钢制压力容器的制造检验及验收
- 格式:pptx
- 大小:1.24 MB
- 文档页数:37
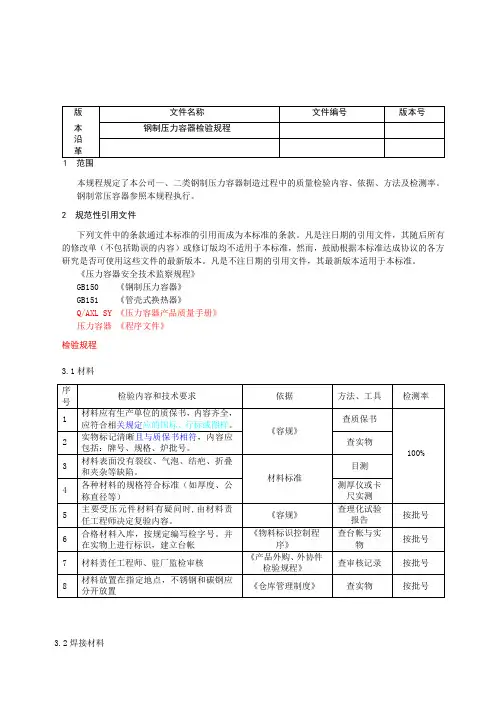
1 范围
本规程规定了本公司一、二类钢制压力容器制造过程中的质量检验内容、依据、方法及检测率。
钢制常压容器参照本规程执行。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
《压力容器安全技术监察规程》
GB150 《钢制压力容器》
GB151 《管壳式换热器》
Q/AXL SY 《压力容器产品质量手册》
压力容器《程序文件》
检验规程
3.1材料
3.2焊接材料
3.3锻件
3.4螺柱、螺栓
3.5封头
3.6冷作(筒节)
3.8补强圈
3.11支座
3.14焊前检验
3.16焊后
3.17焊缝无损检测
3.18焊缝返修
3.20热处理
3.21耐压试验
3.22气压试验
3
3.24表面处理(油漆)
3.25产品总检。
压力容器制造材料验收与复检发布时间:2021-08-30T09:00:38.886Z 来源:《中国建设信息化》2021年10期作者:张晓晨[导读] 在制造业中原材料的选用对成品有至关重要的影响,张晓晨中国石油天然气第一建设有限公司 471023引言:在制造业中原材料的选用对成品有至关重要的影响,尤其在设计承压产品时会按照相关承压标准设计规定原材料的性质。
所以原材料的验收和复验这二个步骤在压力容器制造中起到重要角色,本文就介绍一下上面二个步骤的重点事项。
一、原材料的进厂验收压力容器制造所需原材料主要为板材、管材、焊材、锻件、棒材和其他成品外购件。
因其原材料种类相对固定所以应制定验收控制程序,防止在验收时产生漏检、漏项等问题。
入场材料应均有特种设备制造许可证。
若有特殊境外材料验收时需要按照境外现行验收标准进行验收。
1)常规承压金属材料进厂验收原材料进厂时材料检验员应按图样要求、采购技术文件、材料标准等审核材料质量证明书,质证书内容应齐全、完整. 对材料牌号、规格、数量、供货状态、检验项目及数据、执行标准等进行核查,并由材料质控责任人给出材料检验编号。
原材料还需检查:外观质量。
材料表面没有裂纹、气泡、结疤、折叠和夹杂等缺陷。
材料的规格、几何尺寸。
凡需复验的原材料,应按项目要求进行复验。
2)焊材的验收压力容器产品受压元件之间的焊接接头质量对压力容器的安全性来讲是相对薄弱的环节。
尽管影响焊接接头质量的因素较为复杂,但为了保证其质量首要因素是确保焊接材料合格,施工中不错用、混用焊接材料。
a)用于制造压力容器受压元件的焊接材料,应保证焊缝金属的力学性能高于或等于母材规定的限值。
b)焊接材料进厂后,采购人员会同材料质控责任人对焊材质证书的项目、数据是否符合相关标准、订货技术协议、技术条件及特殊要求进行审查。
检验合格后,材料质控责任人给出焊材检验编号。
3)外购件、外协件的进厂验收对压力容器受压元件用的其它金属材料均按原材料的验收原则进行验收,但对压力容器用安全附件(安全阀、爆破片装置、紧急切断阀、压力表、液面计、测温仪表等)及其他辅助件(标准件、垫片等)还应按技术条件及相应标准的要求进行验收。


钢制压力容器GB150—1998引言随着科学技术的发展,科技成果的应用,使标准不断完善,在GB150-1998《钢制压力容器》标准的基础上,结合中国国情,合理采用了美国ASME Ⅷ-1卷、日本JISB8370~8285标准的最新成果,修订了原标准的不合理的或与其它标准法规不相吻合的部分内容,制订了GB150-1998《钢制压力容器》标准。
在制订GB150-98标准时,遵循了以下几条原则。
撤消了部分单元设备和自成体系的受压元件设计内容,另行制订产品标准,使GB150成为压力容器的基础标准。
