互换性 第五章 光滑极限量规
- 格式:ppt
- 大小:2.58 MB
- 文档页数:55
《互换性与技术测量(第六版)》习题参考答案绪言0-1题:写出R10中从250~3150的优先数。
解:公比q10= ,由R10逐个取数,优先数系如下:250,315,400,500,630,800,1000,1250,1600,2000,2500,31500-2题:写出R10/3中从~100的优先数系的派生数系。
解:公比q10/3= 3;由R10中的每逢3个取一个数,优先数系如下:,,,,,,,,,,,,,。
0-3题:写出R10/5中从~25的优先数系的派生数系。
解:公比q10/5=5;由R10中的每逢5个取一个数,优先数系如下:,,,,,第一章圆柱公差与配合1-1题 1.1-2题 (1)为间隙配合,孔与轴配合的公差带代号为:φ2088d H φ+-H8 最大间隙:Xmax=+㎜ 最小间隙:Xmin=+㎜ 配合公差为:f T =㎜(3)为过盈配合,孔与轴配合的公差带代号为:φ5567r H1-3题(1)为基孔制的间隙配合r 6φ+ 0 -H7 ++ 最大过盈:Ymax=㎜ 最小过盈:Ymin=㎜ 配合公差为:f T =㎜φ+ 0 - H8 孔、轴公差:h T =㎜,s T =㎜; 配合的极限:Xmax=+㎜,Xmin=+㎜ 配合的公差:f T =㎜(2)为基轴制的过渡配合(5)为基孔制的过盈配合1-4题(1)φ600.1740.10000.01996D h ++- (2)φ50018.0002.0025.0067+++k H (5)φ800.0910.12100.01976U h --- 1-5题φ+ 0 -孔、轴公差:h T =㎜, s T =㎜; 配合的极限:Xmax=+㎜,Ymax=㎜ 配合的公差:f T =㎜φ+-H7 u 6 ++ 孔、轴公差:h T =㎜,s T =㎜; 配合的极限:Ymax=㎜,Ymin=㎜ 配合的公差:f T =㎜;(1)Ф2588f H 或Ф2588h F (2) Ф4067u H 或Ф4067h U (3) Ф6078k H 或Ф4078h K (1-6题)孔与轴的线胀大系数之差:△6105.11=⨯=α/℃, 降温-70℃导致的间隙减少量:△X = -0.040 mm设计结果:①Ф5078e H (基孔制);②Ф5078f F (非基准制,X m ax 和 X m in 相同)。
光滑极限量规概述及设计原则第5章光滑极限量规5.1 概述在机械制造中,检验尺寸一般使用通用计量器具,直接测取工件的实际尺寸,以判定其是否合格,但是,对成批大量生产的工件,为提高检测效率,则常常使用光滑极限量规来检验。
光滑极限量规是用来检验某一孔或轴专用的量具,简称量规。
一、量规的作用量规是一种无刻度的专用检验工具,用它来检验工件时,只能判断工件是否合格,而不能测量出工件的实际尺寸。
检验工件孔径的量规一般又称为塞规,检验工件轴径的量规一般称为卡规。
塞规有“通规”和“止规”两部分,应成对使用,尺寸较小的塞规,其通规和止规直接配制在一个塞规体上,尺寸较大的塞规,做成片状或棒状的。
塞规的通端按被测工件孔的MMS(Dmin)制造,止规按被测孔的LMS(Dmax)制造,使用时,塞规的通端若能通过被测工件孔,表示被测孔径大于其Dmin,止规若塞不进工件孔,表示孔径小于其Dmax,因此可知被测孔的实际尺寸在规定的极限尺寸范围内,是合格的,否则,若通规塞不进工件孔,或者止规能通过被测工件孔,则此孔为不合格的。
