第5章光滑极限量规-2
- 格式:ppt
- 大小:1.60 MB
- 文档页数:31
《互换性与技术测量(第六版)》习题参考答案绪言0-1题:写出R10中从250~3150的优先数。
解:公比q10= ,由R10逐个取数,优先数系如下:250,315,400,500,630,800,1000,1250,1600,2000,2500,31500-2题:写出R10/3中从~100的优先数系的派生数系。
解:公比q10/3= 3;由R10中的每逢3个取一个数,优先数系如下:,,,,,,,,,,,,,。
0-3题:写出R10/5中从~25的优先数系的派生数系。
解:公比q10/5=5;由R10中的每逢5个取一个数,优先数系如下:,,,,,第一章圆柱公差与配合1-1题 1.1-2题 (1)为间隙配合,孔与轴配合的公差带代号为:φ2088d H φ+-H8 最大间隙:Xmax=+㎜ 最小间隙:Xmin=+㎜ 配合公差为:f T =㎜(3)为过盈配合,孔与轴配合的公差带代号为:φ5567r H1-3题(1)为基孔制的间隙配合r 6φ+ 0 -H7 ++ 最大过盈:Ymax=㎜ 最小过盈:Ymin=㎜ 配合公差为:f T =㎜φ+ 0 - H8 孔、轴公差:h T =㎜,s T =㎜; 配合的极限:Xmax=+㎜,Xmin=+㎜ 配合的公差:f T =㎜(2)为基轴制的过渡配合(5)为基孔制的过盈配合1-4题(1)φ600.1740.10000.01996D h ++- (2)φ50018.0002.0025.0067+++k H (5)φ800.0910.12100.01976U h --- 1-5题φ+ 0 -孔、轴公差:h T =㎜, s T =㎜; 配合的极限:Xmax=+㎜,Ymax=㎜ 配合的公差:f T =㎜φ+-H7 u 6 ++ 孔、轴公差:h T =㎜,s T =㎜; 配合的极限:Ymax=㎜,Ymin=㎜ 配合的公差:f T =㎜;(1)Ф2588f H 或Ф2588h F (2) Ф4067u H 或Ф4067h U (3) Ф6078k H 或Ф4078h K (1-6题)孔与轴的线胀大系数之差:△6105.11=⨯=α/℃, 降温-70℃导致的间隙减少量:△X = -0.040 mm设计结果:①Ф5078e H (基孔制);②Ф5078f F (非基准制,X m ax 和 X m in 相同)。
光滑极限量规教程(塞规-检具)第6章光滑极限量规6.1概述检验光滑工件尺寸时,可用通用测量器具,也可使用极限量规。
通用测量器具可以有具体的指示值,能直接测量出工件的尺寸,而光滑极限量规是一种没有刻线的专用量具,它不能确定工件的实际尺寸,只能判断工件合格与否。
因量规结构简单,制造容易,使用方便,并且可以保证工件在生产中的互换性,因此广泛应用于成批大量生产中。
光滑极限量规的标准是GB/T 1957-2006。
光滑极限量规有塞规和卡规之分,无论塞规和卡规都有通规和止规,且它们成对使用。
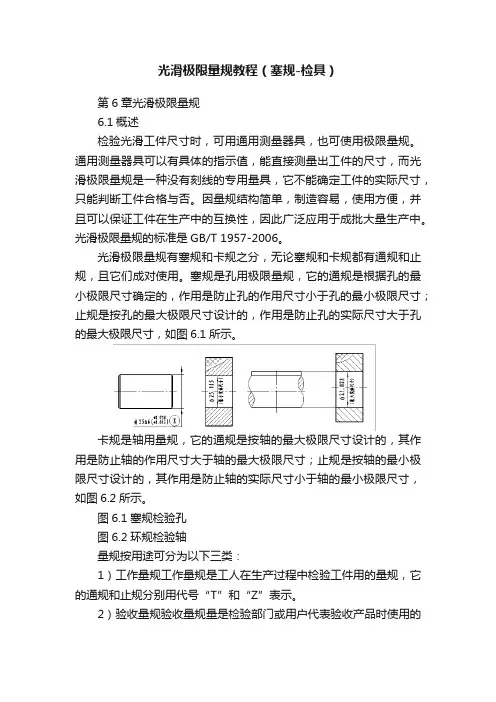
塞规是孔用极限量规,它的通规是根据孔的最小极限尺寸确定的,作用是防止孔的作用尺寸小于孔的最小极限尺寸;止规是按孔的最大极限尺寸设计的,作用是防止孔的实际尺寸大于孔的最大极限尺寸,如图6.1所示。
卡规是轴用量规,它的通规是按轴的最大极限尺寸设计的,其作用是防止轴的作用尺寸大于轴的最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际尺寸小于轴的最小极限尺寸,如图6.2所示。
图6.1塞规检验孔图6.2环规检验轴量规按用途可分为以下三类:1)工作量规工作量规是工人在生产过程中检验工件用的量规,它的通规和止规分别用代号“T”和“Z”表示。
2)验收量规验收量规量是检验部门或用户代表验收产品时使用的量规。
3)校对量规校对量规是校对轴用工作量规的量规,以检验其是否符合制造公差和在使用中是否达到磨损极限。