将GB150-89第8章“卧式容器”从标准中分离出来,这部分内容将单独出标准JB4731-98《钢制卧式容器》,现已报批。
将第9章“直立容器”和相关的附录F“直立容器高振型计算”从标准中分离出来,这部分内容将纳入修订后的JB4710-92《钢制塔式容器》之中,成为塔式容器的产品标准。
撤消附录E“U型膨胀节”,独立出新标准GB16749-97《压力容器波形膨胀节》,已于1997年8月1日实施。
撤消附录H“钢制压力容器渗透探伤”和附录L例题,前者并入JB4730-94《压力容器无损检测》加第1号修改单,后者尚未编制出来。
充分体现近年来在冶金、制造和无损检测等方面的技术进步,使标准能够反映和应用各行业技术进步的成果和适应行业发展的要求。
例如新增加撤消了一些钢材的牌号,严格了钢板超声检测的要求。
以实施中取得的经验为依据,修正原标准中的错误和不足,完善标准的技术内容,力求先进。
充分协调本标准和相关标准、法规在技术内容上的一致性,以利于将标准用于产品设计、制造、检验和验收的各个环节。
1998年3月国家技术监督局发布了GB150-1998《钢制压力容器》标准,并要求从1998年10月1日起执行。
学习和贯彻新GB150标准是提高压力容器质量,保证压力容器安全使用的前提。
为了更好地了解、学习和贯彻新GB150,本文将新、旧GB150标准中的主要变化,以表格方式逐项对比,在比较项目中,为了做到准确,读者便于查阅,尽可能摘引部分原文或对有关规定加以阐述。
(完整word版)GB_T150.4-2011_压力容器第4部分:制造、检验和验收GB/T 150.4-2011 压力容器第4部分:制造、检验和验收基本信息【英文名称】Pressure vessels―Part 4:Fabrication,inspection and testing,and acceptance【标准状态】现行【全文语种】中文简体【发布日期】2011/11/21【实施日期】2012/3/1【修订日期】2011/11/21【中国标准分类号】J74【国际标准分类号】23.020.30关联标准【代替标准】部分代替GB 150-1998【被代替标准】暂无【引用标准】GB 150.1-2011,GB 150.2-2011,GB 150.3-2001,GB/T 196,GB/T 197,GB/T 228,GB/T 229,GB/T 232,GB/T 1804,GB/T 25198,GB/T 21433,JB/T 4700,JB/T 4701,JB/T 4702,JB/T 4703,JB/T 4704,JB/T 4705,JB/T 4706,JB/T 4707,NB/T 47014(JB/T 4708),NB/T 47015(JB/T 4709),JB/T 4711,JB/T 4730.1,JB/T 4730.2,JB/T 4730.3,JB/T 4730.4,JB/T 4730.5,JB/T 4730.6,JB/T 4736,NB/T 47016(JB/T 4744),NB/T 47018.1(JB/T 4747.1),NB/T 47018.2(JB/T 4747.2),NB/T 47018.3(JB/T 4747.3),NB/T 47018.4(JB/T 4747.4),NB/T 47018.5(JB/T 4747.5),TSG R0004适用范围&文摘1.1 本部分规定了GB 150适用范围内的钢制压力容器的制造、检验与验收要求;其他材料制压力容器的制造、检验与验收要求按相关标准。
钢制压力容器Steel pressure vessels自1998-10-1 起执行标准圆筒和内压球壳圆筒和外压球壳和开孔补强、检验与验收(标准的附录)材料的补充规定(标准的附录)超压泄放装置(标准的附录)低温压力容器(标准的附录)非圆形截面容器(标准的附录)产品焊接试板的力学性能检验(提示的附录)钢材高温性能(提示的附录)密封结构(提示的附录)材料的指导性规定(提示的附录)焊接结构对GB150-89进行修订。
