DNC传输设置与使用方法
- 格式:pdf
- 大小:617.88 KB
- 文档页数:8
法拉克0系统DNC传输的参数设定及传输方法WIN PCIN 软件使用:电脑到FANUC数控车床数据传输方法一.设置BEIJING FANUC Oi-MD 数控系统通讯的操作方法:1. 参数:20号参数改为1。
2. 按MDI键。
3. 按SYSTEM键。
4. 按参数键。
5. 按>两下出现 ALL IO。
6. 按ALL IO 键。
7. 将参数改为下列:I/O CHANNEL 1DEVICE NUM 0BAUD RATE 4800STOP BIT 2NULL INPUT (EIA) NOTV CHECK(NOTES) ONTV CHECK OFFPUNCHCODE ISOINPUTCODE ASCIIFEED OUTPUT FEEDEOB OUTPUT LFCRCR8.按编辑键 9.按PROG键 10.按DIR键 11.输入程序号 12.按>两下,出现READ 13.按READ键 14.按执行键 15.电脑输出二.电脑输入/输出设备参数设置方法:1.设置流控制为NONE2.程序设置将程序复制到软件文件框内,进行保存3.打开程序4.输出程序通讯电缆的接线图:9 针孔式插头 25针针式插头1,4,6 短接 6,8,20短接2 --------------- 23 --------------- 35 --------------- 77,8 短接 4,5短接防止信号干扰,数据传输线要有良好的屏蔽层,屏蔽层的两端焊接在插头的金属外壳上。
二、PCIN端设置为:COM NUMBER 1,BAUDRAIE 4800(传输波特率),PARTIY EVEN ,2 STOP BITS,7 DATA BITS,X ON/OFF SETUP>XON/XOFF ON (若设为OFF,就只能传出不能传进)XON Character:11 XOFF Character:13 DONT WAIT FOR XON DONT SENDXON,END_W_M30 OFF, TIMEOUT 0S, BINFINEOFF ,TURBOMODE OFF,DONT CHECK DSR。
在Server计算机上完成操作1、生成轨迹:绘好图形后,选择“线切割”菜单中的“轨迹生成”命令,弹出加工参数表,确定后,按照提示先拾取加工轮廓轨迹,然后依次选择切割方向和补偿方向,并输入起始点和退出点(可直接用鼠标点取)2、生成代码:生成轨迹后,再选择“线切割”菜单中的“生成3B 代码”命令,弹出文件保存框图,给文件起个名字,并加扩展名为“CUT”,保存类型选择“所有文件(*.*)”,将文件保存,然后根据提示“拾取加工轨迹”,轨迹变红,此时点鼠标右键,就会看到生成的代码文件。
2、文件的修改:利用CAXA线切割(网络版)绘好图形后,并生成轨迹和代码后,要完成网络传输,还必须对所生成的程序文件进行修改。
修改步骤:在代码文件的结束符“DD”后回车,另起一行输入“++++*.3B”,(这里*号代表程序名(一定注意文件名与程序名的区别)),回车后将修改后的文件存盘。
3、传输准备:为避免多台计算机向同一台计算机发送数据,引起传输错误,我们只用一台计算机进行网络传输,这就要求大家将文件拷贝到指定计算机。
