FANUC0i机床应用Cimco传输的方法
- 格式:doc
- 大小:492.00 KB
- 文档页数:3
一、FANUC加工中心U盘CF卡机床数据线三种方法传程
序
1.四种通道:在MDI模式——OFFSET—设定一-I/O通道
0 9600
1:电脑连线(19200)
4 : CF 卡
17: U 盘
2.CF卡和U盘传程序:
在EDIT编辑模式——PROG—-列表一操作-■设备一一M 卡(或U盘)---- F输入-一键入要选择程序的排列顺序号(如:
4)--一点F设定-一-键入新建的程序名(如:5020)一一点0
设定-一执行-一-切换到程序自动模式一一看到了调入的程序;
3.CF卡在线加工传输(程序较大,超过512KB):
在RMD连线模式-一PROG-一列表一操作——设备——M卡——
键入要选择程序的顺序号(如:2)---按DNC--- 按绿色循环
启动键---点PROG查看运行的程序
4.机床数据线在线传输加工:
在RMT连线模式-一-先按绿色启动键预接受(注意此时的进给
倍率和快速移动倍率都调到0%,预防突然动作)-一用CIMCOEDIT.
EXE传输软件一-打开程序-一机床通讯一-发送-一然后逐渐调
大进给倍率。
1.注意:在RMT连线模式也可以启用单段加工功能,在按到M6T1
换刀指令时要多按几次绿色启动键才能循环过去,因为换刀
是一个复合指令,它内部其实有好几段程序。
2.注意:在CIMCOEDIT. EXE软件一-DXC设置一-设置S——波特率
19200 (不同的机
床波特率不一样,要设置的和机床的一样)。

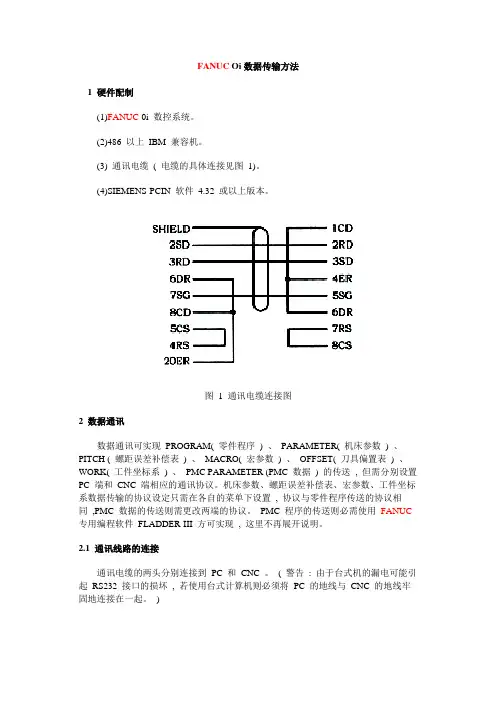
FANUC Oi数据传输方法1 硬件配制(1)FANUC-0i 数控系统。
(2)486 以上IBM 兼容机。
(3) 通讯电缆( 电缆的具体连接见图1)。
(4)SIEMENS-PCIN 软件 4.32 或以上版本。
图1 通讯电缆连接图2 数据通讯数据通讯可实现PROGRAM( 零件程序) 、PARAMETER( 机床参数) 、PITCH ( 螺距误差补偿表) 、MACRO( 宏参数) 、OFFSET( 刀具偏置表) 、WORK( 工件坐标系) 、PMC PARAMETER (PMC 数据) 的传送, 但需分别设置PC 端和CNC 端相应的通讯协议。
机床参数、螺距误差补偿表、宏参数、工件坐标系数据传输的协议设定只需在各自的菜单下设置, 协议与零件程序传送的协议相同,PMC 数据的传送则需更改两端的协议。
PMC 程序的传送则必需使用FANUC 专用编程软件FLADDER-III 方可实现, 这里不再展开说明。
2.1 通讯线路的连接通讯电缆的两头分别连接到PC 和CNC 。
( 警告: 由于台式机的漏电可能引起RS232 接口的损坏, 若使用台式计算机则必须将PC 的地线与CNC 的地线牢固地连接在一起。
)2.2 设置PC 机PCIN 软件的通讯协议(1) 运行PCIN 软件后出现下列菜单:V24-INI DATA-IN DATA-OUT FIIE SPECIAL PC-FORMAT AR-CHIV-FIIE EXIT 。
