攻丝与套扣
- 格式:ppt
- 大小:1.60 MB
- 文档页数:17
孔及螺纹加工钳工进行的孔加工,主要有钻孔、扩孔、铰孔和锪孔。
钻孔也是攻丝前的准备工序。
孔加工常在台式钻床、立式钻床或摇臂钻床上进行。
若工件大而笨重,也可使用手电钻钻孔。
铰孔有时也用手工进行。
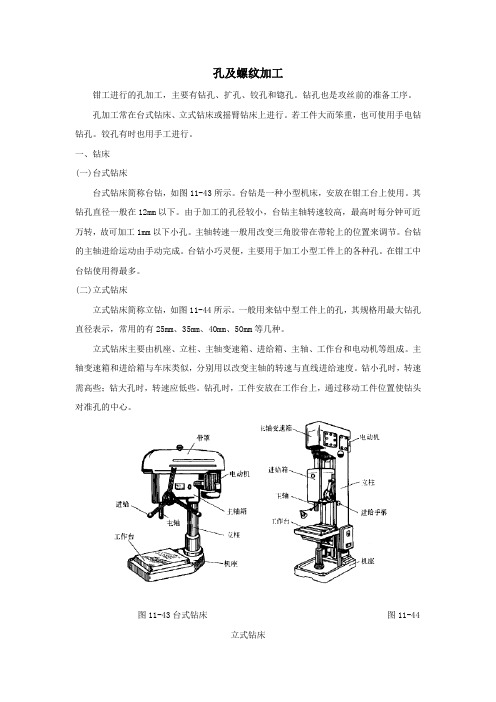
一、钻床(一)台式钻床台式钻床简称台钻,如图11-43所示。
台钻是一种小型机床,安放在钳工台上使用。
其钻孔直径一般在12mm以下。
由于加工的孔径较小,台钻主轴转速较高,最高时每分钟可近万转,故可加工1mm以下小孔。
主轴转速一般用改变三角胶带在带轮上的位置来调节。
台钻的主轴进给运动由手动完成。
台钻小巧灵便,主要用于加工小型工件上的各种孔。
在钳工中台钻使用得最多。
(二)立式钻床立式钻床简称立钻,如图11-44所示。
一般用来钻中型工件上的孔,其规格用最大钻孔直径表示,常用的有25mm、35mm、4Omm、5Omm等几种。
立式钻床主要由机座、立柱、主轴变速箱、进给箱、主轴、工作台和电动机等组成。
主轴变速箱和进给箱与车床类似,分别用以改变主轴的转速与直线进给速度。
钻小孔时,转速需高些;钻大孔时,转速应低些。
钻孔时,工件安放在工作台上,通过移动工件位置使钻头对准孔的中心。
图11-43台式钻床图11-44立式钻床(三)摇臂钻床摇臂钻床是用来钻削大型工件的各种螺钉孔、螺纹底孔和油孔等,如图11-45所示。
它有一个能绕立柱旋转的摇臂。
主轴箱可以在摇臂上作横向移动,并随摇臂沿立柱上、下作调整运动。
刀具安装在主轴上,操作时,能很方便地调整到所需钻削孔的中心,而不需移动工件。
摇臂钻床加工范围广泛,在单件和成批生产中多被采用。
图11-45 摇臂钻床二、钻孔用麻花钻在材料实体部位加工孔称为钻孔。
钻床钻孔时,钻头旋转(主运动)并作轴向移动(进给运动),如图11-46所示。
图11-46 钻削时的运动由于钻头结构上存在着一些缺点,如刚性差、切削条件差,故钻孔精度低,尺寸公差等级一般为ITl2左右,表面粗糙度Ra值为12.5μm左右。
(一)麻花钻及安装方法麻花钻是钻孔的主要工具,其组成部分如图11-47所示。


钳工应知应会1、什么是套丝?答:用板牙在园杆、管子外径上切削出外螺纹的加工过程。
2、钳工操作包括哪些主要内容?答:钳工操作以手工为主,其工作内容很广,大致包括以下几个方面:划线、錾切、锯割、锉削、矫正和弯曲、铆接、钻孔、扩孔、孔、铰孔、攻丝和套扣、刮削、研磨以及机器的装配和维修,工具和模具的制造等。
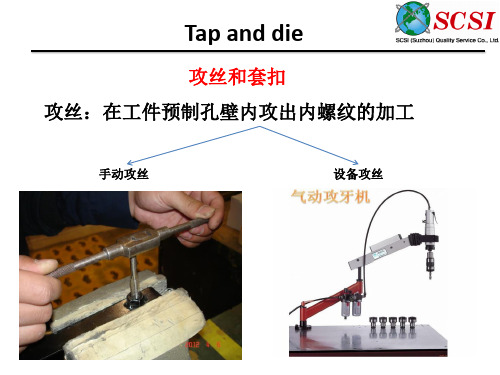
3、什么是攻丝?答:指用丝锥在孔壁上切削出内螺纹的加工过程。
4、螺丝轴向剖面内的牙齿形状常见的有那几种?答:有三角形、矩形、梯形、半圆形和锯齿形等。
5、炼油厂常用的润滑油有几种?答:有机械油、压缩机油、汽轮机油、冷冻机油、气缸油、齿轮油。