4、具体步骤:选择“网上邻居”,“查看工作组计算机”,选择计算机名称为“server”的计算机,双击打开,输入用户名为“caxa”密码为空。
登陆后,将自己的文件拷贝到名为“test”文件夹中。
4、开始---搜索---计算机或人----网络上的一个计算机----192.168.15.63 用户名caxa(小写)在机床计算机上进行的操作概念:•上传:就是将机床里面的程序传输到计算机。
•下载;就是将计算机中的程序传输到机床。
下载:•程序内容:Q2*.CUTV•Q:命令的开始,Q的意思就是“请求”;•2:命令的区分:2代表“下载”;•*:保存在计算机中的文件名。
•CUT:保存在计算机中的文件的扩展名;•V:命令结束符号;•程序格式为:Q4*.CUTV;•4:代表上传;•*:你要在计算机中建立的文件名;•如果计算机上存储了很多文件,不知道下载那个。
V-65/80 DNC(边传边作)之操作步骤
注意事项:操作DNC时,CRT屏幕无法看到【程序】,故只能在个人计算机上来监督程序进行情形。
一、M / C中心机(V-65 / 80, V-140适用),OM - C系统:(标准机能)
DGN 686.1需设定为1.(不使用DNC传送时,需再改回0 ,才能还原唯一般程序操作)
(不使用DNC时) : DGN 686 : 01000000
(要使用DNC时) : DGN 686 : 01000010
切换到“MDI ”模式下,输入M 70后,按下“OUTPUT”键,此时画面会出现【DNC LINKING】字样
【模式选择】转到【自动执行(AUTO)】位置,画面中不可出现程序,若有程序显示时,则为错误,须重新再做一次。
为安全起见,可先压【单节执行】键,待检查刀具之下刀位置正确后,才可放掉【单节执行】键
压下CRT之检视键,可以检查【绝对坐标】位置情形
压下【启动(START)】键后,启动键灯会一直亮着,但机台还先不会动作,只是就绪待命着。
个人计算机侧,以一般线传输方式先【送出】该条NC程序,即开始进行【边传边作】之加工。
二、NC车床(V-16,20,26,36,49皆适用)
OT - C系统: (标准机能)
【模式选择】转动【纸带(TAPE)】位置。
为安全起见,可先压【单节执行】键,待检查刀具之下刀位置正确后,才放掉【单节执行】键。
压下CRT之检视键,可以检【绝对坐标】位置情形。
压下【启动(START)】键后,启动键灯会一直亮着,但机台还先不会动作,只是就绪待命着。
个人计算机侧,以一般线传输方式【送出】该条NC程序,即开始进行【边传边作】之加工。

DNC(边传输边加工)功能
操作步骤
1.在使用DNC功能之前,必须把加工前的所有工作准备好,(包括水,砂,加工原点,切割头与工件毛坯的距离及毛坯装夹等)。
2.把你的NC程序第一条语句前加“%”如:
%
N100 G0X20.5 Y-30
N102 M73
3.传输软件中的串口属性打开,把握手协议设定为“Xof/Xoff”状态;
4.按“OPERT加工”键进入加工主功能,在自动状态下,按F4(DNC)软键,数控系统处于等待状态;