(2) 使用左、右光标键, 选择V24-INI, 回车确认, 出现下列菜单:COM NUMBER 1( 根据PC 实际使用的通讯端口选择),BAUDRAIE 19200 ( 波特率),PARTIY EVEN ( 奇偶检验),2 STOP BITS( 停止位 2 位),7 DATA BITS( 数据位7位),X ON/OFF SET UP,END W-M30OFF ,TIME OUT 0S,BINFINEOFF ,TURBOMODE OF F,DON…T CHECK DSR 。
发那科0I-C系列数控系统(有关数据传输)1.发那科系统:(Oi系列)1.1存储卡的操作➢需要准备的存储卡配件:⏹CF卡:卡不能在电脑里进行格式化;容量一般在1G之内使用。
⏹PCMCIA卡适配件:CF卡转PCMCIA插槽(系统侧使用)。
⏹CF卡读卡器:CF卡转USB接口(电脑侧使用)。
➢参数设置:⏹20号参数:设为4⏹138号参数:第七位DNM设为1⏹通道转换:按功能键SYSTEM显示系统画面,依次按软键PMC,►,MONIT,ONLINE显示在线监视设定画面。
使用光标键修改第二项为RS-232C = USE(光标反黑为选定)➢一般要求:使用卡进行机床数据的备份和恢复时,因使用绝对值编码器,首先应对各轴进行回零操作,防止参考零点的丢失。
➢利用卡进行加工程序的输入和输出⏹ 1.把卡上的程序输入到系统里:◆按下机床操作面板上的EDIT(编辑)软键。
◆按下功能键(PROG)。
◆按下右边的软键(►).◆按下软键(卡),显示卡的存储情况。
◆按下软键(操作)◆按下软键(F读取)。
◆输入文件号,并按下软键(F设定)。
◆输入程序号,并按下软键(O设定)。
◆按软键(执行)即可。
⏹⏹⏹ 2.把系统上的程序输出到卡里:◆按下机床操作面板上的EDIT(编辑)软键。
◆按下功能键(PROG)。
◆按下右边的软键(►).◆按下软键(卡),显示卡的存储情况。
◆按下软键(操作)。
◆按下软键(输出)。
◆按下软键(执行)即可。
➢利用卡进行DNC加工:⏹选择DNC加工方式。
⏹按下功能键(PROG)。
⏹按下右边的软键(►),找到软键(DNC-CD)并选择。
⏹输入要执行DNC加工的文件号。
⏹按下软键(DNC-ST)。
⏹按下循环启动即可。
1.2使用传输线的操作1、通道转换:按功能键SYSTEM显示系统画面,依次按软键PMC,►,MONIT,ONLINE显示在线监视设定画面。
使用光标键修改第二项为RS-232C = NOT-USE(光标反黑为选定)2、须准备传输电缆和传输软件2.1,如果机床侧配的是9孔的232接头,可直接到电脑市场上购买:9针对9孔的串口线即可。
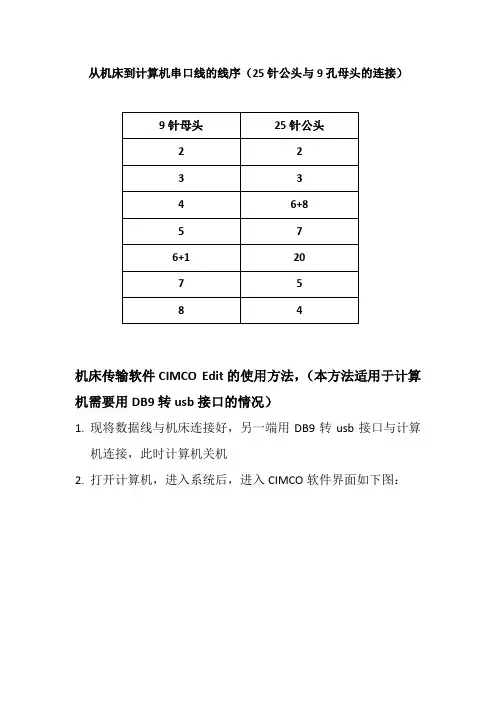
从机床到计算机串口线的线序(25针公头与9孔母头的连接)
机床传输软件CIMCO Edit的使用方法,(本方法适用于计算机需要用DB9转usb接口的情况)
1.现将数据线与机床连接好,另一端用DB9转usb接口与计算
机连接,此时计算机关机
2.打开计算机,进入系统后,进入CIMCO软件界面如下图:
从机床发送程序至计算机:
1.在CIMCO软件界面点击—机床通讯,出现下拉菜单,点击
—接收文件
2.在弹出的对话框内选择dasen(该配置文件为已配置好文
件)
3.点击确定后的对话框
4.点击“保存”后弹出等待接收对话框
5.弹出等待接收对话框后,在机床一端,操作机床发送程序,
计算机完成接收任务后,会弹出对话框,提示接收完成,这时接受程序完成。
从计算机发送至机床(计算机与机床线已连接好)1.先操作机床端,按照机床操作步骤将机床调至接收状态,
接收名称与计算机端程序名称需一致,以免出错
2.在CIMO软件下,点击“机床通讯”-》“发送文件”
3.点击“dasen”
4.在弹出对话框中选择程序
注;可以在点击“打开”之前进行机床端接收操作,以确保可以及时接收程序
点击“打开”弹出对话框,传输结束后如下图。
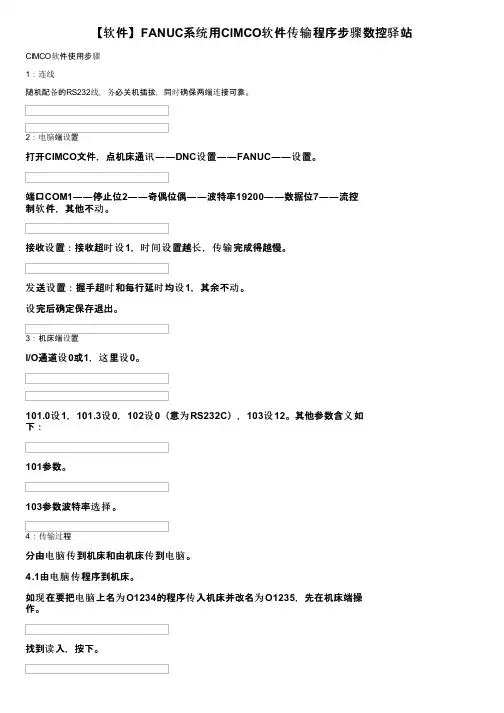
【软件】FANUC系统用CIMCO软件传输程序步骤数控驿站CIMCO软件使用步骤1:连线随机配备的RS232线,务必关机插拔,同时确保两端连接可靠。
2:电脑端设置打开CIMCO文件,点机床通讯――DNC设置――FANUC――设置。
端口COM1――停止位2――奇偶位偶――波特率19200――数据位7――流控制软件,其他不动。
接收设置:接收超时设1,时间设置越长,传输完成得越慢。
发送设置:握手超时和每行延时均设1,其余不动。
设完后确定保存退出。
3:机床端设置I/O通道设0或1,这里设0。
101.0设1,101.3设0,102设0(意为RS232C),103设12。
其他参数含义如下:101参数。
103参数波特率选择。
4:传输过程分由电脑传到机床和由机床传到电脑。
4.1由电脑传程序到机床。
如现在要把电脑上名为O1234的程序传入机床并改名为O1235,先在机床端操作。
找到读入,按下。
弹出P设定。
输入新名字O1235。
按下执行。
会看见输入红字在闪烁。
图中未见。
再到电脑端点击机床通讯,发送当前文件。
选择之前设好的FANUC。
显示在传送中。
传送完成。
机床内存程序列表可见程序O1235,表示传输成功。
要点在于先在机床端做好读入准备,再在电脑端发送。
4.2由机床传程序到电脑。
如要把机床内存中的程序O0016传入电脑。
同理找到输出,按下,输入要传输的程序名。
如果不指定程序名,所有程序都会输出。
按下执行,会有红字输出闪烁。
在电脑端点击接收。
选择机床为FANUC。
显示接收中。
电脑显示O0016内容。
如果P设定不指定程序名,所有程序传入。
O1235,O0016均可见。
以上即是用RS232和CIMCO传程序过程,由于是把文件整个导入机床,所以这种方法不适用于大型程序。
如有大型程序需要在线加工可用ServU软件。

如果是用CF卡来进行DNC加工,不需要对参数进行设置。
操作方法如下:
1、将I/O通道设为4;
2、选择DNC模式;
3、选择存储卡一览显示画面,输入需运行的程序号,按软键DNC设定来选定需运行的程序;(操作面板放在DNC传输上按program就会在底下出来一行选项,再按存储卡选择要选的程序就可以了。
)
4、按循环启动开关,即可进行DNC传输运行。
