线时间。
5、产量。
该产品生产数量。
6、节假日。
指因计划安排放假引起的停机时间。
7、会议、培训、教育。
指上班后进行的例行的计划性的早会、晚会、培训、教育会等停机时间。
8、计划维保、点检。
指列入计划的对设备进行的维护、保养、点检等活动引起的停机时间。
9、停水、电、气。
指外部因素引起的生产要素水电气等无供应引起的停机时间。
10、无生产排单。
指因无市场订单造成的机器停止时间。
11、交接班。
指每班人员上下班对设备、产品等进行的交接引起的停机时间。
12、转产。
指上单产品最后一块进入回流炉到下单产品第一块进入回流炉的时间。
13、首检。
指第1-3块板的质量检验、确认时间。
14、设备故障、事故。
指设备运行中出现偶发故障或人为因素引发的事故导致的机器停止时间。
15、调试设备。
指生产中进行的设备参数、零件、程序、物料等调整引起的机器停止时间。
16、质量问题。
是指生产过程中因处理产品质量问题引发的停机时间。
17、待料。
OEE-稼动率相关报表填表说明OEE-稼动率总报表自4月1日试用以来,经逐步规范和完善,基本运行正常,为保证各项数据的现场记录、报表录入、检查、分析的准确、真实、及时,现将报表填报规范说明如下:一、总说明1、为准确、真实、及时反映、了解、掌握生产现场的产品、生产、设备等信息,拟制本表。
2、本报表系统由SMT生产日报表、生产报表登入区、标准工时登入区、PM 分析表、各条线稼动率可视化、综合生产指标&OEE指标可视化组成。
3、SMT生产日报表由当班作业人员填写。
生产报表登入区、标准工时登入区的白色区域由班长登入。
其他灰色区或其他工作表为工时自动计算,不允许改动。
二、报表栏目说明(一)SMT生产日报表1、订单号:该产品销售合同订单内部编号。
2、产品名称:指产品的名称,如高清、标清、光猫、前控、卡板等。
3、面别。
指印制板的的A/B面,直接在下拉条进行选择。
4、开始时间。
产品开始导入时间。
4、结束时间。
产品最后一块下线时间。
5、产量。
该产品生产数量。
6、节假日。
指因计划安排放假引起的停机时间。
7、会议、培训、教育。
指上班后进行的例行的计划性的早会、晚会、培训、教育会等停机时间。
8、计划维保、点检。
指列入计划的对设备进行的维护、保养、点检等活动引起的停机时间。
9、停水、电、气。
指外部因素引起的生产要素水电气等无供应引起的停机时间。
10、无生产排单。
指因无市场订单造成的机器停止时间。
11、交接班。
指每班人员上下班对设备、产品等进行的交接引起的停机时间。
12、转产。
指上单产品最后一块进入回流炉到下单产品第一块进入回流炉的时间。
13、首检。
指第1-3块板的质量检验、确认时间。
14、设备故障、事故。
指设备运行中出现偶发故障或人为因素引发的事故导致的机器停止时间。
15、调试设备。
指生产中进行的设备参数、零件、程序、物料等调整引起的机器停止时间。
16、质量问题。
是指生产过程中因处理产品质量问题引发的停机时间。
17、待料。

设备稼动率改善报告设备稼动率改善报告概述本报告旨在分析和评估当前设备稼动率,并提出改善稼动率的相关建议。
通过采取有效的措施,公司可以提高设备的利用率和效率,从而实现生产成本的降低和生产能力的提升。
当前设备稼动率分析1.稼动率定义:设备稼动率是指设备实际运行时间与总可用运行时间的比例,通常以百分比表示。
