空调水无缝钢管安装技术交底
- 格式:ppt
- 大小:7.83 MB
- 文档页数:12
焊接时,严格控制坡口质量,破口的形式和尺寸见下表。
焊缝饱满,打压试验前,焊缝部位禁止刷油。
支架与管道焊接时,管道侧的咬边量,应小于0.1倍的管壁厚。
管道焊接破口形式和尺寸
项次
厚度T
(mm)
破口名称破口形式
破口尺寸
备注
间隙C
(mm)
钝边P
(mm)
破口角度α
(°)
1 6~9
V型破口
0~2.0 0~2 65~75 9~26 0~3.0 0~3 55~65
四、支架安装
无缝钢管管径DN400支架使用14#槽钢,钢板与管道之间用护板连接;DN350支架使用12#槽钢,钢板与管道之间用护板连接;DN200支架使用8#槽钢,钢板与管道直接连接;DN150-DN80支架使用5#槽钢,钢板与管道直接连接。
无缝钢管楼板处设支架,做法见下图(1)
图(1)图(1)。
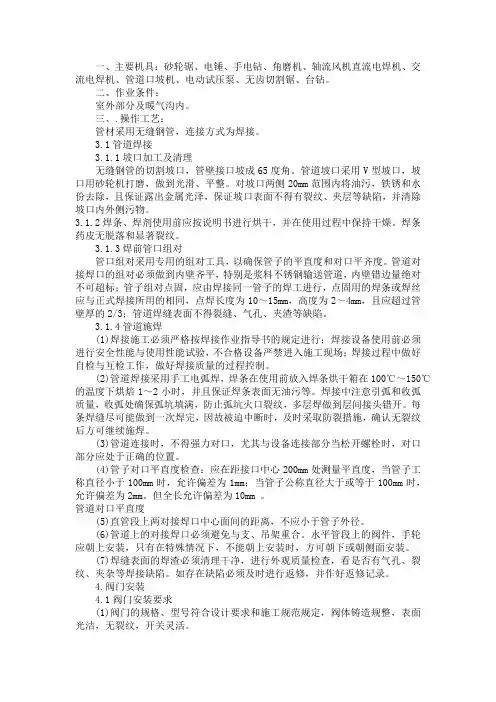
一、主要机具:砂轮锯、电锤、手电钻、角磨机、轴流风机直流电焊机、交流电焊机、管道口坡机、电动试压泵、无齿切割锯、台钻。
二、作业条件:室外部分及暖气沟内。
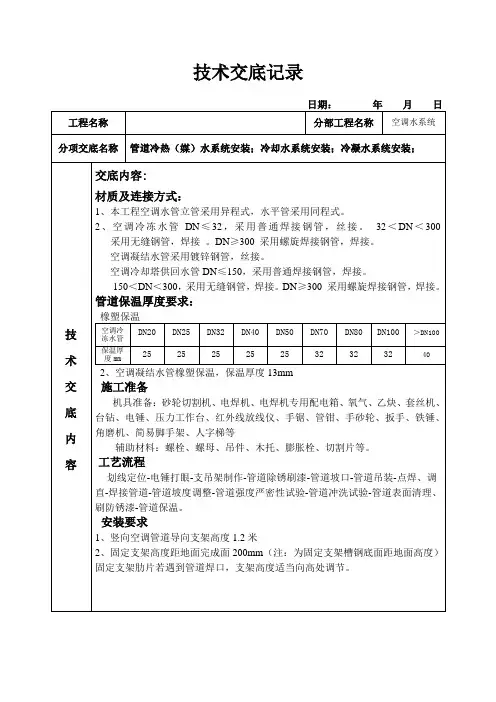
三、.操作工艺:管材采用无缝钢管,连接方式为焊接。
3.1管道焊接3.1.1坡口加工及清理无缝钢管的切割坡口,管壁接口坡成65度角。
管道坡口采用V型坡口,坡口用砂轮机打磨,做到光滑、平整。
对坡口两侧20mm范围内将油污,铁锈和水份去除,且保证露出金属光泽,保证坡口表面不得有裂纹、夹层等缺陷,并清除坡口内外侧污物。
3.1.2焊条、焊剂使用前应按说明书进行烘干,并在使用过程中保持干燥。
焊条药皮无脱落和显著裂纹。
3.1.3焊前管口组对管口组对采用专用的组对工具,以确保管子的平直度和对口平齐度。
管道对接焊口的组对必须做到内壁齐平,特别是浆料不锈钢输送管道,内壁错边量绝对不可超标;管子组对点固,应由焊接同一管子的焊工进行,点固用的焊条或焊丝应与正式焊接所用的相同,点焊长度为10~15mm,高度为2~4mm,且应超过管壁厚的2/3;管道焊缝表面不得裂缝、气孔、夹渣等缺陷。
3.1.4管道施焊(1)焊接施工必须严格按焊接作业指导书的规定进行;焊接设备使用前必须进行安全性能与使用性能试验,不合格设备严禁进入施工现场;焊接过程中做好自检与互检工作,做好焊接质量的过程控制。
(2)管道焊接采用手工电弧焊,焊条在使用前放入焊条烘干箱在100℃~150℃的温度下烘焙1~2小时,并且保证焊条表面无油污等。
焊接中注意引弧和收弧质量,收弧处确保弧坑填满,防止弧坑火口裂纹,多层焊做到层间接头错开。
每条焊缝尽可能做到一次焊完,因故被迫中断时,及时采取防裂措施,确认无裂纹后方可继续施焊。
(3)管道连接时,不得强力对口,尤其与设备连接部分当松开螺栓时,对口部分应处于正确的位置。
(4)管子对口平直度检查:应在距接口中心200mm处测量平直度,当管子工称直径小于100mm时,允许偏差为1mm;当管子公称直径大于或等于100mm时,允许偏差为2mm。
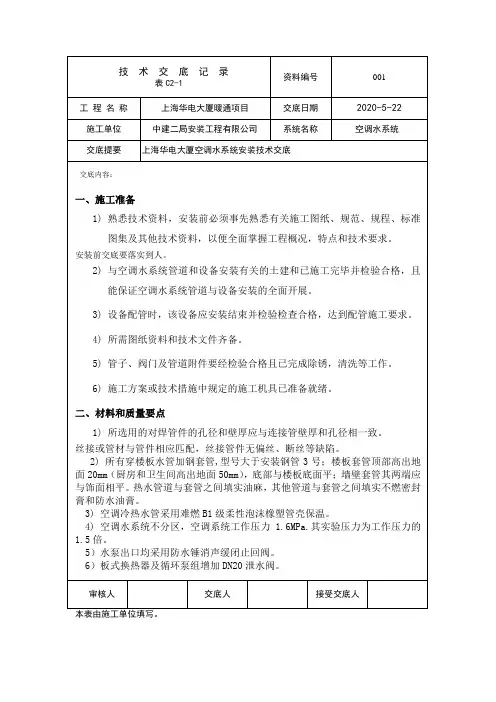