5.打开传输软件(Singlecomn),选择您修改好的NC程序,开始传输,此时在屏幕上可看到程序条不断的闪动,说明DNC功能启动成功,它是以30K容量为一段传输(低于30K程序可一次传输完),一旦传进30K,机床立即开始切割加工,此时机床会自动的不停地加工不停地传输,只至加工结束.
*****注:
1.机床在加工过程中,Z轴上下及进给升降和循环暂停等功能都可以使用.
2.此功能配合Mpxsauto.pst全自动后置处理器出来的NC程序将实现无限大的
程序全自动全程式的加工.
3.切割过程中应随时观察加工状态,如遇问题按暂停键排除后再继续加工(如工
件废料翘起太高).
4.在使用大容量的程序DNC时,最好把PC机的屏幕保护关掉,否则在屏保时,传
输会暂停.。
FANUC通讯说明(DNC)
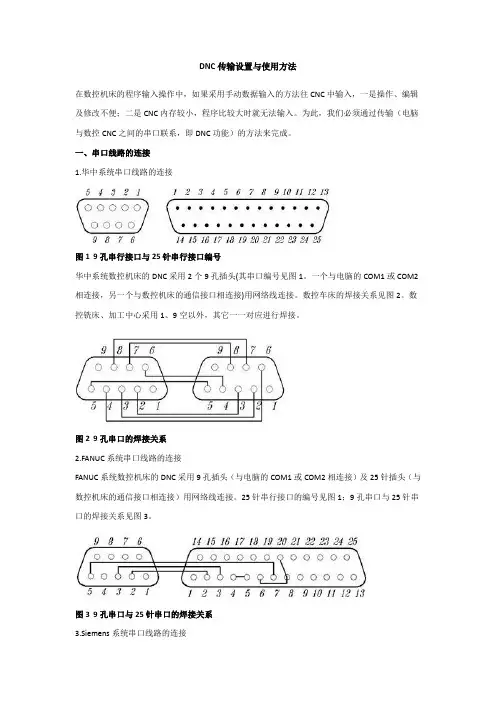
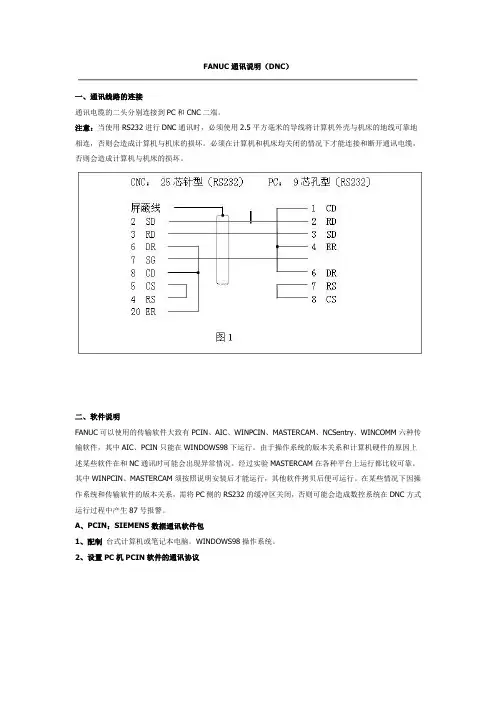
一、通讯线路的连接
通讯电缆的二头分别连接到PC和CNC二端。
注意:当使用RS232进行DNC通讯时,必须使用2.5平方毫米的导线将计算机外壳与机床的地线可靠地相连,否则会造成计算机与机床的损坏。
必须在计算机和机床均关闭的情况下才能连接和断开通讯电缆,否则会造成计算机与机床的损坏。
二、软件说明
FANUC可以使用的传输软件大致有PCIN、AIC、WINPCIN、MASTERCAM、NCSentry、WINCOMM六种传输软件,其中AIC、PCIN只能在WINDOWS98下运行。
由于操作系统的版本关系和计算机硬件的原因上述某些软件在和NC通讯时可能会出现异常情况。
经过实验MASTERCAM在各种平台上运行都比较可靠。
其中WINPCIN、MASTERCAM须按照说明安装后才能运行,其他软件拷贝后便可运行。
在某些情况下因操作系统和传输软件的版本关系,需将PC侧的RS232的缓冲区关闭,否则可能会造成数控系统在DNC方式运行过程中产生87号报警。
A、PCIN:SIEMENS数据通讯软件包
1、配制台式计算机或笔记本电脑。
WINDOWS98操作系统。
2、设置PC机PCIN软件的通讯协议。
DNC(边传输边加工)功能
操作步骤
1.在使用DNC功能之前,必须把加工前的所有工作准备好,(包括水,砂,加工原点,切割头与工件毛坯的距离及毛坯装夹等)。
2.把你的NC程序第一条语句前加“%”如:
%
N100 G0X20.5 Y-30
N102 M73
3.传输软件中的串口属性打开,把握手协议设定为“Xof/Xoff”状态;
4.按“OPERT加工”键进入加工主功能,在自动状态下,按F4(DNC)软键,数控系统处于等待状态;
5.打开传输软件(Singlecomn),选择您修改好的NC程序,开始传输,此时在屏幕上可看到程序条不断的闪动,说明DNC功能启动成功,它是以30K容量为一段传输(低于30K程序可一次传输完),一旦传进30K,机床立即开始切割加工,此时机床会自动的不停地加工不停地传输,只至加工结束.
*****注:
1.机床在加工过程中,Z轴上下及进给升降和循环暂停等功能都可以使用.
2.此功能配合Mpxsauto.pst全自动后置处理器出来的NC程序将实现无限大的
程序全自动全程式的加工.
3.切割过程中应随时观察加工状态,如遇问题按暂停键排除后再继续加工(如工
件废料翘起太高).