依据GB150-89实施以来所取得的经验,参照近期国际同类标准进行了下列变动:GB150-89中第8章“卧式容器”、第9章“直立容器”、附录E“U形膨胀节”、附录F“直立容器高振型计算”、附录H“钢制压录L“例题”。
其中,除附录L外,其余已另有国家标准或行业标准。
“前言”、“引用标准”和“附录H”。
0-89中1.1内容列为第1章“范围”;1.2“组成”撤消,其他内容列为第3章“总论。
”章(GB150-89中第1章)中增加了“计算压力”的定义;对最小厚度和计算厚度的定义进行了修订;对腐蚀裕量选取给予明确的规述与JB4732《钢制压力容器——分析设计标准》一致;压力试验中取消了(p+0.1)的限制,并对大型容器的压力试验给予了规定。
章(GB150-89中第2章)根据钢材标准的变动,相应的增加和撤消了一些钢号;增加了不锈钢复合钢板的技术要求;加严了钢板逐章(GB150-89中第3章)取消了“圆筒和球壳的组合应力计算”。
章(GB150-89中第4章)外压圆筒和外压管子计算中,其条件D o/δe≥10改为D o/δe≥20;D o/δe<10改为D o/δe<20。
章(GB150-89中第5章)补充了7.2.5“受外压锥壳”的计算。
章(GB150-89中第6章)修订了“不另行补强的开孔直径”的规定;撤消“开孔补强设计的另一方法”。
10章增加了锻焊压力容器和焊后热处理工艺的要求。
录C补充了对奥氏体不锈钢制低温容器的规定。

1
1.2.6钢板表面及坡口处分层的补焊应符合HG20584-1998《钢制化工
容器制造技术要求》5.6和5.3.3的要求.
2受压锻件
2.1锻件表面(锻件的机加工表面除外>,允许存在深度不大于公称厚度的5%或1.5mm(取其小者〉且长度不大于20mm的重皮、结疤、切削刀痕等表面不规整缺陷,但裂纹之类呈尖锐切口状的缺陷,不论深度、长度均匀清除。
2.2不符合上条要求的表面缺陷均应打磨消除,并与母材圆滑过渡,斜度不大于L3o
3.3缺陷清除后剩余厚度应不小于设计厚度。
如剩余厚不足,应按GB150的规定进行补强计算,且符合要求,否则予以补焊。
4.4锻件补焊必须取得设计者同意,如需补焊的深度超过公称壁厚的1/3或IOnInb或补焊面积大于锻件总面积的10%时,该锻件不允许进行补焊,应予以报废。
5. 4.1铸钢件的表面质量v外观)应符合图样规定的要求。
2.4.2铸钢件表面允许存在〈除裂纹外的)深度不超过公称壁厚的20%,县无缺陷部分厚度不小于强度设计所需壁厚的缺陷。
允许缺陷的长度
2.4.3
陷均应打磨清除,打磨的凹坑应与母材圆滑过渡,斜度不大于1:3o 3钢管
输送流体用无缝钢管。
公司标准70BJ009-2011代替:70BJ009-2005碳钢复合钢板制压力容器制造及验收工程技术条件第 1 页共 13 页朱玫张国信李法海陈崇刚2011-04-15 2011-04-20 编制校审标准化审核审定发布日期实施日期目 次1 范围 (1)2 规范性引用文件 (1)3 总则 (2)4 材料 (2)5 制造 (4)6 无损检测 (8)7 焊后热处理 (9)8 涂敷和运输包装 (9)1 范围1.1本标准规定了基层材料为Q245R、Q345R及与此相当的碳素钢,复层为S11306、S11348、S30403、S30408、S32168、S31603、S31608及与此相当的不锈钢的复合钢板制压力容器在材料、制造、检验以及包装运输等方面的要求。
1.2 本标准适用于按GB 150设计的碳钢复合钢板制压力容器的制造及验收,不适用于按分析设计标准设计的碳钢复合钢板制压力容器的制造和验收。