同理,检验轴用的卡规,也有“通规”和“止规”两部分,且通端按被测工件轴的MMS(dmax)制造,止规按被测轴的LMS(dmin)制造,使用时,通端若能通过被测工件轴,而止规不能被通过,则表示被测轴的实际尺寸在规定的极限尺寸范围内,是合格的,否则,就是不合格的了。
二、量规的标准与种类我国于1981年颁布者了《光滑极限量规》GB1957-81,标准规定的量规适用于检验基本尺寸500mm,公差等级为IT6-IT16级的孔与轴。
量规按其用途不同可分为工作量规、验收量规和校对量规三类。
1.工作量规:工作量规是工人在工件的生产过程中用来检验工件的量规。
其通端代号为“T”止端代号为“Z”。
2.验收量规:验收量规是检验部门或用户验收产品时使用的量规。
GB对工作量规的公差带作了规定,而没有规定验收量规的公差,但规定了工作量规与验收量规的使用顺序。
互换性与测量技术重点知识点总结Company number:【WTUT-WT88Y-W8BBGB-BWYTT-19998】互换性与测量技术重点知识点总结绪言互换性是指在同一规格的一批零件或部件中,任取其一,不需任何挑选或附加修配就能装在机器上,达到规定的功能要求,这样的一批零件或部件就称为具有互换性的零,部件。
通常包括几何参数和机械性能的互换。
允许零件尺寸和几何参数的变动量就称为公差。
互换性课按其互换程度,分为完全互换和不完全互换。
公差标准分为技术标准和公差标准,技术标准又分为国家标准,部门标准和企业标准。
第一章圆柱公差与配合基本尺寸是设计给定的尺寸。
实际尺寸是通过测量获得的尺寸。
极限尺寸是指允许尺寸变化的两个极限值,即最大极限尺寸和最小极限尺寸。
最大实体状态是具有材料量最多的状态,此时的尺寸是最大实体尺寸。
与实际孔内接的最大理想轴的尺寸称为孔的作用尺寸,与实际轴外接的最小理想孔的尺寸称为轴的作用尺寸。
尺寸偏差是指某一个尺寸减其基本尺寸所得的代数差。
尺寸公差是指允许尺寸的变动量。
公差=|最大极限尺寸 - 最小极限尺寸|=上偏差-下偏差的绝对值配合是指基本尺寸相同的,相互结合的孔与轴公差带之间的关系。
间隙配合:孔德公差带完全在轴的公差带上,即具有间隙配合。
间隙公差是允许间隙的变动量,等于最大间隙和最小间隙的代数差的绝对值,也等于相互配合的孔公差与轴公差的和。
过盈配合,过渡配合T=ai,当尺寸小于或等于500mm时,i=+(um),当尺寸大于500到3150mm时,I=+(um).孔与轴基本偏差换算的条件:1.在孔,轴为同一公差等级或孔比轴低一级配合2.基轴制中孔的基本偏差代号与基孔制中轴的基本偏差代号相当3.保证按基轴制形成的配合与按基孔制形成的配合相同。
通用规则,特殊规则例题基准制的选用:1.一般情况下,优先选用基孔制。
2.与标准件配合时,基准制的选择通常依标准件而定。
3.为了满足配合的特殊需要,允许采用任一孔,轴公差带组合成配合。
《互换性与技术测量(第六版)》习题参考答案绪言0-1题:写出R10中从250~3150的优先数。
解:公比q10= ,由R10逐个取数,优先数系如下:250,315,400,500,630,800,1000,1250,1600,2000,2500,3150 0-2题:写出R10/3中从0.012~100的优先数系的派生数系。
解:公比q10/3= 3;由R10中的每逢3个取一个数,优先数系如下:0.012, 0.025, 0.050, 0.100, 0.200, 0.400, 0.800,1.600, 3.150, 6.300, 12.50, 25.00, 50.00, 100.00。
