热轧带钢层流冷却过程控制系统及应用
- 格式:ppt
- 大小:2.21 MB
- 文档页数:30

内蒙古科技大学过程控制课程设计论文题目:热轧带钢层流冷却控制系统设计学生姓名:***学号:**********专业:测控技术与仪器班级:2008-1指导教师:李刚老师2011年 08月31日层流冷却作为控制轧制和控制冷却技术的一个组成部分,直接影响带钢的组织和性能,所以层流冷却过程成为热轧厂生产过程中非常重要的环节。
卷取温度控制精度是保证板带质量和板型良好的关键因素。
从具体实现过程可以看出层流冷却控制过程是一个以预设定计算和前馈修正计算为主,反馈控制为辅的复杂控制系统。
层流温度控制是根据精轧出口的速度, 厚度和精轧终轧温度以及要求的卷取温度对热输出辊道上下的层流冷却装置开启集管段进行设定和控制, 以保证带钢进入卷取机前的实际温度在要求卷取温度及其精度的范围内。
为保证获得具有良好综合机械性能的热轧带钢,必须使其迅速冷却到所需要的卷取温度。
带钢冷却具有变形强化和相变强化的综合作用,既能提高带钢强度,又能改善带钢的韧性和塑性。
热轧带钢的温度控制,一方面为了改善钢材的组织状态,提高带钢综合力学性能;另一方面可防止因不均匀变形造成的带钢扭曲和弯曲变形,还可以减少带钢表面氧化铁皮的生成。
关键词:前馈;反馈;自适应;层流冷却;卷取温度;热轧带钢摘要........................................................... - 1 - 第一章引言........................................ 错误!未定义书签。
第二章热轧带钢层流冷却系统的控制目标和任务..................... - 4 -2.1 热轧带钢层流冷却系统的控制目标.......................... - 4 -2.2 层流冷却系统的控制原理.................................. - 4 -2.2.1 层流的概念......................................... - 4 -2.2.2 对层流的数学描述................................... - 5 -2.2.3层流冷却的基本原理................................. - 5 -2.2.4 层流冷却现场结构模型............................... - 5 -2.3 层流冷却的控制难点:.................................... - 6 - 第三章层流冷却控制系统结构........................ 错误!未定义书签。
热轧带钢的层流冷却热轧带钢一部分是以钢卷状态提供给冷轧带钢的生产作为原料,其余则是以横切钢板或钢卷状态,提供给机械制造、建筑、造船工业、汽车制造业、压力容器、输油气管道、冷弯型钢等行业使用。
由于产品用途的差异,对热轧带钢机械性能的要求也不同。
带钢轧后冷却过程是调整产品性能的重要手段,其中卷取温度控制是影响成品带钢性能的关键工艺参数之一。
卷取温度控制的目的,就是通过层流冷却段长度的动态调节,将不同工况(温度、厚度、速度)的带钢从比较高的终轧温度迅速冷却到所要求的卷取温度,使带钢获得良好的组织性能和力学性能。
控制带钢最终的卷取温度和冷却过程中的降温速度是卷取温度控制的主要内容。
热轧带钢的实际卷取温度是否能控制在要求的范围内,主要取决于带钢冷却系统的控制精度。
当实际卷取温度超出要求的范围,钢卷的组织性能会变差,所以卷取温度控制系统必须能够满足多品种带来的多种冷却模式及控制要求的需要。
目前在生产中所采用的控制冷却方式主要有三种:气水混合冷却,幕状层流冷却和柱状层流冷却。
当控制冷却中使用的冷却介质为气水时为气水混合冷却。