6.2量规设计6.2.1极限尺寸判断原则(泰勒原则)单一要素的孔和轴遵守包容要求时,要求其被测要素的实体处处不得超越最大实体边界,而实际要素局部实际尺寸不得超越最小实体尺寸,从检验角度出发,在国家标准“极限与配合”中规定了极限尺寸判断原则,它是光滑极限量规设计的重要依据,阐述如下:孔或轴的体外作用尺寸不允许超过最大实体尺寸。
即对于孔,其体外作用尺寸应不小于最小极限尺寸;对于轴,其体外作用尺寸不大于最大极限尺寸。
任何位置上的实际尺寸不允许超过最小实体尺寸。

第五章光滑极限量规⏹光滑极限量规概念⏹泰勒原则⏹量规公差带分布特点⏹光滑极限量规设计1第一节光滑极限量规概念⏹量规的作用⏹在机器制造中,工件的尺寸一般使用通用计量器具来测量,但在成批或大量生产中,多用极限量规来检验。
⏹用模具成型的制件是进行:首检、抽检和尾检。
⏹光滑极限量规是一种无刻度的专用检验工具,用它只能检测工件是否在允许的极限尺寸范围内,而不能测量出工件的实际尺寸。
一般用在成批大量生产中。
⏹检验孔的光滑极限量规叫塞规,一端按被测孔的最大实体尺寸(最小极限尺寸)制造,叫通规(通端);另一端按被测孔的最小实体尺寸(最大极限尺寸)制造,叫止规(止端)。
⏹检验方法:通规通过,止规通不过,表示被测孔合格。
2第一节光滑极限量规概念使用时,卡规的通规能顺利地滑过轴径,表示被测轴径比最大极限尺寸小。
卡规的止规滑不过去,表示轴径比最小极限尺寸大。
即说明被测轴的实际尺寸在规定的极限尺寸范围内,被检验轴是合格的。
不论是塞规还是卡规,如果“通规”通不过被测工件,或者“止端”通过了被测工件,即可确定被测工件是不合格的。
塞规和卡规一样,把“通规”和“止规”联合起来使用,就能判断被测孔径和轴径是否在规定的极限尺寸范围内。
因此,把这些光滑塞规和卡规叫做光滑极限量规。
《光滑极限量规》(GB/T1957—2006)国家标准,是参考国际标准(ISO),结合我国实际情况制定的。
量规的种类根据量规不同用途,分为工作量规验收量规 三类校对量规6(1)工作量规:在制造过程中用于检验工件的量规,通规:“T”,止规:“Z”。
特点:使用新的或磨损较少的通规。
(2)验收量规:检验部门和用户代表验收产品所用,特点:不需另行制造,选用磨损较多或接近磨损极限 的工作量规。
(3)校对量规:用于检验轴用工作量规,即卡规或环规才 用校对量规,塞规一般不用校对量规。
特点:其尺寸公差均按被校对轴用工作量规尺寸公差 的50%制造。
校对量规有三种:“校通-通”:“TT”,检验轴用量规通规。

第5章光滑极限量规5.1 概述在机械制造中,检验尺寸一般使用通用计量器具,直接测取工件的实际尺寸,以判定其是否合格,但是,对成批大量生产的工件,为提高检测效率,则常常使用光滑极限量规来检验。
光滑极限量规是用来检验某一孔或轴专用的量具,简称量规。
一、量规的作用量规是一种无刻度的专用检验工具,用它来检验工件时,只能判断工件是否合格,而不能测量出工件的实际尺寸。
检验工件孔径的量规一般又称为塞规,检验工件轴径的量规一般称为卡规。
塞规有“通规”和“止规”两部分,应成对使用,尺寸较小的塞规,其通规和止规直接配制在一个塞规体上,尺寸较大的塞规,做成片状或棒状的。
塞规的通端按被测工件孔的MMS(Dmin)制造,止规按被测孔的LMS(Dmax)制造,使用时,塞规的通端若能通过被测工件孔,表示被测孔径大于其Dmin,止规若塞不进工件孔,表示孔径小于其Dmax,因此可知被测孔的实际尺寸在规定的极限尺寸范围内,是合格的,否则,若通规塞不进工件孔,或者止规能通过被测工件孔,则此孔为不合格的。
同理,检验轴用的卡规,也有“通规”和“止规”两部分,且通端按被测工件轴的MMS(dmax)制造,止规按被测轴的LMS(dmin)制造,使用时,通端若能通过被测工件轴,而止规不能被通过,则表示被测轴的实际尺寸在规定的极限尺寸范围内,是合格的,否则,就是不合格的了。
