2.6冲裁排样与搭边
- 格式:doc
- 大小:504.00 KB
- 文档页数:6

影响搭边大小因素有:1)材料的力学性能。
硬度高、强度大的材料搭边可小些,脆性材料及塑性好的材料(软材料)搭边要大些。
2)冲件的形状和尺寸。
冲件尺寸大、外形复杂(特别带有尖突的复杂形零件)以及圆角半径小的冲件搭边要大些。
3)材料厚度。
材料越厚,搭边越大。
4)排样方式。
对排的搭边要大于直排的搭边。
5)送料及挡料方式。
手工送料、有侧压装置的搭边可以小些。
定距侧刃比用挡料销定距的搭边要小。
6)卸料方式。
弹性卸料要比刚性卸料的搭边要小。
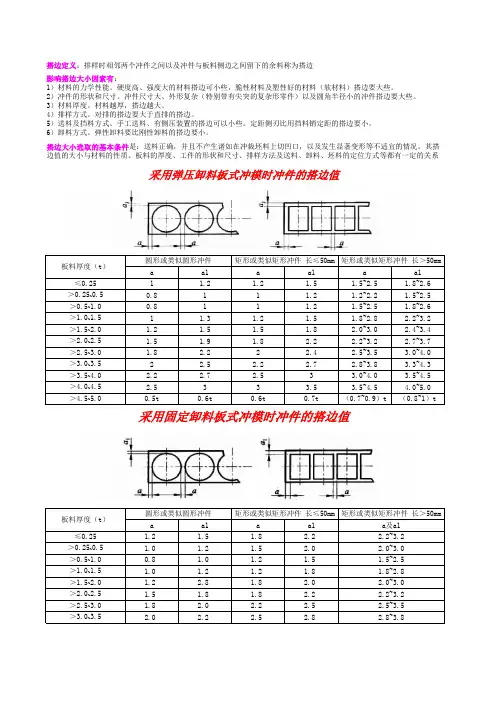
搭边大小选取的基本条件是:送料正确,并且不产生诸如在冲裁坯料上切凹口,以及发生显著变形等不适宜的情况。
其搭边值的大小与材料的性质、板料的厚度、工件的形状和尺寸、排样方法及送料、卸料、坯料的定位方式等都有一定的关系采用弹压卸料板式冲模时冲件的搭边值板料厚度(t)1.8~2.6>0.5~1.00.811 1.2 1.5~2.5 1.8~2.6>0.25~0.50.811 1.2 1.2~2.2 1.5~2.5≤0.251 1.2 1.2 1.5 1.5~2.5搭边定义:排样时相邻两个冲件之间以及冲件与板料侧边之间留下的余料称为搭边圆形或类似圆形冲件矩形或类似矩形冲件 长≤50mm 矩形或类似矩形冲件 长>50mm a a1a a1a a1a及a12.2~3.22.0~3.01.5~2.51.8~2.82.0~3.02.2~3.22.5~3.52.8~3.8>3.0~3.5 2.0 2.2 2.5 2.8>2.5~3.01.82.0 2.2 2.5>2.0~2.51.5 1.8 1.82.2>1.5~2.01.22.8 1.8 2.0>1.0~1.51.0 1.2 1.2 1.8>0.5~1.00.8 1.0 1.2 1.5>0.25~0.51.0 1.2 1.52.0≤0.251.2 1.5 1.82.2板料厚度(t)圆形或类似圆形冲件矩形或类似矩形冲件 长≤50mm 矩形或类似矩形冲件 长>50mm a a1a a1(0.8~1)t采用固定卸料板式冲模时冲件的搭边值>4.5~5.00.5t 0.6t 0.6t 0.7t (0.7~0.9)t 3.5~4.5>4.0~4.52.5333.5 3.5~4.5 4.0~5.0>3.5~4.02.2 2.7 2.533.0~4.0 3.0~4.0>3.0~3.52 2.5 2.2 2.7 2.8~3.8 3.3~4.3>2.5~3.01.82.22 2.4 2.5~3.5 2.4~3.4>2.0~2.51.5 1.9 1.82.2 2.2~3.2 2.7~3.7>1.5~2.01.2 1.5 1.5 1.82.0~3.0>1.0~1.51 1.3 1.2 1.5 1.8~2.8 2.2~3.2。