当以水为冷却介质时依据其冲击钢板的流态方式不同,可分为两大类:一类是层流冷却,另一类是紊流冷却。
由于层流水冲击钢板后围绕冲击区形成层流扩展区,冷却水飞溅少,冷却能力高,与非层流冷却相比,可节省水30%。
所以,现代生产线上都采用层流控制冷却方式,层流又分为柱状层流和幕状层流。
柱状层流又分为直管式和U型管式两种。
一个喷头上可设一排、两排、四排或更多的喷嘴。
喷嘴数量的增加使柱状层流的冷却能力得到提高,也可改善钢板的冷却均匀程度。
实践证明,层流冷却的冷却效果比较好。
幕状层流冷却方式是从喷嘴喷出一种幕墙式水流,水流在钢板表面上形成一细条冲击区,冲击区前后为层流扩展区。
冷却介质与钢板间的热交换主要发生在冲击区和层流扩展区。
理论和实践都证明对于热轧带钢而言,层流冷却的效果最佳。
冷却水从集管中连续而稳定的流出,形成平滑、连贯的水流,呈层流状直接落到带钢表面,并在带钢表面也形成层流,流速稳定,控制简单,便于维护。
热轧层流冷却热轧层流冷却是一种常用的金属材料冷却技术,主要应用于热轧钢板的生产过程中。
它通过高速气流对热轧钢板进行冷却,以达到快速降温的目的,从而使钢板具备所需的力学性能和表面质量。
本文将从层流冷却的原理、优势以及应用方面进行探讨。
层流冷却是指气体在冷却过程中保持流动的状态,且气流流速均匀,呈现分层流动的状态。
层流冷却技术在热轧钢板生产中得到了广泛应用,其原理是通过高速气流与热轧钢板表面的热量交换,将钢板迅速冷却。
在这个过程中,气流要求具备一定的流速和流量,以确保钢板表面的温度快速下降。
同时,层流冷却还可以有效地控制钢板的冷却速度,避免产生不均匀的温度分布和应力集中现象,提高钢板的机械性能。
层流冷却相对于传统的冷却方法具有许多优势。
首先,由于层流冷却采用气体作为冷却介质,相比于水冷却可以避免钢板表面的氧化反应,从而减少了钢板表面的氧化层,提高了表面质量。
其次,层流冷却具备较高的冷却速度,可以迅速降低钢板的温度,减少晶粒长大和相变的时间,从而提高了钢板的强度和硬度。
此外,层流冷却还可以减少钢板的变形和残余应力,提高了钢板的平直度和形状精度。
因此,层流冷却技术在提高产品质量、降低生产成本方面具有显著的优势。
在实际应用中,层流冷却主要应用于热轧钢板的生产过程中。
热轧钢板是指通过高温轧制工艺将钢坯轧制成所需厚度的金属板材。
在热轧过程中,钢板需要经历高温轧制后的迅速冷却,以获得所需的力学性能和表面质量。
层流冷却技术在这个过程中起到了关键的作用。
层流冷却在热轧钢板生产中的应用主要分为两个阶段:初冷和终冷。
初冷阶段是在钢板经过初轧后,通过层流冷却设备进行快速冷却,以降低钢板的温度。
终冷阶段是在钢板经过中间轧制后,再次进行层流冷却,使钢板的温度进一步降低,并保持在适宜的范围内。
通过层流冷却的双重作用,可以使热轧钢板达到理想的力学性能和表面质量要求。
热轧层流冷却作为一种高效的钢板冷却技术,在热轧钢板生产中具有重要的应用价值。

案例4 新钢1580mm热连轧层流冷却控制技术1 技术简介新钢热轧薄板工程即将进入设备安装阶段,相关的各项技术准备工作已陆续展开。
热连轧是融各项高新技术于一体的生产过程,其中层流冷却控制是其关键技术之一。
热轧带钢卷取温度是影响成品带钢性能的重要工艺参数,其范围必须满足一定的工艺要求,过高或过低都将给带钢的组织和性能带来不良影响,而卷取温度的控制和控制精度正是通过层流冷却设备及层流冷却控制技术实现的。
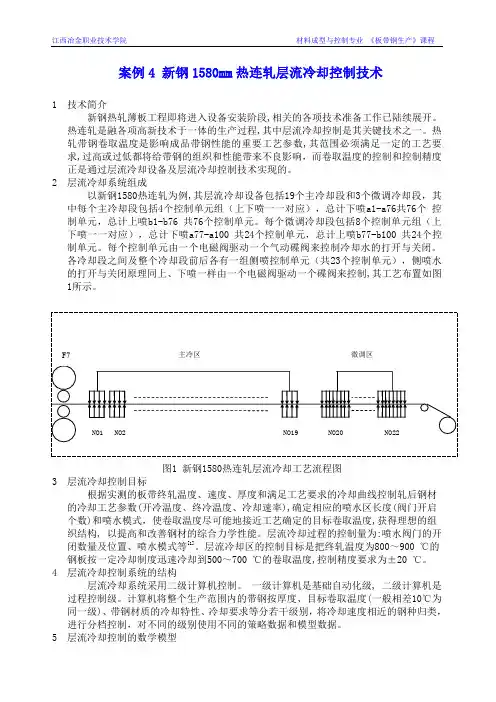
2 层流冷却系统组成以新钢1580热连轧为例,其层流冷却设备包括19个主冷却段和3个微调冷却段,其中每个主冷却段包括4个控制单元组(上下喷一一对应),总计下喷a1-a76共76个控制单元,总计上喷b1-b76 共76个控制单元。
每个微调冷却段包括8个控制单元组(上下喷一一对应),总计下喷a77-a100 共24个控制单元,总计上喷b77-b100 共24个控制单元。