二、量规的标准与种类我国于1981年颁布者了《光滑极限量规》GB1957-81,标准规定的量规适用于检验基本尺寸500mm,公差等级为IT6-IT16级的孔与轴。
量规按其用途不同可分为工作量规、验收量规和校对量规三类。
1.工作量规:工作量规是工人在工件的生产过程中用来检验工件的量规。
其通端代号为“T”止端代号为“Z”。
2.验收量规:验收量规是检验部门或用户验收产品时使用的量规。
GB对工作量规的公差带作了规定,而没有规定验收量规的公差,但规定了工作量规与验收量规的使用顺序。
即:加工者应使用新的或磨损较少的量规;检验部门应使用与加工者具有相同形式且已磨损较多的量规;而用户在用量规验收产品时,通规应接近工件的MMS,而止规应该接近工件的LMS,这样规定的目的,在于尽量避免工人制造的合格工件,被检验人员或用户误判为不合格品。
《互换性与技术测量(第六版)》习题参考答案绪言0-1题:写出R10中从250~3150的优先数。
解:公比q10= ,由R10逐个取数,优先数系如下:250,315,400,500,630,800,1000,1250,1600,2000,2500,3150 0-2题:写出R10/3中从0.012~100的优先数系的派生数系。
解:公比q10/3= 3;由R10中的每逢3个取一个数,优先数系如下:0.012, 0.025, 0.050, 0.100, 0.200, 0.400, 0.800,1.600, 3.150, 6.300, 12.50, 25.00, 50.00, 100.00。
0-3题:写出R10/5中从0.08~25的优先数系的派生数系。
解:公比q10/5=5;由R10中的每逢5个取一个数,优先数系如下:0.80, 0.25, 0.80, 2.50, 8.00, 25.0第一章圆柱公差与配合1-1题 1.1231-2题(1)为间隙配合,孔与轴配合的公差带代号为:φ2088d H(3)为过盈配合,孔与轴配合的公差带代号为:φ5567r H1-3题 (1)为基孔制的间隙配合φ+ 0 - H8最大间隙:Xmax=+0.131㎜ 最小间隙:Xmin=+0.065㎜配合公差为:f T =0.066㎜r 6φ+ 0 - H7 +0.060+0.041最大过盈:Ymax=-0.060㎜ 最小过盈:Ymin=-0.011㎜ 配合公差为:f T =0.049㎜+ 0 - H8孔、轴公差:h T =0.039㎜,s T =0.025㎜; 配合的极限:Xmax=+0.089㎜,Xmin=+0.025㎜4(2)为基轴制的过渡配合(5)为基孔制的过盈配合1-4题φ+ 0 - 孔、轴公差:h T =0.021㎜, s T =0.013㎜;配合的极限:Xmax=+0.019㎜,Ymax=-0.015㎜ 配合的公差:f T =0.034㎜φ+ 0 - H7 u 6+0.235+0.210孔、轴公差:h T =0.040㎜,s T =0.025㎜; 配合的极限:Ymax=-0.235㎜,Ymin=-0.17㎜ 配合的公差:f T =0.065㎜;5(1)φ600.1740.10000.01996D h ++- (2)φ50018.0002.0025.0067+++k H (5)φ800.0910.12100.01976U h ---1-5题 (1)Ф2588f H 或Ф2588h F (2) Ф4067u H 或Ф4067h U(3) Ф6078k H 或Ф4078h K(1-6题)孔与轴的线胀大系数之差:△6105.11=⨯=α/℃, 降温-70℃导致的间隙减少量:△X = -0.040 mm设计结果:①Ф5078e H (基孔制);②Ф5078f F (非基准制,X max 和 X min 相同)。
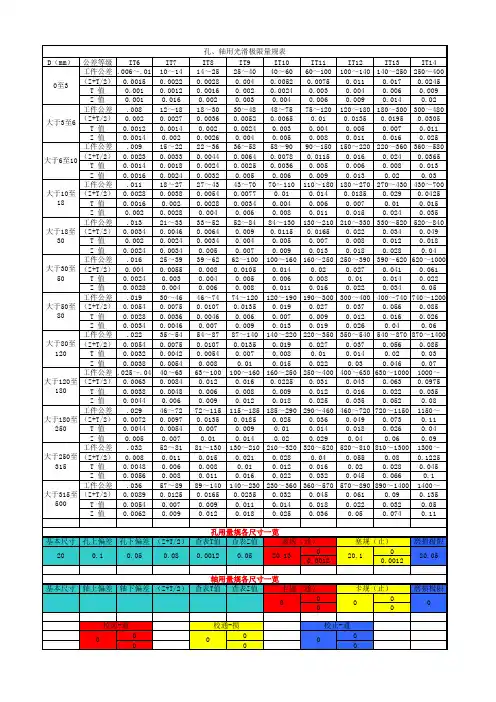