2 规范性引用文件TSG R0004-2009 固定式压力容器安全技术监察规程GB150 钢制压力容器GB713 锅炉和压力容器用钢板GB985.1 气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口GB985.2 埋弧焊的推荐坡口GB/T1184-1996 形状和位置公差未注公差值GB/T1804-2000 一般公差未注公差的线性和角度尺寸的公差GB3077 合金结构钢GB/T 4334 金属和合金的腐蚀不锈钢晶间腐蚀试验方法GB/T4338 金属材料高温拉伸试验GB6479 高压化肥设备用无缝钢管GB/T8163 输送流体用无缝钢管GB8923 涂装前钢板表面锈蚀等级和除锈等级GB/T9948 石油裂化用无缝钢管GB24511 承压设备用不锈钢钢板及钢带HG/T20592 钢制管法兰(PN系列)HG/T20615 钢制管法兰(Class系列)JB/T4700 压力容器法兰分类与技术条件JB/T4707 等长双头螺柱JB4708 钢制压力容器焊接工艺评定JB/T4709-2000 钢制压力容器焊接规程JB/T4710 钢制塔式容器JB/T4711 压力容器涂敷与运输包装JB/T4730 承压设备无损检测JB/T4731 钢制卧式容器JB/T4747 压力容器用钢焊条订货技术条件NB/T47002.1-2009 压力容器用爆炸焊接复合板第一部分不锈钢-钢复合钢板NB/T47008 承压设备用碳素钢和低合金钢锻件NB/T 47010 承压设备用不锈钢和耐热钢锻件NB/T47013.10 承压设备无损检测第10部分:衍射时差法超声检测SH3022 石油化工设备和管道涂料防腐蚀技术规范SH3043 石油化工设备管道钢结构表面色和标志规定SH/T3526 石油化工异种钢焊接规程SH/T3527-1999 石油化工不锈钢复合钢焊接规程SH/T3074 石油化工钢制压力容器3 总则3.1 碳钢复合钢板制压力容器应按TSG R0004-2009、GB150、JB/T4710(对塔式容器)或JB/T4731(对卧式容器)、设计文件以及本标准的规定进行制造、安装和验收。
压力容器基本检验标准(钏工部分摘录)XXX 公司质量方针: 质量第一,科学治理,以质量求效益,以产品的实际使用成效为最终评判,努力生产出用户中意的高质量的压力容器。
设备制作有关技术标准一、《GB150-98钢制压力容器》摘录:10制造、检验与验收1 0. 1 .6容器要紧受压部分的焊接接头分为A、B、C、D 四类。
a)圆筒部分的纵向接头(多层包扎容器层板层纵向接头除外)、球形封头与圆筒连接的环向接头、各类凸形封头中的所有拼焊接头以及嵌入式接管与壳体对接连接的接头,均属 A 类焊接接头。
b)壳体部分的环向接头,锥形封头小端与接管连接的接头、长颈法兰与接管连接的接头,均属 B 类焊接接头,但已规定为A、C、 D 类的焊接接头除外。
c)平盖、管板与圆筒非对接连接的接头,法兰与壳体、接管连接的接头,内封头与圆筒的搭接接头以及多层包扎容器层板层纵向接头,均属 C 类焊接接头。
d)接管、人孔、凸缘、补强圈等与壳体连接的接头,均属D 类焊接接头,但已规定为A、 B 类的焊接接头除外。
10.1.7凡制造受压元件的材料应有确认标记。
在制造过程中,如原有确认标记被裁掉或材料分成几块,应于切割前完成标记的移植。
确认标记的表达方式由制造单位规定。
对有防腐蚀要求的不锈钢以及复合钢板制容器,不得在防腐蚀面采纳硬印作为材料的确认标记。
10.2冷热加工成形10.2.1 按照制造工艺确定加工裕量,以确保凸形封头和热卷筒节成形后的厚度不小于该部件的名义厚度减去钢板负偏差。
冷卷筒节投料的钢板厚度S s不得小于其名义厚度减钢板负偏差。
制造中幸免钢板表面的机械损害。
关于尖锐伤痕以及不锈钢容器防腐蚀表面的局部伤痕、刻槽等缺陷应予修磨,修磨范畴的斜度至少为1: 3。