每个控制单元由一个电磁阀驱动一个气动碟阀来控制冷却水的打开与关闭。
各冷却段之间及整个冷却段前后各有一组侧喷控制单元(共23个控制单元),侧喷水的打开与关闭原理同上、下喷一样由一个电磁阀驱动一个碟阀来控制,其工艺布置如图1所示。
图1 新钢1580热连轧层流冷却工艺流程图3 层流冷却控制目标根据实测的板带终轧温度、速度、厚度和满足工艺要求的冷却曲线控制轧后钢材的冷却工艺参数(开冷温度、终冷温度、冷却速率),确定相应的喷水区长度(阀门开启个数)和喷水模式,使卷取温度尽可能地接近工艺确定的目标卷取温度,获得理想的组织结构, 以提高和改善钢材的综合力学性能。
层流冷却过程的控制量为:喷水阀门的开闭数量及位置、喷水模式等[1]。
层流冷却区的控制目标是把终轧温度为800~900 ℃的钢板按一定冷却制度迅速冷却到500~700 ℃的卷取温度,控制精度要求为±20 ℃。
4 层流冷却控制系统的结构层流冷却系统采用二级计算机控制。
一级计算机是基础自动化级, 二级计算机是过程控制级。
热轧带钢层流冷却的控制层流冷却是控制带钢卷取温度,提高热轧带钢性能的一种重要技术,已经在热轧带钢的生产中得到广泛应用。
热轧带钢冷却技术的发展分为两个方面,一方面是工艺技术的发展,主要体现在各种冷却装置和冷却工艺的进步;另一方面是控制技术的发展,主要体现在控制策略、控制系统的进步。
层流冷却的控制,必须根据生产工艺的要求,采用不同的冷却模式,满足不同产品的要求。
要求系统控制稳定、水耗量低,实现带钢冷却温度高精度控制。
层流冷却系统控制的基本原理主要是根据原始数据输入,计算带钢终轧温度、目标卷取温度,设定带钢冷却所需的空冷段长度和水冷段的长度。
根据实测值调节冷却集管的开闭数量,调节水量和控制冷却温度精度。
其中,通过分析研究,计算层流冷却水量调节与带钢温降是建立带钢冷却系统控制模型的关键环节。
近年来热轧带钢层流冷却系统普遍采用了冷却路径控制,可以实现前部快冷、后部快冷、稀疏冷却、间断式冷却等多种控制冷却模式。
为了加强对带钢相变过程的控制,可以在输出辊道的前部或者后部采用超快速冷却装置。
目前,该项技术已经应用于热轧带钢和中厚板的轧后快速冷却,如:Arcelor/Carlam,NKK/福山,TKS等热连轧机组,对于3~4mm厚度的钢板超快速冷却装置的冷却速度可以达到每秒400℃以上。
比利时科克利尔和日本的NKK通过应用超快速冷却技术,对热轧带钢轧后冷却过程进行精确控制,分别成功开发了700MPa级和800MPa级高强度汽车用热轧带钢,用于制造汽车车轮轮毂。
热轧带钢层流冷却系统有的采用边部遮蔽技术,以实现带钢横向温度分布的高均匀控制,这一技术对于高强钢的横向组织均匀性具有重要的意义。
此外,一种叫做“双调节段的温度前馈控制”的新方式近来引起注意。
以往国内大部分钢铁企业在层流冷却控制上采取的是温度前馈加温度反馈的控制方式。
为了提高控制精度,常规控制系统的设计中引入反馈控制,以弥补前馈控制的不足。
这种反馈补偿,就是在带钢段到达卷取区高温计处时,根据实际落到带钢上的水量来计算温度变化,利用测量的卷取温度和预报的卷取温度的差别确认和修正参数。
热轧带钢层流冷却自动控制系统的研究的开题报告
标题:热轧带钢层流冷却自动控制系统的研究
一、研究背景和意义
随着钢铁行业的发展,热轧带钢生产技术逐步成熟,成为钢铁行业中非常重要的生产工艺之一。
在热轧带钢生产过程中,层流冷却是一个重要的步骤。
传统的层流冷
却控制方法通常依靠人工控制,存在很多弊端,例如温度控制误差大,生产效率低下
等问题。
因此,开发一套自动化控制系统,可以有效地解决上述问题,并提高生产效
率和品质。
二、研究内容和方法
本研究旨在开发一套热轧带钢层流冷却自动控制系统,以实现自动化控制和监测。
主要的研究内容包括以下几个方面:
1.设计层流冷却控制系统的硬件和软件结构,建立冷却控制模型;