操作方法:
1、用RS232接口的电缆线连接电脑CAXA软件和机床。
2、用CAXA做出轨迹,生成“G代码”,保存。
3、打开CNC传送软件,找到生成的TXT文件。
4、先点击上传,再在机床上点读入。
5、OK
1、CF卡传是最方便的,不用改参数。
2、但事先要保证钥匙开关打开状态。
3、直接按Progrm键,找到程序,操作-选择设备-选择卡-按输入文件-然后输入文件名F检索(也可以输入序号O检索)--再按执行。
4、OK!
FANUC加工中心在程序传输途中报警
第一:CNC和PC机的波特率,数据位,奇偶校验,停止位等数据一定要一致;
第二:编写的程序一定要规范,每句程序中不要有不必要的空格,括号等系统不能识别的字符,尤其是每句程序的末尾很可能存在空格。
好好检查一下编写的程序吧,如果是在传输过程中出现报警,很可能是编写的程序不符合规范。
第三:检查一下数据线是否有问题,如果是自己焊接的,检查数据传送和接受线是不是有问题。
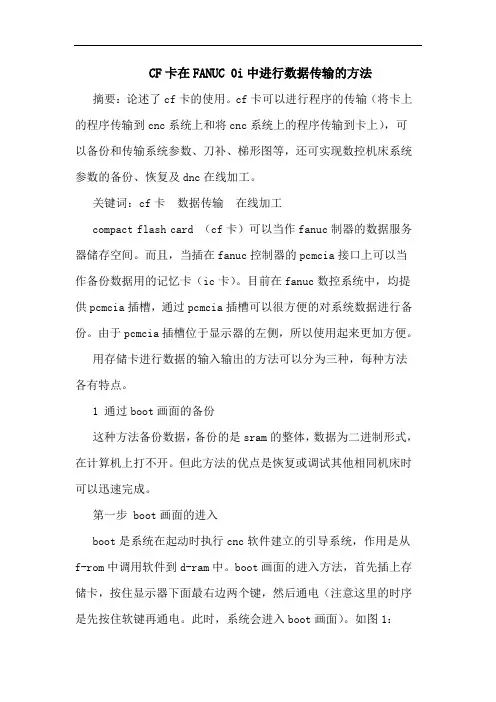
CF卡在FANUC 0i中进行数据传输的方法摘要:论述了cf卡的使用。
cf卡可以进行程序的传输(将卡上的程序传输到cnc系统上和将cnc系统上的程序传输到卡上),可以备份和传输系统参数、刀补、梯形图等,还可实现数控机床系统参数的备份、恢复及dnc在线加工。
关键词:cf卡数据传输在线加工compact flash card (cf卡)可以当作fanuc制器的数据服务器储存空间。
而且,当插在fanuc控制器的pcmcia接口上可以当作备份数据用的记忆卡(ic卡)。
目前在fanuc数控系统中,均提供pcmcia插槽,通过pcmcia插槽可以很方便的对系统数据进行备份。
由于pcmcia插槽位于显示器的左侧,所以使用起来更加方便。
用存储卡进行数据的输入输出的方法可以分为三种,每种方法各有特点。
1 通过boot画面的备份这种方法备份数据,备份的是sram的整体,数据为二进制形式,在计算机上打不开。
但此方法的优点是恢复或调试其他相同机床时可以迅速完成。
第一步 boot画面的进入boot是系统在起动时执行cnc软件建立的引导系统,作用是从f-rom中调用软件到d-ram中。
boot画面的进入方法,首先插上存储卡,按住显示器下面最右边两个键,然后通电(注意这里的时序是先按住软键再通电。
此时,系统会进入boot画面)。
如图1:boot画面的各选项所对应的意义为:第二步 s-ram数据的备份在boot画面中,1~ 4项是针对存储卡和f-rom的数据交换,第5项是保存s-ram中的数据,因为s-ram中保存的系统参数、加工程序等都是我们系统出厂时没有的,所以我们要注意保存,做好备份。
①在boot画面中按软键[up],[down]把光标移至 5.sram data backup。
②然后按软键[select],显示s-ram备份画面,如图2:这时,注意message下的信息提示,按照提示进行操作。
进入s-ram备份画面后,我们可以看到有两个选项:①s-ram数据备份,作用是把s-ram中的内容保存到存储卡中。