4.在使用大容量的程序DNC时,最好把PC机的屏幕保护关掉,否则在屏保时,传
输会暂停.。
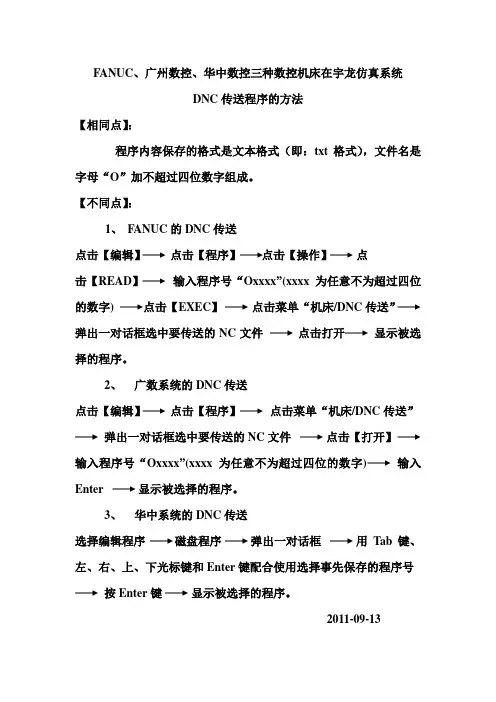
FANUC、广州数控、华中数控三种数控机床在宇龙仿真系统
DNC传送程序的方法
【相同点】:
程序内容保存的格式是文本格式(即:txt格式),文件名是字母“O”加不超过四位数字组成。
【不同点】:
1、FANUC的DNC传送
点击【编辑】点击【程序】点击【操作】点
击【READ】输入程序号“Oxxxx”(xxxx为任意不为超过四位的数字) 点击【EXEC】点击菜单“机床/DNC传送”
弹出一对话框选中要传送的NC文件点击打开显示被选择的程序。
2、广数系统的DNC传送
点击【编辑】点击【程序】点击菜单“机床/DNC传送”
弹出一对话框选中要传送的NC文件点击【打开】
输入程序号“Oxxxx”(xxxx为任意不为超过四位的数字) 输入Enter 显示被选择的程序。
3、华中系统的DNC传送
选择编辑程序磁盘程序弹出一对话框用Tab键、左、右、上、下光标键和Enter键配合使用选择事先保存的程序号按Enter键显示被选择的程序。
2011-09-13。
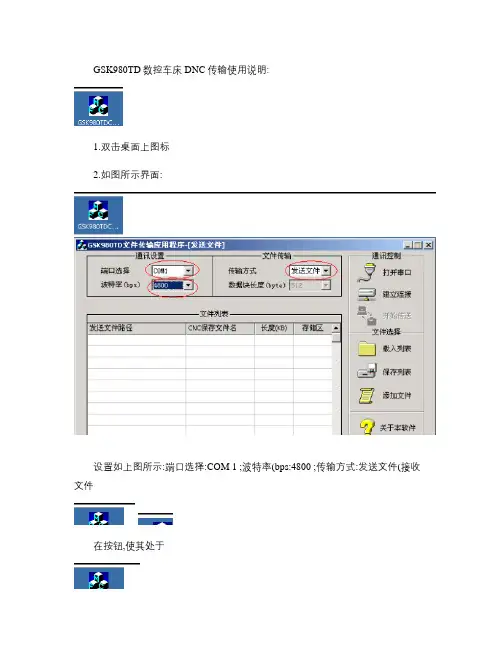
GSK980TD数控车床DNC传输使用说明:
1.双击桌面上图标
2.如图所示界面:
设置如上图所示:端口选择:COM 1 ;波特率(bps:4800 ;传输方式:发送文件(接收文件
在按钮,使其处于
处于加亮状态,说明DNC传输软件PC与机床连接状态。
3.在按钮进行添加*.CNC格式的数控程序文件,如图所示:
通过查找调出相应的数控程序,例如:O0427(后缀名为.cnc,然后单击
按钮,此时电脑屏幕下方出现“输入”字样,并一直处于跳闪状态,说明此时机床与PC机处于数据传输状态。
4.说明:在数控机床中,在“编辑方式”下,重新调用一下刚才传输的程序名,在屏幕上会自动显示出刚才传输的程序(要求在传程序之前所有的程序字之间必须有空格。
传输软件使用说明DNC传输注意事项:1.用于DNC传输的计算机应选用品牌机。
2.计算机机壳应和机床地线相连。
3.不要带电插拔RS232接口。
4.如不按以上要求,出现机床FANUC DNC传输模块烧坏,计算机RS232(COM1,COM2)接口烧坏, 本公司不负任何责任。
5.为保证机床接口安全可特别加装DNC传输光电隔离器。
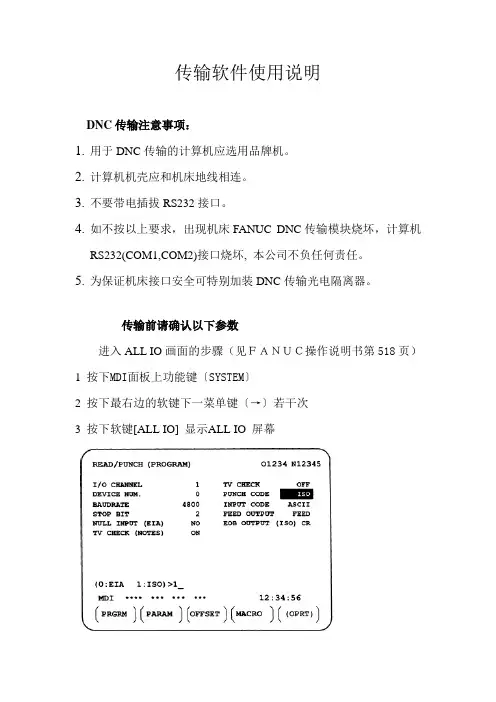
传输前请确认以下参数进入ALL IO画面的步骤(见FANUC操作说明书第518页)1 按下MDI面板上功能键〔SYSTEM〕2 按下最右边的软键下一菜单键〔→〕若干次3 按下软键[ALL IO] 显示ALL IO 屏幕以上参数设置如下:READ / PUNCH (PROGRAM) 01234 N12345I/O CHANNEL 0 TV CHECK OFFDEVICE NUM 0 PUNCH CODE ISORUADRATE 9600 INPUT CODE EIA/ISOSTOP BIT 2 FEED OUTPUT NO FEEDNULL INPUT NO EOB OUTPUT LFTV CHECK (NOTES) OFF传输原则及提示: 接收方准备好后发送方再发送。
当机床准备好接收数据后,显示器右下角有“LSK”字样在闪动。
一旦机床接收到数据显示器右下角的“LSK”字样立即变为“输入”。