2.稼动率计算公式:稼动率 = (设备实际运行时间 / 总可用运行时间) * 100。
3.目前公司设备稼动率:根据数据统计,公司设备稼动率为XX%。
4.稼动率低下的原因分析:通过详细调研和分析,我们发现以下几个主要原因导致了设备稼动率的低下:–设备故障频繁导致的停机时间增加;–生产计划不合理,导致设备长时间闲置;–操作人员技能不足,操作效率低下;–设备维护不当,导致频繁故障和维修时间增加。
改善设备稼动率的建议1.提高设备维护水平:–建立完善的设备维护计划,包括定期保养和预防性维修;–培训维护人员,提高其维修技能和知识水平;–定期检查设备,及时发现和解决潜在故障。
2.优化生产计划:–与生产部门密切合作,根据市场需求和设备能力,制定合理的生产计划;–减少产品切换时间,提高设备的连续生产能力;–引入先进的计划管理系统,实时跟踪设备状态和生产进度。
3.提升操作人员技能:–组织培训和知识分享会,提高操作人员的技术水平;–建立标准化的操作流程和作业指导书,降低操作错误率;–建立奖励机制,鼓励操作人员提高工作效率和稼动率。
4.引入设备监控系统:–安装设备监控系统,实时监测设备运行状态,快速发现异常情况;–建立设备维修记录和故障分析数据库,用于排查和修复设备问题。
结论通过以上建议的实施,我们相信公司的设备稼动率将会得到明显的改善。
提高设备稼动率不仅可以提高生产效率和产品质量,降低生产成本,还能够增加公司的竞争力和市场份额。
我们建议公司在改善设备稼动率方面持续投入资源和精力,确保改善措施的有效实施和成果的持续改进。
设备稼动率改善报告(续)改善措施的执行与监测1.设立设备稼动率改善团队:由相关部门的代表组成,负责制定、执行和监测改善计划;2.制定改善计划:根据以上建议,确定改善目标、具体措施和实施时间表;3.分配责任人:明确每项改善措施的责任人,并设立监测机制,确保改善进度的及时反馈和跟进;4.定期检查和评估:设立定期检查和评估机制,对改善措施的执行情况进行监测和评估,及时调整和改进措施。
设备稼动率一般是多少设备稼动率一) 二) 设备稼动率: 1.(最大操作时间):指的是设备可用的最大时间,若设备本身为?S内自?,且可完全由?S内自主使用,则最大操作时间一般为日历时间。
EW C 5?plb 2.(负荷时间):则为设备可稼动的时间,乃是(最大操作时间)扣除停机(…因为真正的胜利,不在于赢得多少收获,而是不畏艰险、不肯轻易屈服的精神以及为它拼搏的过程。
海明威赞扬的是人类的一种英雄气概,他说“这本书描写一个人的能耐可以达到什么程度,描写人的灵魂的尊严。
” 1954年,《老人与海》获得诺贝尔文学奖,瑞典科学院评委…选修2-1 1.1.1 命题1.1.2四种命题(学案) 【知识要点】 1(命题; 2(真命题、假命题; 3. 四种命题. 【学习要求】 1( 了解命题的意义,能够判一个语句是否为命题; 2( 了解“若p,则q”型的命题的意义,能够判断这种形式的命题的…1一)二) 设备稼动率: 1.(最大操作时间):指的是设备可用的最大时间,若设备本身为?S内自?,且可完全由?S内自主使用,则最大操作时间一般为日历时间。
EW C 5?plb2.(负荷时间):则为设备可稼动的时间,乃是(最大操作时间)扣除停机(Shutdown, SD)损失,停机损失乃是计划上的休止时间,如休假、教育训练、保养等。