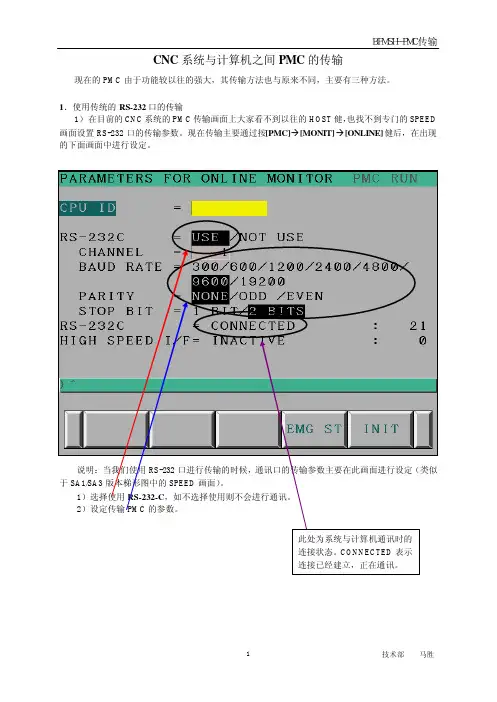
CNC系统与计算机之间PMC的传输现在的PMC由于功能较以往的强大,其传输方法也与原来不同,主要有三种方法。
1.使用传统的RS-232口的传输1)在目前的CNC系统的PMC传输画面上大家看不到以往的HOST健,也找不到专门的SPEED 画面设置RS-232口的传输参数。
现在传输主要通过按[PMC]à[MONIT]à[ONLINE]健后,在出现的下面画面中进行设定。
2)计算机侧的设定:在FANUC LADDER Ⅲ[Communication ],出现如下 图所示的画面:点击Connect 后,计算机与CNC 建立通讯连接,出现下面的画面。
建立好连接后,关闭上面的画面。
然后,如下图所示,点击[TOOL]下的[Load from PMC]。
3)点击[Load from PMC]后进入如下画面。
在此画面上可以选择传输Ladder程序或PMC Parameter(PMC参数) 。
点击[Browse]选择存放的路径。
按照提示的步骤一步步向下。
点击[Finish],从系统向计算机传输PMC。
左图显示传输进程。
反编译。
4)在计算机上显示的梯形图可以进行编辑、修改。
若要修改,须点击[ON Line] 使通讯处于脱线[OFF Line]状态,然后修改。
修改后的梯形图不能直接传回给CNC,CNC要求把图形格式的PMC程序转变为二进制数据格式,因此必须将该梯形图进行编译(Compile)。
为此,须再次点击[ON Line] 与系统建立通讯,系统自动提示编译源程序。
编译后,根据提示[Store to PMC],把编辑好的、并经过编译的PMC(二进制数据格式)传入到CNC系统中。
注意:把PMC传输到CNC系统后,应注意保存,即应把PMC写入到系统的F-ROM中。
其写入操作(在CNC系统上)如下图所示。
若不进行此项操作,CNC断电后PMC程序即丢失。
RS-232-C进行PMC的传输后,应在CNC系统上操作,将RS-232-C口置于[NOT状态(见下图),以关断系统的在线编辑(也可按下[EMG ST]键)。
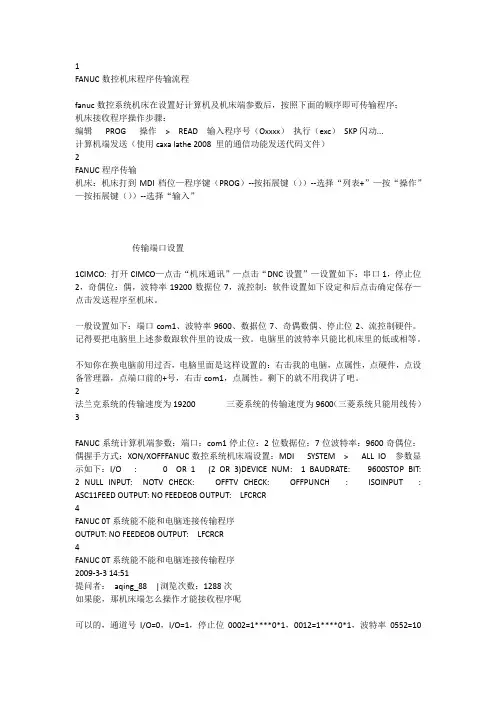
1FANUC数控机床程序传输流程fanuc数控系统机床在设置好计算机及机床端参数后,按照下面的顺序即可传输程序;机床接收程序操作步骤:编辑PROG 操作> READ 输入程序号(Oxxxx)执行(exc)SKP闪动...计算机端发送(使用caxa lathe 2008 里的通信功能发送代码文件)2FANUC程序传输机床:机床打到MDI档位—程序键(PROG)--按拓展键())--选择“列表+”—按“操作”—按拓展键())--选择“输入”传输端口设置1CIMCO: 打开CIMCO—点击“机床通讯”—点击“DNC设置”—设置如下:串口1,停止位2,奇偶位:偶,波特率19200数据位7,流控制:软件设置如下设定和后点击确定保存—点击发送程序至机床。
一般设置如下:端口com1、波特率9600、数据位7、奇偶数偶、停止位2、流控制硬件。
记得要把电脑里上述参数跟软件里的设成一致。
