第5章 光滑极限量规
- 格式:ppt
- 大小:3.39 MB
- 文档页数:37


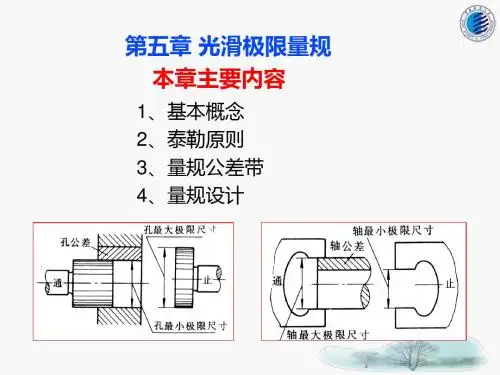
第五章光滑极限量规⏹光滑极限量规概念⏹泰勒原则⏹量规公差带分布特点⏹光滑极限量规设计1第一节光滑极限量规概念⏹量规的作用⏹在机器制造中,工件的尺寸一般使用通用计量器具来测量,但在成批或大量生产中,多用极限量规来检验。
⏹用模具成型的制件是进行:首检、抽检和尾检。
⏹光滑极限量规是一种无刻度的专用检验工具,用它只能检测工件是否在允许的极限尺寸范围内,而不能测量出工件的实际尺寸。
一般用在成批大量生产中。
⏹检验孔的光滑极限量规叫塞规,一端按被测孔的最大实体尺寸(最小极限尺寸)制造,叫通规(通端);另一端按被测孔的最小实体尺寸(最大极限尺寸)制造,叫止规(止端)。
⏹检验方法:通规通过,止规通不过,表示被测孔合格。
2第一节光滑极限量规概念使用时,卡规的通规能顺利地滑过轴径,表示被测轴径比最大极限尺寸小。
卡规的止规滑不过去,表示轴径比最小极限尺寸大。
即说明被测轴的实际尺寸在规定的极限尺寸范围内,被检验轴是合格的。
不论是塞规还是卡规,如果“通规”通不过被测工件,或者“止端”通过了被测工件,即可确定被测工件是不合格的。
塞规和卡规一样,把“通规”和“止规”联合起来使用,就能判断被测孔径和轴径是否在规定的极限尺寸范围内。
因此,把这些光滑塞规和卡规叫做光滑极限量规。
《光滑极限量规》(GB/T1957—2006)国家标准,是参考国际标准(ISO),结合我国实际情况制定的。
量规的种类根据量规不同用途,分为工作量规验收量规 三类校对量规6(1)工作量规:在制造过程中用于检验工件的量规,通规:“T”,止规:“Z”。
特点:使用新的或磨损较少的通规。
(2)验收量规:检验部门和用户代表验收产品所用,特点:不需另行制造,选用磨损较多或接近磨损极限 的工作量规。
(3)校对量规:用于检验轴用工作量规,即卡规或环规才 用校对量规,塞规一般不用校对量规。
特点:其尺寸公差均按被校对轴用工作量规尺寸公差 的50%制造。
校对量规有三种:“校通-通”:“TT”,检验轴用量规通规。
互换性和技术测量知识点绪言互换性是指在同一规格的一批零件或部件中,任取其一,不需任何挑选或附加修配就能装在机器上,达到规定的功能要求,这样的一批零件或部件就称为具有互换性的零,部件。
通常包括几何参数和机械性能的互换。
允许零件尺寸和几何参数的变动量就称为公差。
互换性课按其互换程度,分为完全互换和不完全互换。
公差标准分为技术标准和公差标准,技术标准又分为国家标准,部门标准和企业标准。
第一章圆柱公差和配合基本尺寸是设计给定的尺寸。
实际尺寸是通过测量获得的尺寸。
极限尺寸是指允许尺寸变化的两个极限值,即最大极限尺寸和最小极限尺寸。
最大实体状态是具有材料量最多的状态,此时的尺寸是最大实体尺寸。
和实际孔内接的最大理想轴的尺寸称为孔的作用尺寸,和实际轴外接的最小理想孔的尺寸称为轴的作用尺寸。
尺寸偏差是指某一个尺寸减其基本尺寸所得的代数差。
尺寸公差是指允许尺寸的变动量。
公差=|最大极限尺寸—最小极限尺寸|=上偏差—下偏差的绝对值配合是指基本尺寸相同的,相互结合的孔和轴公差带之间的关系。
间隙配合:孔德公差带完全在轴的公差带上,即具有间隙配合。
间隙公差是允许间隙的变动量,等于最大间隙和最小间隙的代数差的绝对值,也等于相互配合的孔公差和轴公差的和。