0-3题:写出R10/5中从0.08~25的优先数系的派生数系。
解:公比q10/5=5;由R10中的每逢5个取一个数,优先数系如下:0.80, 0.25, 0.80, 2.50, 8.00, 25.0第一章圆柱公差与配合1-1题 1.1231-2题(1)为间隙配合,孔与轴配合的公差带代号为:φ2088d H(3)为过盈配合,孔与轴配合的公差带代号为:φ5567r H1-3题 (1)为基孔制的间隙配合φ+ 0 - H8最大间隙:Xmax=+0.131㎜ 最小间隙:Xmin=+0.065㎜配合公差为:f T =0.066㎜r 6φ+ 0 - H7 +0.060+0.041最大过盈:Ymax=-0.060㎜ 最小过盈:Ymin=-0.011㎜ 配合公差为:f T =0.049㎜+ 0 - H8孔、轴公差:h T =0.039㎜,s T =0.025㎜; 配合的极限:Xmax=+0.089㎜,Xmin=+0.025㎜4(2)为基轴制的过渡配合(5)为基孔制的过盈配合1-4题φ+ 0 - 孔、轴公差:h T =0.021㎜, s T =0.013㎜;配合的极限:Xmax=+0.019㎜,Ymax=-0.015㎜ 配合的公差:f T =0.034㎜φ+ 0 - H7 u 6+0.235+0.210孔、轴公差:h T =0.040㎜,s T =0.025㎜; 配合的极限:Ymax=-0.235㎜,Ymin=-0.17㎜ 配合的公差:f T =0.065㎜;5(1)φ600.1740.10000.01996D h ++- (2)φ50018.0002.0025.0067+++k H (5)φ800.0910.12100.01976U h ---1-5题 (1)Ф2588f H 或Ф2588h F (2) Ф4067u H 或Ф4067h U(3) Ф6078k H 或Ф4078h K(1-6题)孔与轴的线胀大系数之差:△6105.11=⨯=α/℃, 降温-70℃导致的间隙减少量:△X = -0.040 mm设计结果:①Ф5078e H (基孔制);②Ф5078f F (非基准制,X max 和 X min 相同)。
第5章光滑极限量规5.1概述光滑极限量规是指被检验工件为光滑孔或光滑轴所用的极限量规的总称,简称量规。
在大批量生产时,为了提高产品质量和检验效率而采用量规,量规结构简单、使用方便,省时可靠,并能保证互换性。
因此,量规在机械制造中得到了广泛的应用。
5.1.1 量规的作用量规是一种无刻度定值专用量具,用它来检验工件时,只能判断工件是否在允许的极限尺寸范围内,而不能测量出工件的实际尺寸。
当图样上被测要素的尺寸公差和形位公差按独立原则标注时,一般使用通用计量器具分别测量。
当单一要素的尺寸公差和形状公差采用包容要求标注时,则应使用量规来检验,把尺寸误差和形状误差都控制在尺寸公差范围内。
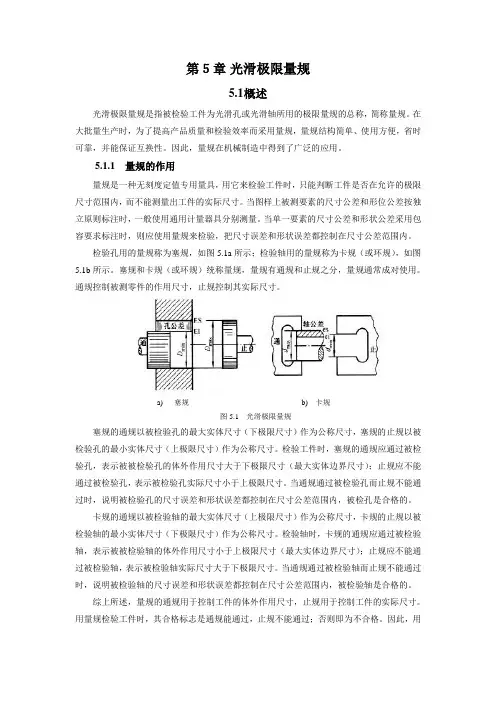
检验孔用的量规称为塞规,如图5.1a所示;检验轴用的量规称为卡规(或环规),如图5.1b所示。
塞规和卡规(或环规)统称量规,量规有通规和止规之分,量规通常成对使用。
通规控制被测零件的作用尺寸,止规控制其实际尺寸。
a) 塞规b) 卡规图5.1 光滑极限量规塞规的通规以被检验孔的最大实体尺寸(下极限尺寸)作为公称尺寸,塞规的止规以被检验孔的最小实体尺寸(上极限尺寸)作为公称尺寸。