修磨的深度应大于该部位钢材厚度S s的5%,且不大于2mm,否则予以补焊。
关于复合钢板的成形件,其修磨深度不得大于复层厚度的3%,且不大于1mm,否则应予补焊。
10.2.2坡口表面要求:a)坡口表面不得有裂纹、分层、夹渣等缺陷。
GB150钢制压力容器是压力容器行业标准体系中的核心标准GB150钢制压力容器是压力容器行业标准体系中的核心标准,本标准规定了钢制压力容器的设计、制造、检验和验收要求。
该标准第10条中对制造检验与验收进行了原则性规定。
壳体直径是压力容器的一个重要性能参数,在设计图纸上给出了理论(公称)数值,其公差要求由GB150中相应条款给以限定。
在GB150中,第10.2.7款规定了非机加面的尺寸公差,第10.2.4.10款规定了圆度公差,第10.2.4.2款规定了壳体上焊缝形成的棱角E的允差值。
用公差原理对这几款进行分析后,笔者认为GB150中对壳体直径的规定是清楚和确定的。
但这一规定是不尽合理的。
它既不符合公差原理中尺寸公差应大于形状偏差的包容原则,又必使制造、检验与验收中出现不必要的争议。
为此,笔者就这一问题进行分析,提出改进建议。
2公差原理零件在图样上表达的所有要素都有一定的公差要求,无功能要求的要素是不存在的。
通常对于线性尺寸的公差有的标注于图纸,而图纸未标注的(未注公差)也均在技术条件中给定。
给出的尺寸公差是该尺寸要素的极限值,即所谓的包络线,也就是最大尺寸与最小尺寸的界线。
而该尺寸要素的形状偏差应在该要素的尺寸公差范围内,这是公差理论中的一个基本原理和准则,即是说要素的形状偏差不能超出要素的尺寸公差。
要素为圆的尺寸公差,是指以理论圆心为中心的两个以圆的直径上下公差为数值的两个同心理论圆。
而圆的形状偏差不规则,应在两个同心圆的中间。
如果图纸和技术要求给出的形状偏差超出尺寸公差,那就违背了公差原理。
3GB150相关条款及其分析对于压力容器壳体直径(一般指壳体内径Di)是一个重要参数,在实际图纸中只给出理论值,而不标注公差,其公差要求在GB150中进行了规定。
3.1尺寸公差第10.2.7中规定,非机械加工表面的线性尺寸的极限偏差,按GBT1804中C级的规定。
查GBT1804-92的,C级的各尺寸段(括号内)的偏差数值分别为:(>120-400mm)?1.2mm,(>400-1000mm)?2.0mm,(>1000-2000mm)?3.0mm,(>2000-4000mm)?4.0mm;换言之,公差相对尺寸的百分比分别为2.0-0.6,1.0-0.4,0.6-0.3,0.4-0.2;由上看出,直径尺寸大于240mm时,其直径尺寸公差与直径尺寸数值之比均小于1.3.2圆度在第10.2.4.10中规定,内压容器(针对锅炉压力容器制造质量体系的分析)组装后的壳体圆度,同一截面上最大内径与最小内径之差e,应不大于该截面内径Di的1,且不大于25mm.壳体圆度是直径的形状偏差,本条是说圆度允差为壳体直径的1,与3.1条对比,明显看出,当直径尺寸大于240mm时,直径的圆度偏差超出了直径的尺寸公差。
JB4732标准释义:
JB4732标准全称为JB4732-1995《钢制压力容器—分析设计标准》,是中华人民共和国原机械工业部发布的行业标准。
该标准规定了钢制压力容器的设计、制造、检验、验收、操作、维修和报废等方面的内容,以确保其安全可靠运行。
JB4732标准与GB/T 150一起作为压力容器的设计标准并同时实施,但两者在某些方面存在差异。
例如,JB4732允许采用较高的设计应力强度,这意味着在相同设计条件下,容器的厚度可以减薄,重量可以减轻。
然而,由于设计计算工作量大、选材、制造、检验及验收等方面的要求较严,综合经济效益不一定高,一般推荐用于重量大、结构复杂、操作参数较高和超出GB/T150适用范围的压力容器设计。