软件操作1.传输软件至少需要两个文件: TERMINAL.EXE和FFANUC.TRM2.依次选择菜单[FILE]---[OPEN] 进入以下对话框3.选择FFANUC.TRM后, 用OK确认4.选择菜单[SETTING]---[COMMUNICATIONS]进入以下对话框5.用COM1或COM2由电脑侧接线而定,设置传输参数后用OK确认6.依次选择菜单[TRANSFRS]---[SEND TEXT FILE]进入以下对话框7.选择需要传输的文件后,用OK确认8.接受文件依次选择菜单[TRANSFRS]---[RECEIVE TEXT FILE]进入以下对话框9.输入接受文件名(必须带后缀TXT)后用OK确认10.软盘中cs.txt文件是系统参数,bccs.txt是螺距误差补偿数据。
MAZAK系统-DNC无线传输操作说明在机床内设有3个固定的程序O0001、O0002、O0003 。
说明:O0001用来调用成熟程序。
O0002用来调用程序目录。
O0003用来调用新品试切程序。
上传程序:即程序从机床(NC)传输到DNC服务器(PC)1、机床处于传输状态(DATA IN/OUT),出现程序内容画面或程序目录画面,进入程序传输界面。
按软键[(TAPE I/O)]–[PUNCH](NC TO TAPE)****–[START],开始传输。
说明:****代表输入的程序号,如1234,上传到服务器会自动保存为1234。
远程调用程序目录远程下载程目录:1、机床处于传输状态(DATA IN/OUT)。
2、执行如下操作机床操作步骤: 软键[(TAPE I/O)] –[PUNCH](NC TO TAPE)-输入程序号2- START 输出完成-[LOAD](TAPE TO NC)-输入8000-[START]-电脑会自动把程序发送到机床程序号为8000(“****”代表你要下载的程序)。
3、执行前请先检查机床是否有8000号程序,如果有请先删除。
远程调用程序远程下载:1、到目录8000号程序中查找要下载的程序。
2、机床处于传输状态(DATA IN/OUT)。
3、打开O0001程序,修改M****为你要的程序号码。
如M1234(其中1234是存储在服务器中的程序文件名)。
4、执行如下操作机床操作步骤: 软键[(TAPE I/O)] –[PUNCH](NC TO TAPE)-输入程序号1-[START] 输出完成-[LOAD](TAPE TO NC)-输入****-START-电脑会自动把程序发送到机床程序号为****(“****”代表你要下载的程序)5、调用新品试切程序:程序号由程序员提供,用O0003程序调用,具体步骤同O0001。
注意事项1、安装在机床上的通信线缆不要热插拔,如果需求请断开机床电源。
FTPSERV软件DNC使用方法
1、CNC设定
参数:11630#1=1
14885#0=0
14885#1=1
20=9
其他:内嵌以太网选择
公共设定:IP地址:设定NC的IP地址(保证电脑IP地址与NC的IP地址在同一网段,即前三个字节相同,最后一个不同)
子掩码:255.255.255.0
路由器地址:如无路由器无需设定
FOCAS2设定:TCP=8193 UDP=8192 时间间隔=30
设备有效:内置板
TFP传送:
主机名:电脑IP地址
端口号:21
用户名:USER
密码:123
登陆地址:C:/FANUC
PING下测试下联通情况
2、电脑IP地址设定
本地连接IPV4:
IP地址:设定与NC的IP地址同一网段地址
子掩码:255.255.255.0
默认网关:无需设定
3、电脑其他:
关闭防火墙
关闭所有杀毒软件
关闭占用FTP的21号端口的软件(例如:三菱FTP传入软件) 4、打开软件
5、设定---用户设定