过盈配合,过渡配合T=ai当尺寸小于或等于500mm时,i=0.45+0.001D(um)当尺寸大于500到3150mm时,I=0.004D+2.1(um)孔和轴基本偏差换算的条件:1.在孔,轴为同一公差等级或孔比轴低一级配合2.基轴制中孔的基本偏差代号和基孔制中轴的基本偏差代号相当3.保证按基轴制形成的配合和按基孔制形成的配合相同。
通用规则,特殊规则例题基准制的选用:1.一般情况下,优先选用基孔制。
2.和标准件配合时,基准制的选择通常依标准件而定。
3.为了满足配合的特殊需要,允许采用任一孔,轴公差带组合成配合。
公差等级的选用:1.对于基本尺寸小于等于500mm的较高等级的配合,由于孔比同级轴加工困难,当标准公差小于等于IT8时,国家标准推荐孔比轴低一级相配合,但对标准公差大于IT8级或基本尺寸大于500mm的配合,由于孔德测量精度比轴容易保证,推荐采用同级孔,轴配合。

第5章光滑极限量规5.1 概述在机械制造中,检验尺寸一般使用通用计量器具,直接测取工件的实际尺寸,以判定其是否合格,但是,对成批大量生产的工件,为提高检测效率,则常常使用光滑极限量规来检验。
光滑极限量规是用来检验某一孔或轴专用的量具,简称量规。
一、量规的作用量规是一种无刻度的专用检验工具,用它来检验工件时,只能判断工件是否合格,而不能测量出工件的实际尺寸。
检验工件孔径的量规一般又称为塞规,检验工件轴径的量规一般称为卡规。
塞规有“通规”和“止规”两部分,应成对使用,尺寸较小的塞规,其通规和止规直接配制在一个塞规体上,尺寸较大的塞规,做成片状或棒状的。
塞规的通端按被测工件孔的MMS(Dmin)制造,止规按被测孔的LMS(Dmax)制造,使用时,塞规的通端若能通过被测工件孔,表示被测孔径大于其Dmin,止规若塞不进工件孔,表示孔径小于其Dmax,因此可知被测孔的实际尺寸在规定的极限尺寸范围内,是合格的,否则,若通规塞不进工件孔,或者止规能通过被测工件孔,则此孔为不合格的。
同理,检验轴用的卡规,也有“通规”和“止规”两部分,且通端按被测工件轴的MMS(dmax)制造,止规按被测轴的LMS(dmin)制造,使用时,通端若能通过被测工件轴,而止规不能被通过,则表示被测轴的实际尺寸在规定的极限尺寸范围内,是合格的,否则,就是不合格的了。
二、量规的标准与种类我国于1981年颁布者了《光滑极限量规》GB1957-81,标准规定的量规适用于检验基本尺寸500mm,公差等级为IT6-IT16级的孔与轴。
量规按其用途不同可分为工作量规、验收量规和校对量规三类。
1.工作量规:工作量规是工人在工件的生产过程中用来检验工件的量规。
其通端代号为“T”止端代号为“Z”。
2.验收量规:验收量规是检验部门或用户验收产品时使用的量规。
GB对工作量规的公差带作了规定,而没有规定验收量规的公差,但规定了工作量规与验收量规的使用顺序。
即:加工者应使用新的或磨损较少的量规;检验部门应使用与加工者具有相同形式且已磨损较多的量规;而用户在用量规验收产品时,通规应接近工件的MMS,而止规应该接近工件的LMS,这样规定的目的,在于尽量避免工人制造的合格工件,被检验人员或用户误判为不合格品。
光滑极限量规测量实验报告模板光滑极限量规设计设计目的及要求:“机械设计与制造”方向课程设计是“机械工程及自动化”专业学生在学习了《机械制造技术基础》、《机械制造装备设计》等专业课程和“机械设计与制造”方向课程之后进行的一个实践性的教学环节,其目的是巩固和加深理论教学内容,锻炼学生专业知识的综合运用能力,培养学生具有工艺装备设计(专用道具、专用量具)的工程实践能力。
通过方向课程设计,应使学生达到以下要求:(1)初步掌握非标准刀具的设计内容、步骤和方法。
(2)初步掌握光滑极限量规的设计内容、步骤和方法。