孔、轴用光滑极限量规表孔、轴用光滑极限量规表 D (mm ) 公差等级IT6 IT7 IT8IT9IT10 IT11IT12IT13IT140至3工件公差.006~.0110~14 14~25 25~40 40~60 60~100 100~140 140~250 250~400 (Z+T/2)值 0.00150.0022 0.0028 0.004 0.0052 0.0075 0.011 0.017 0.0245 T 值 0.001 0.0012 0.0016 0.002 0.0024 0.003 0.004 0.006 0.009 Z 值 0.0010.0160.0020.0030.004 0.0060.0090.0140.02大于3至6工件公差.008~.012 12~1818~30 30~48 48~75 75~120 120~180 180~300 300~480 (Z+T/2)值 0.0020.0027 0.0036 0.0052 0.0065 0.01 0.0135 0.0195 0.0305 T 值 0.0012 0.0014 0.0020.00240.003 0.004 0.005 0.007 0.011 Z 值 0.00140.002 0.0026 0.004 0.005 0.008 0.011 0.016 0.025 大于6至10工件公差.009~.015 15~22 22~36 36~58 58~90 90~150 150~220 220~360 360~580(Z+T/2)值 0.00230.0033 0.0044 0.0064 0.0078 0.0115 0.016 0.024 0.0365 T 值 0.00140.0018 0.0024 0.0025 0.0036 0.005 0.006 0.008 0.013 Z 值 0.00160.0024 0.0032 0.005 0.006 0.009 0.013 0.02 0.03 大于10至18工件公差.011~.018 18~27 27~43 43~70 70~110 110~180 180~270 270~430 430~700(Z+T/2)值 0.00280.0038 0.0054 0.0077 0.01 0.014 0.0185 0.029 0.0425 T 值 0.0016 0.002 0.0028 0.0034 0.004 0.006 0.007 0.01 0.015 Z 值 0.0020.0028 0.0040.0060.008 0.011 0.015 0.024 0.035 大于18至30工件公差.013~.021 21~33 33~52 52~84 84~130 130~210 210~330 330~520 520~840(Z+T/2)值 0.00340.0046 0.0064 0.009 0.0115 0.0165 0.022 0.034 0.049 T 值 0.002 0.0024 0.0034 0.004 0.005 0.007 0.008 0.012 0.018 Z 值 0.00240.0034 0.005 0.007 0.009 0.013 0.018 0.028 0.04 大于30至50工件公差.016~.025 25~39 39~62 62~100 100~160 160~250 250~390 390~620 620~1000(Z+T/2)值 0.0040.0055 0.008 0.0105 0.014 0.02 0.027 0.041 0.061 T 值 0.0024 0.003 0.004 0.005 0.006 0.008 0.01 0.014 0.022 Z 值 0.00280.004 0.0060.0080.011 0.016 0.022 0.034 0.05 大于50至80工件公差.019~.030 30~46 46~74 74~120 120~190 190~300 300~400 400~740 740~1200 (Z+T/2)值 0.00540.0075 0.0107 0.0135 0.019 