设定用户:USER
密码:123
目录:C:/FANUC
属性:不能勾选“没有数据”、“虚拟连接“,其他都勾上。
6、设定——设置
检查端口号为21号端口
7、设定——IP限制设定允许IP地址为:192.168.1.*。
FANUC数控系统的DNC软件传输操作说明FANUC数控系统数据传输操作1 FANUC 数据传输历史最早使用穿孔纸带记载加工程序 , 通过纸带阅读机把加工程序读入数控系统的缓冲寄存器 , 这是早期数控机床自动运行的主要方式。
因为那时候存储器技术还不完善 , 人们只好借助穿孔纸带记录和保存加工程序。
纸带体积庞大 , 还要为其准备专门的阅读机装置 , 稍有不慎或使用多次会造成破损,导致输入错误是无法避免的。
存储器技术的发展已经让我们有足够的理由淘汰纸带和阅读机。
640m纸带所记载的程序容量相当于 256K 字节的存储器 , 其体积也不过是一个30mm × 15m × 3m 的集成电路模块而已。
读入和读出靠软件 , 不占空间。
我们用手工编制的加工程序一般都不太长 , 加工一个有钻、镗、铣、攻丝等工序的汽车变速箱程序大约有 2K 字节就够了 , 这就算长程序。
在 256 K 程序存储器的 FANUC 数控系统里 , 存储100个加工零件的程序是毫无问题的。
当前生产制造的中高档数控系统无一例外 , 全部都采用了这种程序存储器方式作自动运行。
然而随着三轴乃至四、五轴联动功能的出现 , 加工三维空间曲面的编程已经成为必需解决的问题,因为靠人手工是无法实现的。
CAD/CAM 计算机辅助设计/ 制造软件, 特别是具有三维造型和编程的软件受到用户的喜爱。
市面上流行最广的有Pro/Engineer,Unigraphics,Cimatron等。
由于模具制造加工的编程都属于三维实体 , 它们必需使用这些软件进行造型和编程。
计算机应用上述软件生成的加工程序都很长 , 少则 1-3 兆 , 多则几十至几百兆。
这样长的程序数控系统没有可存放的空间,它们只能存放在计算机的硬盘中。
当需要加工时, 利用电缆连接计算机和数控系统的RS232C 串行接口 , 通过 DNC 软件把加工程序一部分、一部分地传送给数控系统。
说明书1.介绍DNC-LINK传输软件具有NC程序编辑、NC程序上载、NC程序下载、DNC加工。
最多可以连接64台NC设备。
它支持各种通讯协议,例如:Mazak、Heidenhain、Lsv-2、FANUC、MITSUBISHI等。
这本操作手册叙述了CNC编程向导的功能及NC程序传输步骤。
2.常用功能描述新建:新建一个新的CNC程序。
打开:打开已存在的CNC程序。
保存:保存当前CNC程序。
打印:打印当前CNC程序。
选择字体:选择文字、尺寸。
计算器:在屏幕进行计算。
传输:DNC传输(上传,下载,限定)详见“4.DNC使用功能”。
文件比较:用这个程序与其他程序进行比较选择。
撤消:恢复上一步之操作。
后退:重做最后已被取消的操作。
剪切:将选中文本移出,并剪到剪贴板上。
复制:选中的文本将被复制到剪贴板。
粘贴:剪贴板的内容粘贴到指定位置。
查找文件:查找指定文件。
继续查找文件:继续查找下一处指定文件,执行上次查找搜寻操作。
替换:用其他文件替换指定文件。
3.编辑功能3.1 查找当你点击图标,窗口显示如下:在查找窗口键入你希望查找的文件。
3.2 替换当你点击图标,窗口显示如下:查找内容(N):修改前文件内容。
替换为(P):修改后文件内容。
3.3下拉菜单此功能可以通过编辑窗口的图标实现,这里只能简略叙述,查看图表叙述可得到全面说明。
下拉菜单的功能是:文件菜单:移动和编辑是CNC程序的工作功能。