电脑里的波特率只能比机床里的低或相等。
不知你在换电脑前用过否,电脑里面是这样设置的:右击我的电脑,点属性,点硬件,点设备管理器,点端口前的+号,右击com1,点属性。
剩下的就不用我讲了吧。
2法兰克系统的传输速度为19200 三菱系统的传输速度为9600(三菱系统只能用线传)3FANUC系统计算机端参数:端口:com1停止位:2位数据位:7位波特率:9600奇偶位:偶握手方式:XON/XOFFFANUC数控系统机床端设置:MDI SYSTEM > ALL IO 参数显示如下:I/O : 0 OR 1 (2 OR 3)DEVICE NUM: 1 BAUDRATE: 9600STOP BIT: 2 NULL INPUT: NOTV CHECK: OFFTV CHECK: OFFPUNCH : ISOINPUT : ASC11FEED OUTPUT: NO FEEDEOB OUTPUT: LFCRCR4FANUC 0T系统能不能和电脑连接传输程序OUTPUT: NO FEEDEOB OUTPUT: LFCRCR4FANUC 0T系统能不能和电脑连接传输程序2009-3-3 14:51提问者:aqing_88 |浏览次数:1288次如果能,那机床端怎么操作才能接收程序呢可以的,通道号I/O=0,I/O=1,停止位0002=1****0*1,0012=1****0*1,波特率0552=10是4800,11是9600,电脑设波特率=4800或9600,停止位=2,奇偶校验位=偶校验,连接RS232,机床在EDIT模式,程序-I/O-程式名-READ,电脑输出OI MD卡传FANUC Series Oi-MD卡传的使用方法5 [ 标签:fanuc, series, oi ] & .伤逝.°2011-06-11 11:40注:不是用卡在线加工是怎么样把卡的程序复制到机床。
F A N U C i M D程式传输操作手册集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]FANUC0i-MD程式传输操作手册目录页次CF-CARD & 控制器页面切换.------------------------------- 2CF-CARD程式传输.--------------------------------------------- 6CNC控制器程式传输至CF-CARD -------------------------- 9程式段落复制贴上.----------------------------------------------- 12CF-CARD 程式(边传边做)------------------------------------- 16从CNC控制器程式切换至CF-CARD程式页步骤操作模式切换至"程式编辑"=>按键"PROM"切换到"D I R"画面=>点选"操作"=>按"+"下一页=>点选DEVICE=>CNCMEM (CNC控制器内部程式)=>M - CARD (CF-CARD程式 )CF-CARD程式传输(至控制器)操作步骤在CF-CARD位置=>点选"操作"=>选"F读取"=>按"+"下一页=>输入程式番号=>执行=>回到CNC控制器确认程式传输无误以程式名称"80125ML"为例CNC控制器程式传输(至CF-CARD)操作步骤在CNC控制器位置=>点选"操作"=>选"F写入"=>按"+"下一页=>输入程式番号=>EXEC(执行)=>回到CF-CARD确认程式传输无误以O0007为例程式段落复制贴上操作说明程式O0002为例=>操作=>"+"下一页=>选択选択後按→或↓(按键区),由游标位置後反白至欲复制位置後可点复制或CUT(剪下)选择 ~BTTM 为游标至最後全部返白在"操作"後点选 SELECTA 为程式全部返白0i-MC复制贴上步骤为程式复制至O0000後再贴上至欲贴上程式位置0i-MD复制贴上步骤为程式欲复制之段落复制後皆可在欲贴上之位置直接贴上(如图)以O0010为例点选"贴"既可贴上复制之程式程式边传边做操作方法模式选择切换至"程式传输"=>再按PROG到DIR+程式一览表=>点选"操作"=>按"+"下一页=>选M-CARD=>"+"下一页=>"更新"重新整理=>输入程式番号=>按"DNC"=>确认程式无误後=>按CYCLE START 程式执行程式一览表到DIR+程式一览表页面点选操作按"+"下一页选择M-CARD进入CF-CARD位置按"+"下一页点选"更新"重新整理画面输入欲加工的番号(如图以O9001为例) 确认後再按DNC 按DNC後上方确认是否是所选择的程式名称确认无误後按CYCLE SYART执行程式。
FANUC0i机床应用Cimco传输的应用过程
一、机床准备
机床开机前应用串行接口与电脑SR232接口连接,数控机床开机后执行回参考点的操作,安装工件,安装刀具,设置通道为4,分中对刀完成,将对刀获得的参数填写到坐标系G54里,机床模式选择“DNC”后,按下循环启动按钮,并将进给倍率和快速倍率设置到最低。
二、程序准备
打开Cimco软件,在软件内打开应用CAM软件编写的加工程序,并删除程序行号,防止程序段过多出现错误。
(见图)
三、Cimco设置
1.在下拉菜单机床通讯中选择“DNC设置”,出现对话框,机床选项选择“machine1”,
机床类型选择“GenericAPT”。
2.然后打开machine1设置选项卡,在端口选项卡内,端口选“COM1”,波特率与机床对应,停止位选“2”,数据位选“7”,奇偶位选“偶”,流控制选“软件”,勾选“启用DTR”和“启用RTC”,其他采用默认参数。
3.在发送选项卡内选择发送设置CR/LF为“/13/10”,不要勾选“Xon”,勾选“Remve ASCII o’s”其他默认。
完成后一律“确定”退出。
四、程序传输
Cimco窗口左下选择Machine1后,点击“发送当前窗口文件”,就会出现发送状态窗口包括发送剩余时间和发送字节,调整进给倍率和快速倍率,切削加工进行,当发送完成就会有提示。
应用以上的设置发送方法机床不会出现缓冲器溢出这样的错误提示,OK了。
FANUCOI系统CF卡传输程序步骤FANUC OI-PC数控系统使⽤CF卡传输程序的步骤⽤CF卡传程序步骤⼀.机床参数20号设为4。
改参数顺序如下:1.将参数使能打开。