0.027 0.037 0.056 0.085 T 值 0.0028 0.0036 0.0046 0.006 0.007 0.009 0.012 0.016 0.026 Z 值 0.00340.0046 0.0070.0090.013 0.019 0.026 0.04 0.06 大于80至120工件公差.022~.035 35~54 54~87 87~140 140~220 220~350 350~540 540~870 870~1400 (Z+T/2)值 0.00540.0075 0.0107 0.0135 0.019 0.027 0.037 0.056 0.085 T 值 0.0032 0.0042 0.0054 0.007 0.008 0.01 0.014 0.02 0.03 Z 值 0.0038 0.0054 0.008 0.01 0.015 0.022 0.03 0.046 0.07 大于120至180工件公差.025~.04 40~63 63~100 100~160 160~250 250~400 400~630 630~1000 1000~1600(Z+T/2)值 0.00630.0084 0.012 0.016 0.0225 0.031 0.043 0.063 0.0975 T 值 0.0038 0.0048 0.006 0.008 0.009 0.012 0.016 0.022 0.035 Z 值 0.00440.006 0.0090.0120.018 0.025 0.035 0.052 0.08 大于180至250工件公差.029~.046 46~72 72~115 115~185 185~290 290~460 460~720 720~1150 1150~1850 (Z+T/2)值 0.00720.0097 0.0135 0.0185 0.025 0.036 0.049 0.073 0.11 T 值 0.0044 0.0054 0.007 0.009 0.01 0.014 0.018 0.026 0.04 Z 值 0.0050.007 0.01 0.014 0.02 0.029 0.04 0.06 0.09 大于250至315工件公差.032~.052 52~81 81~130 130~210 210~320 320~520 520~810 810~1300 1300~2100(Z+T/2)值 0.0080.011 0.015 0.021 0.028 0.04 0.055 0.08 0.1225 T 值 0.0048 0.006 0.008 0.01 0.012 0.016 0.02 0.028 0.045 Z 值 0.00560.008 0.0110.0160.022 0.032 0.045 0.066 0.1 大于315至500 工件公差.036~.057 57~89 89~140 140~230 230~360 360~570 570~890 890~1400 1400~2300 (Z+T/2)值 0.00890.0125 0.0165 0.0235 0.032 0.045 0.061 0.09 0.135 T 值 0.0054 0.007 0.009 0.011 0.014 0.018 0.022 0.032 0.05 Z 值 0.0062 0.009 0.012 0.018 0.025 0.036 0.05 0.074 0.11孔用量规各尺寸一览 基本尺寸 孔上偏差 孔下偏差 (Z+T/2)值 查表T 值 查表Z 值 塞规(通) 塞规(止) 磨损极限 20 0.1 0.05 0.08 0.0012 0.05 20.13 0 20.1 0 20.05 0.0012 0.0012轴用量规各尺寸一览 基本尺寸 轴上偏差 轴下偏差 (Z+T/2)值 查表T 值 查表Z 值 卡规(通) 卡规(止) 磨损极限 0 0 0 0 0 0 0校通-通 校通-损 校止-通 00 00 0。