打开:打开已存在CNC程序,快捷图标保存:保存当前CNC程序。
快捷图标另存为:另存为保存当前CNC程序,给它以不同的原文件的名称。
附加文件:在当前程序之后追加CNC程序,F6与其等效。
插入文件:在当前光标位置插入文件,按Ctrl+F6具有同等效果。
编辑菜单:它的功能作用是打开部分CNC程序的编辑窗口。
回上一步:撤消最后一次操作,Ctrl+Z与撤消作用相同。
重做:重做是执行最后一步重新操作。
定位到哪一行:定位到需要行。
查找:查找指定文件。
一、DNC传输方法
1、将#6451改为0 #8109改为0
2、将I/O参数按下表设置
注:这是传输用到的是CH2口,如要想用CH1口,可将表中#9001、#9003、#9005、
#9011、#9013、#9015、#9017端口改为1即可。
3、在WINCOMM软件中,按如下设置
(通道交换方式软件或
硬件
波特率 #9102 代码#9113
数据位长度(8)#9106
停止位(2) #9103
奇偶校验(无) #9104
注:其中传输波特率根据#9102设置(0:192000 1:9600 2:4800 3:2400 4:1200 5:600 6:300 7:110),port通道取决与pc机侧。
4、当将程序传入系统时,在系统EDIT画面下选择I/O,将A装置改为串口,B 装置改为存储器、目录改为程序、文件名输入自己想要的名称(比如100),在WORK中选择SEND F1,选择要加工的程序,点击发送,出现Wating Machine Receive,在I/O画面下选择传送A-B,点击键盘右下方INPUT,进行传输。
5、当将系统中的程序传出来时,先在wincomm软件中在work工具栏中选择receive f2,在弹出的对话框中输入要保存的文件名,然后在系统EDIT画面下选择I/O,将A装置改为串口,B装置改为存储器、目录改为程序、文件名选择自己要传出的文件名(比如100),在I/O画面下选择传送B-A,点击键盘右下方INPUT,进行传输。
注:A-B和B-A是相对的,PC机侧为串口,当B改为串口,A改为存储器时,输入程序时可选择B-A,输出程序时可选择A-B。
FANUC系统传输指导
1、首先把程序保存在桌面程序文件夹
2、打开CAXADNC2011软件,进行传输
CAXADNC2011——菜单树“FANUC”——发送文件——选择所需要代码——点击确定。
3、机床处于输入等待状态
机床处于“编辑”状态——PROG——输入以O开头的4位文件名——READ(读入)——执行——屏幕显示“标头SKP(输入)”处于输入等待状态。
注意:
通讯参数已调整完毕,选手请勿调整通讯参数,产生错误,后果自负。
华中系统传输指导
1、首先机床处于输入等待状态
F7Dnc通讯----Enter------
2、打开桌面Dnc传输软件,进行传输
打开串口------发送G代码------选择需要传输的文件------确定-----系统提示:正在接收数据------传输完成之后系统提示:等待客户端指令
注意:
1.生成文件必须是txt格式文本文档文件。
2.程序名必须为字母o开头,后跟3至4位数字或字母。
3.程序头必须%号开头,例如%0001. 注:勿使用0000和9999
4.通讯参数已调整完毕,选手请勿调整通讯参数,产生错误,后果自负.
5.面板空白按钮说明:换刀按键左边按键为刀位选择按键;左下机床锁住左边依次为跳段运行选择和程序选择停按键。
6.螺纹加工必须在主轴正转的情况下进行,即M03,反转螺纹加工不执行。
7.螺纹加工时,建议进给速度控制在F2000内,例如螺距6,转速控制在400内。