MDI ⽅式下,按OFFSET SETTING 键,找到设定,将参数写⼊改成1。
此时会有 100号报警,同时按RESET 和CAN清除。
I/O通道为 4 2.将参数写⼊改成0。
⼆.传⼊步骤:(要求机床⽆任何报警) EDIT下,按PROG,按扩展键+,按卡,出现卡中的程序,如01 O0001 02 O0002 03O0003 如想读取序列号01,程序号为O0001的程序到机床⾥变成1111号,步骤如下:按(操作),F读取。
输⼊01,按F设定。
输⼊1111,按O设定。
按执⾏,程序便会复制到机床⾥。
三.传出步骤:(要求机床⽆任何报警) EDIT下,按PROG,调出要传出的程序,按(操作),按传出,按执⾏,就可以传出需要的程序。
四、FANUC 配H+L系统,要长期使⽤CF卡传,还需修改⼦程序9022,步骤如下: 1.将参数使能打开。
MDI ⽅式下,按OFFSET SETTING 键,找到设定,将参数写⼊改成1。
2、SYSTEM,按参数,找到3211,输⼊1111,再找到3202,对应的参数位NE9变为0,按RESET⼀下。
3、将参数写⼊改成0。
4、 EDIT⽅式下,编辑9022程序,做如下修改: N20R0 改为 N20 R4N100R00000000 G11 M99 五、CF卡的⽂件系统格式应为FAT。
当机床不读卡时要格式化,⽂件系统应为FAT,⽽不是FAT32或其它。
希望可以帮到你.!FANUC数控系统Compact flash card (CF存储卡)的选⽤和详细操作步骤2007-12-11 12:45:06| 分类:默认分类 | 标签:|字号⼤中⼩订阅1. 前⾔:Compact flash card (CF 卡) 可以当作FANUC控制器的数据服务器储存空间。
FANUC0i机床应用Cimco传输的应用过程
一、机床准备
机床开机前应用串行接口与电脑SR232接口连接,数控机床开机后执行回参考点的操作,安装工件,安装刀具,设置通道为4,分中对刀完成,将对刀获得的参数填写到坐标系G54里,机床模式选择“DNC”后,按下循环启动按钮,并将进给倍率和快速倍率设置到最低。
二、程序准备
打开Cimco软件,在软件内打开应用CAM软件编写的加工程序,并删除程序行号,防止程序段过多出现错误。
(见图)
三、Cimco设置
1.在下拉菜单机床通讯中选择“DNC设置”,出现对话框,机床选项选择“machine1”,
机床类型选择“GenericAPT”。
2.然后打开machine1设置选项卡,在端口选项卡内,端口选“COM1”,波特率与机床对应,停止位选“2”,数据位选“7”,奇偶位选“偶”,流控制选“软件”,勾选“启用DTR”和“启用RTC”,其他采用默认参数。
3.在发送选项卡内选择发送设置CR/LF为“/13/10”,不要勾选“Xon”,勾选“Remve ASCII o’s”其他默认。
完成后一律“确定”退出。
四、程序传输
Cimco窗口左下选择Machine1后,点击“发送当前窗口文件”,就会出现发送状态窗口包括发送剩余时间和发送字节,调整进给倍率和快速倍率,切削加工进行,当发送完成就会有提示。
应用以上的设置发送方法机床不会出现缓冲器溢出这样的错误提示,OK了。