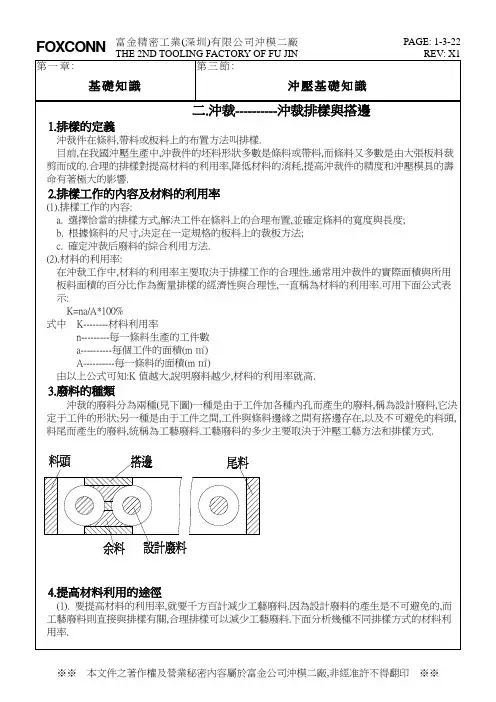
排样与搭边冲裁件在条料上的布置方法叫排样!排样的原则是:使模具结构简单,材料利用率高,工件质量好,效率高,操作方便。
排样一般的形式有;直排(一般形状简单的),斜排(L型或其他复杂形状的工件),直对排(T型或凹型工件),斜对排(T型工件),混合排(两种工件,材料和厚度要一致)多行排(用在小工件上),裁搭边(大批量,小而窄的工件)。
另外要注意的事项:1、注意片纹方向(一般扎制方向要垂直于纤维方向)以防止工件的弯曲开列2、如果材料的宽度就是工件尺寸时,那下料尺寸精度就是工件所能达到的尺寸精度(剪板精度)3、如手工送料,那长度不要超过1.5M,(一般是板料宽度)4、如果有废料,则尽量保留完整的废料搭边:在条料上冲裁时,工件之间或工件与材料边上的余料叫搭边(连续模可以1.25(主要用来补偿送料误差)一般1.5—3MM,—1.5倍料厚)工序件的携带方式:连续模一般采用先冲孔再落料的排序方式,落料前工件四周和料带是相连的1、成型件的连接有压合连接,实体连接,和通过连接桥连接三种2、工序安排的原则是,把保证工件质量和模具的使用寿命两个要素放在首位3、尽量采用简单的凸、凹模或机构。
哪怕适当增加模具步数3、尽量使压力中心处于模板的中部,(各冲裁与成型步骤要合理,尽量对称)4、对于纯冲裁的排样,要先冲孔,后切边,最后分离。
对于有冲裁和弯曲的,要先冲孔,再切掉弯曲部位的废料,最后再弯曲。
对于有拉深和弯曲的排样,要先拉深后修边,最后弯曲。
以避免材料流动引起的变形5、弯曲件在每个工序的变形程度不要太大,(可以分几次弯)对于不对称的弯曲部分要加防滑装置(尽量避免这种情况)6、有成型的要先成型,相对位置尺寸要求严的要在一个工位一次冲出,废料如果到最后是相连的,要做切废料刀把废料切断排样一旦确定:1、模具的工位数及各工位的作业内容就确定了,冲制顺序也定了2、工件排列的样式和方位就定了,材料利用率也定了3、模具的步距、精度及定距方式也定了,模具的精度就确定了4、条料宽度,供料方式,条料纤维方式,及送料方式就定了,模具的自动化程度就定了5、确定了模具的基本结构,整个模具的复杂程度也定了所以画展开图和排样是设计五金模具的关键。