(3)学生绘制非标准刀具、量具的工作图,真确标注技术条件。
(4)学会使用各种设计资料、手册和国家标准。
一.拉刀的设计1.1零件的图样及工艺要求分析题图(1.1)+0.025其中:工件材料:50Cr ,内孔直径φ500,公差等级IT7、表面粗糙度1.6;倒角1×45°。
热处理:正火,HBS≤229。
1.2拉刀结构式及材质(a)拉刀结构式的确定由于工件要加工的部位是φ50内孔,故本设计的拉刀为圆孔拉刀;又根据拉刀的分类形式,根据被加工的材料来选择拉刀,一般情况下,在拉削韧性比较大的金属材料时选用综合式拉刀。
(b)拉刀的材料确定根据工件的材质50Cr,属于高合金钢,具有高的强度和高的耐磨性,故根据根据常用拉刀的材质选择,选用拉刀材料:W6Mo5Cr4V21.3 校准齿的直径(以角坐标x表示校准齿的直径)根据公式:d ox = d mmax + δ式中:δ—收缩量,根据《金属切削刀具课程设计指导书》表4.16 查的δ=0.011 则d ox = 50.025+0.011=50.036 mm1.4拉削余量的确定(a)按照经验公式法根据《金属切削刀具课程设计指导书》表4.1查的。
当预制孔采用钻削加工时,A的初始值为A=0.005dm+0.1L式中:dm = 50mm、L=50mm 则A=0.096mm(b)采用极限法由于采用的是φ49的钻头,故最小的孔径为d wmin =49mm,拉削余量为:A = d ox - d wmin =50.036-49=1.036mm1.5各部分齿升量的确定齿升量的确定一般原则:1)粗切齿齿升量为了缩短拉刀长度,应该尽量加大,使得各刀齿切除总余量的0.6-0.8。
第5章光滑极限量规-教案机械工程学院课程教案5.1概述1、概念(1)光滑极限量规定义:一种无刻度、成对使用的专用检验工具。
作用:检验遵守包容要求的孔和轴。
工件合格条件:通规能通过,止规不能通过。
(2)通规和止规通规:检验工件尺寸是否超出最大实体尺寸。
止规:检验工件尺寸是否超出最小实体尺寸。
2、分类(1)按被检工件类型塞规:检验孔的量规。
环规(卡规):检验轴的量规。
(2)按用途分工作量规:工人在生产过程中检验工件用的量规。
通规—T止规—Z验收量规:检验部门或用户验收产品时使用的量规。
校对量规:校对轴用工作量规的量规。
(分为三类)校通-通(TT)校止-通(ZT)校通-损(TS)提问:为什么孔用工作量规没有校对量规?复习:1孔和轴(孔为包容面,轴为被包容面)2量规:一种无刻度专用检验工具。
光滑极限量规只能判断工件是否在允许的极限尺寸范围内,而不能测出工件实际尺寸和形位误差的数值。
拿实物对照着解释,让学生有感官的认识。
5.2量规的设计原则1、量规设计原则(1)泰勒原则—孔或轴的体外作用尺寸不允许超出最大实体尺寸,在孔或轴任一位置上的实际尺寸不允许超出最小实体尺寸。
孔:Dfe≥Dm=Dmin且Da≤DL=Dma某轴:dfe≤dm=dma某且da≥dL=dmin(2)符合泰勒原则的量规要求:通规:(全形量规)①工作面为被检孔或轴相对应的最大实体表面;②尺寸是被检孔或轴的MMS;③长度等于配合长度。
止规:(不全形量规)①控制工件的实际尺寸,理论上测量面为点状;②其尺寸等于被检孔或轴的LMS。
通规对泰勒原则的允许偏离:长度偏离:允许通规长度小于工件配合长度。
形状偏离:大尺寸的孔和轴允许用非全形的通端塞规(或球端塞规),曲轴轴颈用卡规检验。
止规对泰勒原则的允许偏离:点状测量面用小平面、圆柱面或球面代替。
检验小尺寸孔,用全形塞规。
薄壁零件用全形塞规或环规。
2、量规公差带(1)工作量规的基本尺寸——被检测工件的极限尺寸为量规的基本尺寸。