空调水系统安装施工技术交底
④支吊架组对焊接过程中,至成型,
3)管道制作安装
套管制作安装
③管道安装前要检查管内有后将螺纹处露的填料清理干净。
②管径、平直度为1/100
④检查橡胶密封圈是否损伤根钢管靠近已套上密封圈的钢管
角体。
膨胀水管
室外保温要求进行。
所有管道附件保温厚度与所设备安装完毕后进行,与水泵、
腐处理。
成排管段或成排阀门在同
—管子的有效长度
225-250
300
采用单杆吊架时,应在管道起始
80 100
为1/1000。
校核。
(2)对经测绘制成的加工草
(
《管道支架及吊架》进行加工制。
2、当做分项工程施工技术交底时,应填写"分项工程名称"栏,其他技术交底可不填写。
2、当做分项工程施工技术交底时,应填写"分项工程名称"栏,其他技术交底可不填写。
2、当做分项工程施工技术交底时,应填写"分项工程名称"栏,其他技术交底可不填写。
2、当做分项工程施工技术交底时,应填写"分项工程名称"栏,其他技术交底可不填写。
表C2-1编 号 工 程 名 称 交底日期 2022-4-27施工单位 分项工程名称交底提要交底内容:审核人交底人接受交底人1、本表由施工单位填写,交底单位与接受交底单位各存一份。
2、当做分项工程施工技术交底时,应填写"分项工程名称"栏,其他技术交底可不填写。
1制冷系统的液体管道安装不应有局部向上凸起的弯曲现象以免形成气囊。
气体管道安装不应有局部向下凹的弯曲现象,以免形成液囊。
2从液体干管引出支管,应从干管底部或侧面接出;从气体干管引出支管,应从干管上部或侧面接出。
3管道成三通连接时,应将支管按制冷剂流向弯成弧形再进行焊接,见图 (1);当支管与干管直径相同且管道内径小于50mm 时,则需在干管的连接部位换上大一号管径的管段,再按以上规定进行焊接,见图 (2)。
图 三通连接4不同管径的管道直线焊接时,应采用同心异径管。
5紫铜管的连接宜采用承插口焊接,或套管式焊接;承口的扩口深度不应小于管径,扩口方向应迎介质流向。
铜管的连接及安装详见《铜管道安装工艺标准》。
6紫铜管切口表面应平齐,不得有毛刺、凹凸等缺陷。
切口平面允许倾斜偏差为管子直径的1%。
7紫铜管煨弯可用热弯或冷弯,椭圆率不应大于8%。
(五)阀门安装。
2、当做分项工程施工技术交底时,应填写"分项工程名称"栏,其他技术交底可不填写。
2、当做分项工程施工技术交底时,应填写"分项工程名称"栏,其他技术交底可不填写。
技术交底工程名称 分部工程 建筑给水排水及采暖工程分项工程名称:室内采暖及散热器安装A部分潍坊市有关规定1安装管道应有坡度,如无设计要求,应符合下列规定:a热水采暖和热水供应管道及汽水同向流动的蒸汽和凝结水管道,坡度一般为0.003,但不得小于0.002。
b汽水逆向流动的蒸汽管道,坡度不得小于0.005。
2 管道从门窗或其它洞口、梁、拄、墙垛等处绕过,其转向处如高于或底于管道水平走向,其最高点或最底点应分别安装排汽和泄水装置。
暖气干管末端应设置自动排汽装置。
排汽口应通过管道引至附近水池或引至室外。
具体做法参照LN90N93-2。
3 管道穿过墙壁和楼板,应设置钢制套管,安装在楼板内的套管,其顶部应高出地面20mm,卫生间30mm,底部应与楼板底面相平,安装在墙壁内的套管,其两端应与饰面相平。