6、三气厂一期三大机组润滑油型号?答:燃机:美孚汽轮机油VG32.膨胀机组:BPLPT68冷冻机油。
丙烷压缩机组:BPTHB32.7、5-K1和13-K1机组润滑油型号?答: 5-K1机组:DAB150.13-K1机组:寿力SULLUBE32和24KT.8、一期装置区工艺泵润滑油型号?答:BPTHB329、机械密封有几个泄漏点?答:有密封端面、动环密封圈、静环密封圈和压盖密封垫等四个泄漏点。
10、我厂一期装置区4-P4/A/B工艺泵机械密封型号?答:H74N/60_H74F25011、我厂装置区工艺泵密封罐作用?答:监视冷却泵的密封。
12、我厂一期装置区工艺泵4-P1/A/B共有几个轴承?型号分别是什么?答:共有3个轴承,型号分别是7307轴承两个。
NU307轴承一个。
13、我厂一期装置区1-GT/K1机组润滑油过滤器采用的几um滤芯?一组分别是几个?答:采用10um滤芯.一组分别是2个。
14、简述燃机机组切换滑油过滤器操作方法?答:先打开平衡阀冲压后,再开切换阀进行切换。
切换后关闭平衡阀。
15、简述启动机组滤油车操作方法和检查注意事项?答:首先检查滤油车管线是否密封良好。
试启动检查电机旋向是否正确,声音是否异常。
启动滤油车,应关闭出口阀、防空阀、入口阀,启动真空泵,待真空压力到-7bar时,打开入口阀,对滤油车油箱进行充油,到3/4液位时启动出油泵,打开出口阀,对机组进行加油。

攻螺纹、套螺纹及其注意事项常用的在角螺纹工件,其螺纹除采用机械加工外,还可以用钳加工方法中的攻螺纹和套螺纹来获得。
攻螺纹(亦称攻丝)是用丝锥在工件内圆柱面上加工出内螺纹;套螺纹(或称套丝、套扣)是用板牙在圆柱杆上加工外螺纹。
一、攻螺纹1.丝锥及铰扛(1)丝锥丝锥是用来加工较小直径内螺纹的成形刀具,一般选用合金工具钢9SiGr制成,并经热处理制成。
通常M6~M24的丝锥一套为两支,称头锥、二锥;M6以下及M24以上一套有三支、即头锥、二锥和三锥。
每个丝锥都有工作部分和柄部组成。
工作部分是由切削部分和校准部分组成。
轴向有几条(一般是三条或四条)容屑槽,相应地形成几瓣刀刃(切削刃)和前角。
切削部分(即不完整的牙齿部分)是切削螺纹的重要部分,常磨成圆锥形,以便使切削负荷分配在几个刀齿上。
头锥的锥角小些,有5~7个牙;二锥的锥角大些,有3~4个牙。
校准部分具有完整的牙齿,用于修光螺纹和引导丝锥沿轴向运动。
柄部有方头,其作用是与铰扛相配合并传递扭矩。
(2)铰扛铰扛是用来夹持丝锥的工具,常用的是可调式铰扛。
旋转手柄即可调节方孔的大小,以便夹持不同尺寸的丝锥。
铰扛长度应根据丝锥尺寸大小进行选择,以便控制攻螺纹时的扭矩,防止丝锥因施力不当而扭断。
2.攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+-.7d(3)孔口倒角攻螺纹前要在钻孔的孔口进行倒角,以利于丝锥的定位和切入。