2.开发采集和控制单元,实现对硬件设备的控制和数据采集;
3.开发数据存储和处理单元,对采集的数据进行存储和处理,提供数据分析和可视化;
4.测试整个系统的性能,分析自动控制效果,调整控制参数。
在研究方法方面,本研究采用了综合理论和实验方法相结合的方式,首先针对层流冷却的工艺特点进行理论分析,然后设计控制模型并进行模拟实验,最后在现场实
际生产中测试和验证。
三、预期成果和意义
通过本研究,预计可以开发出一套性能优良、操作简便的热轧带钢层流冷却自动控制系统。
此控制系统可以有效地监控和控制冷却温度和速度,提高生产效率和生产
质量。
此外,该系统可以实现自动控制,减少人工干预,从而提高工作效率和生产安全。
本研究对于钢铁行业的生产效率和质量控制具有一定的促进作用,也为相关领域的科研人员提供了一定的技术参考。
首钢1580热轧层流冷却区功能说明轧制技术及连轧自动化国家重点实验室(东北大学)目录1 层流冷却区概述 (4)2 层流冷却系统设计工艺技术参数 (7)3 层流冷却区域设备组成与技术参数 (9)3.1 层流冷却集管装置 (9)3.1.1 层流冷却集管装置的功能 (9)3.1.2 层流冷却集管装置的技术参数 (9)3.1.3 层流冷却集管装置的开闭控制 (11)3.1.4 层流冷却区域带钢微跟踪控制 (14)3.1.5 层流冷却区域出口温度反馈控制 (15)3.1.6 层流冷却区域精轧机抛钢后的冷却水前馈控制 (20)3.1.7 层流冷却集管装置的操作 (22)3.1.8 层流冷却集管装置的状态显示 (24)3.2 层流冷却侧喷装置 (25)3.2.1 层流冷却侧喷装置的功能 (25)3.2.2 层流冷却侧喷装置的技术参数 (25)3.2.3 层流冷却侧喷装置的开闭控制 (25)3.2.4 层流冷却侧喷装置的操作 (26)3.2.5 层流冷却侧喷装置的状态显示 (26)3.3 层流冷却压缩空气吹扫装置 (26)3.3.1 层流冷却压缩空气吹扫装置的功能 (26)3.3.2 层流冷却压缩空气吹扫装置的技术参数 (26)3.3.3 层流冷却压缩空气吹扫装置的开闭控制 (27)3.3.4 层流冷却压缩空气吹扫装置的操作 (27)3.3.5 层流冷却压缩空气吹扫装置的状态显示 (27)3.4 层流冷却上集管倾翻装置 (27)3.4.1 层流冷却上集管倾翻装置的功能 (27)3.4.2 层流冷却上集管倾翻装置的技术参数 (27)3.4.3 层流冷却上集管倾翻装置的控制 (27)3.4.4 层流冷却上集管倾翻装置的操作 (28)3.5 层流冷却边部遮蔽装置 (28)3.5.1 层流冷却边部遮蔽装置的功能 (28)3.5.2 层流冷却边部遮蔽装置的技术参数 (29)3.5.3 层流冷却边部遮蔽装置的控制 (29)3.5.4 层流冷却边部遮蔽装置的操作 (29)3.5.5 层流冷却边部遮蔽装置的状态显示 (29)3.6 热输入辊道冷却装置 (29)3.6.1 热输入辊道冷却装置的功能 (29)3.6.2 热输入辊道冷却装置的技术参数 (29)3.6.3 热输入辊道冷却装置的开闭控制 (30)3.6.4 热输入辊道冷却装置的操作 (30)3.7 层流冷却区域仿真功能 (30)3.8 层流冷却过程计算机控制 (30)3.8.1 层流冷却过程计算机控制功能 (30)3.8.2 层流冷却过程计算机控制设定参数 (31)3.8.3 层流冷却过程计算机控制投入方法 (31)3.8.4 层流冷却过程计算机控制的操作 (31)3.8.5 层流冷却过程计算机控制的状态显示 (31)1层流冷却区概述层流冷却设备安装在精轧机F7机架出口至1号地下卷取机之间,主要由层流冷却集管装置(包括层流冷却精冷上集管装置、层流冷却精冷下集管装置、层流冷却微冷上集管装置及层流冷却微冷下集管装置)、层流冷却侧喷装置、层流冷却压缩空气吹扫装置、层流冷却上集管倾翻装置、层流冷却边部遮蔽装置及热输入辊道冷却装置组成。