套管内用油麻填塞。
管道沿37墙变24墙敷设时,宜采用LN90N92 47页的做法。
4 安装管径小于或等于32mm不保温的采暖双立管道,两管中心距离为80mm,允许偏差5mm。
送水或送汽管应置于面向的右侧。
5 采暖管道的安装,管径小于或等于32mm宜采用螺纹连接;管径大于32mm宜采用焊接或法兰连接,法兰的成点、衬垫应采用石棉制品。
6 采暖管道的转弯处应采用煨制弯,不准使用冲压弯头,对于安装确有困难的自然转弯处且管径D≥125mm时可采用与管子同径同壁厚的冲压弯头,但弯头两边必须设固定支架。
7 干管变径应采用偏心大小头。
蒸汽采暖管道应使管低平齐,热水采暖管道应使管顶平齐,以利泄水和放空。
变径应尽量采用异径管(大小头),如现场自制时,管径≥70mm时长度应为300mm;管径≤50mm时长度应为200mm。
8 方形钢管伸缩器,宜用整根管弯制而成。
如需接口,其焊口应设在垂直壁的中间。
安装伸缩器前应做预拉伸。
方形伸缩器水平安装,应与管道坡度一致,垂直安装,应有泄水、排汽装置。
9 伸缩器的安装位置,应按设计注明位置。
如设计无要求:1. 方形、套筒型和波纹形应安装在两端固定点中间或介质流动方向的后半部。
空调水管安装技术交底一、施工依据1、采暖通风施工图纸以及有关设计变更、图纸会审;2、《通风与空调工程施工质量验收规范》GB50243--2016;3、《建筑给水排水及采暖工程施工质量标准》ZJQ00-SG-022-2006;4、《通风与空调工程施工质量标准》ZJQ00-SG-023-2006;5、项目部编写的《施工组织设计》、《通风与空调工程施工方案》。
二、施工准备1、电焊工需持安全技术操作证上岗。
2、主要机械(具)的选用交流电焊机BX6-300型及手工电弧焊用附件;氧气,乙炔,台钻等。
接地电阻测试仪、万用表,砂轮锯,台钻,台虎钳,电锤,手电钻,手锯,活扳子,手锤,克丝钳,手工制作錾子,钢钎等,圆板牙架子及圆板牙水平尺,线坠,盒尺,皮尺,小线,石笔,毛刷,机油。
3、检验所用材料(1)所有主材与辅材都要严格按照公司标准进行正规验收。
(2)型钢的几何尺寸和厚度应符合设计和施工图集要求,型钢无变形,弯曲,表面无裂纹、结疤和锈蚀斑点严重。
(3)电焊条采用碳钢焊条。
三、工艺流程确定尺寸、标高,测量,画线,定位→下料→钻孔→焊接→防腐→放线→安装→复检养护四、操作要点1、空调水管棺材采用碳素钢管,其中,管道公称直径DN<50者,采用普通焊接钢管,管道公称直径DN≥50者,采用无缝钢管,管道工程直径DN≥250者,采用螺旋焊接钢管。
2、支架制作(1)支架制作,横平,竖直,(用直尺,角尺检查)(2)支架焊接的焊缝表面平整,无夹渣和气孔等现象,焊口坡度要做倒角,焊接质量应符合相应施工验收规范的规定。
(3)管道支、吊、托架具体形式和设置位置,由施工单位根据现场具体情况确定,支吊架安装间距表如下:此部位联合支架按4.5米间距安装固定。
支架采用14#槽钢、14#膨胀螺栓固定安装,管道用U型卡抱箍与支架固定。
管道支、吊、托架必须设置于保温层的外部,在穿过出应以同保温层厚度相同的垫木绝热。
木垫必须经过沥青蒸煮防腐,木托中间空隙必须填实。