检验工件时,塞规的通规应通过被检验孔,表示被被检验孔的体外作用尺寸大于下极限尺寸(最大实体边界尺寸);止规应不能通过被检验孔,表示被检验孔实际尺寸小于上极限尺寸。
当通规通过被检验孔而止规不能通过时,说明被检验孔的尺寸误差和形状误差都控制在尺寸公差范围内,被检孔是合格的。
卡规的通规以被检验轴的最大实体尺寸(上极限尺寸)作为公称尺寸,卡规的止规以被检验轴的最小实体尺寸(下极限尺寸)作为公称尺寸。
检验轴时,卡规的通规应通过被检验轴,表示被被检验轴的体外作用尺寸小于上极限尺寸(最大实体边界尺寸);止规应不能通过被检验轴,表示被检验轴实际尺寸大于下极限尺寸。
当通规通过被检验轴而止规不能通过时,说明被检验轴的尺寸误差和形状误差都控制在尺寸公差范围内,被检验轴是合格的。
《互换性与技术测量》(第六版)习题参考答案绪言1题:写出R10中从250~3150的优先数。
解:公比q10= ,由R10逐个取数,优先数系如下:250,315,400,500,630,800,1000,1250,1600,2000,2500,3150 2题:写出R10/3中从0.012~100的优先数系的派生数系。
解:公比q10/3= 3;由R10中的每逢3个取一个数,优先数系如下:0.012, 0.025, 0.050, 0.100, 0.200, 0.400, 0.800,1.600, 3.150, 6.300, 12.50, 25.00, 50.00, 100.00。
3题:写出R10/5中从0.08~25的优先数系的派生数系。
解:公比q10/5=5;由R10中的每逢5个取一个数,优先数系如下:0.80, 0.25, 0.80, 2.50, 8.00, 25.0第一章圆柱公差与配合1题 1.2题(1)为间隙配合,孔与轴配合的公差带代号为:φ2088d H(3)为过盈配合,孔与轴配合的公差带代号为:φ5567r H 3题 (1)为基孔制的间隙配合(2)为基轴制的过渡配合φ+ 0 - H8最大间隙:Xmax=+0.131㎜ 最小间隙:Xmin=+0.065㎜配合公差为:f T =0.066㎜r 6φ+ 0 - H7 +0.060+0.041最大过盈:Ymax=-0.060㎜ 最小过盈:Ymin=-0.011㎜ 配合公差为:f T =0.049㎜φ+ 0 - H8孔、轴公差:h T =0.039㎜,s T =0.025㎜; 配合的极限:Xmax=+0.089㎜,Xmin=+0.025㎜配合的公差:f T =0.064㎜+ 0 - K7孔、轴公差:h T =0.021㎜, s T =0.013㎜; 配合的极限:Xmax=+0.019㎜,Ymax=-0.015㎜(5)为基孔制的过盈配合 4题(1)φ600.1740.10000.01996D h ++- (2)φ50018.0002.0025.0067+++k H (5)φ800.0910.12100.01976U h --- 5题 (1)Ф2588f H 或Ф2588h F (2) Ф4067u H 或Ф4067h U (3) Ф6078k H 或Ф4078h K 6题孔与轴的线胀大系数之差:△6105.11=⨯=α/℃, 降温-70℃导致的间隙减少量:△X = -0.040 mm设计结果:①Ф5078e H (基孔制);②Ф5078f F (非基准制,X m ax 和 X m in 相同)。