X A M3.(稼动时间):则是(负荷时间) - (停线时间),而停线时间包括批次转换及制程?常、设备?常停止及修?蜁r间。
D,VPfN6\*O由以上的定义,即可算出最常用的稼动率定义—设备稼动率(也称为时间稼动率),其公式为 -!.\|-4`设备稼动率 = 稼动时间?负荷时间 n] ?I- R(二)性能稼动率??质稼动率?速度稼动率 }O jS:a1时间稼动率?K无法完全表现设备对生产的贡献程度:例如,相同的设备,相等的稼动时间,可能因效率的不同,而有不同的产能,此?效率降低的损失则称为性能损失。
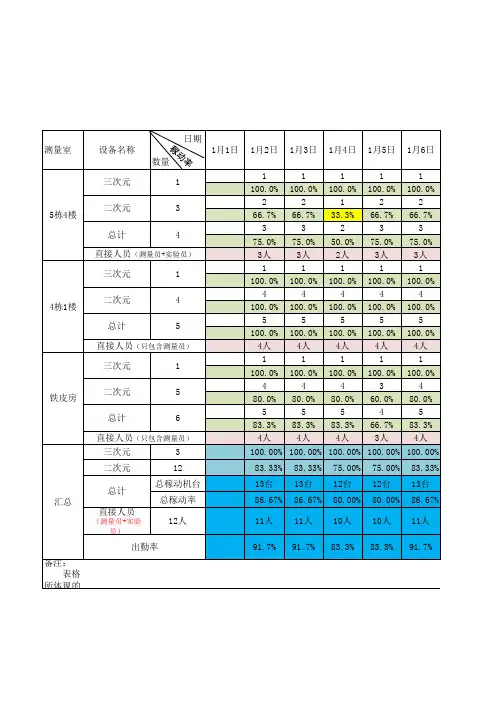
备注:维修工时 =设备部人员开始维修到维修完成的时间
开机工时 =设备开始使用到使用结束的时间
设备额定生产工时=设备所在岗位属于几小时工作岗位
故障率 =维修时间和设备额定生产时间的比
稼动率 =开机时间和设备额定生产时间的比
车间文员根据本车间每天实际开机情况,及时填写当天的开机工时、设备额定生产工时(所有时间均以分钟为单位),并于次月1号填写完毕交设备管理专员,放假期间不需要填写。
20 年 月
年 月喷漆车间设备稼动率统计表
作成:裴朝辉作成日期:2014-10-8。
O E E-稼动率相关报表填表说明(共4页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--OEE-稼动率相关报表填表说明OEE-稼动率总报表自4月1日试用以来,经逐步规范和完善,基本运行正常,为保证各项数据的现场记录、报表录入、检查、分析的准确、真实、及时,现将报表填报规范说明如下:一、总说明1、为准确、真实、及时反映、了解、掌握生产现场的产品、生产、设备等信息,拟制本表。
2、本报表系统由SMT生产日报表、生产报表登入区、标准工时登入区、PM分析表、各条线稼动率可视化、综合生产指标&OEE指标可视化组成。
3、SMT生产日报表由当班作业人员填写。
生产报表登入区、标准工时登入区的白色区域由班长登入。
其他灰色区或其他工作表为工时自动计算,不允许改动。
二、报表栏目说明(一)SMT生产日报表1、订单号:该产品销售合同订单内部编号。
2、产品名称:指产品的名称,如高清、标清、光猫、前控、卡板等。
3、面别。
指印制板的的A/B面,直接在下拉条进行选择。
4、开始时间。
产品开始导入时间。
4、结束时间。
产品最后一块下线时间。
5、产量。
该产品生产数量。
6、节假日。
指因计划安排放假引起的停机时间。
7、会议、培训、教育。
指上班后进行的例行的计划性的早会、晚会、培训、教育会等停机时间。
8、计划维保、点检。
指列入计划的对设备进行的维护、保养、点检等活动引起的停机时间。
9、停水、电、气。
指外部因素引起的生产要素水电气等无供应引起的停机时间。
10、无生产排单。
指因无市场订单造成的机器停止时间。
11、交接班。
指每班人员上下班对设备、产品等进行的交接引起的停机时间。
12、转产。
指上单产品最后一块进入回流炉到下单产品第一块进入回流炉的时间。
13、首检。
指第1-3块板的质量检验、确认时间。
14、设备故障、事故。
指设备运行中出现偶发故障或人为因素引发的事故导致的机器停止时间。
15、调试设备。