热轧带钢层流冷却系统优化
- 格式:pdf
- 大小:189.35 KB
- 文档页数:3

热轧带钢层流冷却的控制层流冷却是控制带钢卷取温度,提高热轧带钢性能的一种重要技术,已经在热轧带钢的生产中得到广泛应用。
热轧带钢冷却技术的发展分为两个方面,一方面是工艺技术的发展,主要体现在各种冷却装置和冷却工艺的进步;另一方面是控制技术的发展,主要体现在控制策略、控制系统的进步。
层流冷却的控制,必须根据生产工艺的要求,采用不同的冷却模式,满足不同产品的要求。
要求系统控制稳定、水耗量低,实现带钢冷却温度高精度控制。
层流冷却系统控制的基本原理主要是根据原始数据输入,计算带钢终轧温度、目标卷取温度,设定带钢冷却所需的空冷段长度和水冷段的长度。
根据实测值调节冷却集管的开闭数量,调节水量和控制冷却温度精度。
其中,通过分析研究,计算层流冷却水量调节与带钢温降是建立带钢冷却系统控制模型的关键环节。
近年来热轧带钢层流冷却系统普遍采用了冷却路径控制,可以实现前部快冷、后部快冷、稀疏冷却、间断式冷却等多种控制冷却模式。
为了加强对带钢相变过程的控制,可以在输出辊道的前部或者后部采用超快速冷却装置。
目前,该项技术已经应用于热轧带钢和中厚板的轧后快速冷却,如:Arcelor/Carlam,NKK/福山,TKS等热连轧机组,对于3~4mm厚度的钢板超快速冷却装置的冷却速度可以达到每秒400℃以上。
比利时科克利尔和日本的NKK通过应用超快速冷却技术,对热轧带钢轧后冷却过程进行精确控制,分别成功开发了700MPa级和800MPa级高强度汽车用热轧带钢,用于制造汽车车轮轮毂。
热轧带钢层流冷却系统有的采用边部遮蔽技术,以实现带钢横向温度分布的高均匀控制,这一技术对于高强钢的横向组织均匀性具有重要的意义。
此外,一种叫做“双调节段的温度前馈控制”的新方式近来引起注意。
以往国内大部分钢铁企业在层流冷却控制上采取的是温度前馈加温度反馈的控制方式。
为了提高控制精度,常规控制系统的设计中引入反馈控制,以弥补前馈控制的不足。
这种反馈补偿,就是在带钢段到达卷取区高温计处时,根据实际落到带钢上的水量来计算温度变化,利用测量的卷取温度和预报的卷取温度的差别确认和修正参数。
内蒙古科技大学过程控制课程设计论文题目:热轧带钢层流冷却控制系统设计学生姓名:***学号:**********专业:测控技术与仪器班级:2008-1指导教师:李刚老师2011年 08月31日层流冷却作为控制轧制和控制冷却技术的一个组成部分,直接影响带钢的组织和性能,所以层流冷却过程成为热轧厂生产过程中非常重要的环节。
卷取温度控制精度是保证板带质量和板型良好的关键因素。
从具体实现过程可以看出层流冷却控制过程是一个以预设定计算和前馈修正计算为主,反馈控制为辅的复杂控制系统。
层流温度控制是根据精轧出口的速度, 厚度和精轧终轧温度以及要求的卷取温度对热输出辊道上下的层流冷却装置开启集管段进行设定和控制, 以保证带钢进入卷取机前的实际温度在要求卷取温度及其精度的范围内。
为保证获得具有良好综合机械性能的热轧带钢,必须使其迅速冷却到所需要的卷取温度。
带钢冷却具有变形强化和相变强化的综合作用,既能提高带钢强度,又能改善带钢的韧性和塑性。
热轧带钢的温度控制,一方面为了改善钢材的组织状态,提高带钢综合力学性能;另一方面可防止因不均匀变形造成的带钢扭曲和弯曲变形,还可以减少带钢表面氧化铁皮的生成。
关键词:前馈;反馈;自适应;层流冷却;卷取温度;热轧带钢摘要........................................................... - 1 - 第一章引言........................................ 错误!未定义书签。
第二章热轧带钢层流冷却系统的控制目标和任务..................... - 4 -2.1 热轧带钢层流冷却系统的控制目标.......................... - 4 -2.2 层流冷却系统的控制原理.................................. - 4 -2.2.1 层流的概念......................................... - 4 -2.2.2 对层流的数学描述................................... - 5 -2.2.3层流冷却的基本原理................................. - 5 -2.2.4 层流冷却现场结构模型............................... - 5 -2.3 层流冷却的控制难点:.................................... - 6 - 第三章层流冷却控制系统结构........................ 错误!未定义书签。
层流冷却是热轧车间不可或缺的重要设备之一,在轧钢过程中它能把带钢的温度从终轧温度冷却到卷取温度。
如果对层流冷却的控制失败,会造成财产安全等重大事故。
所以说对层流冷却的自动化控制必须做到精确、及时、安全可靠。
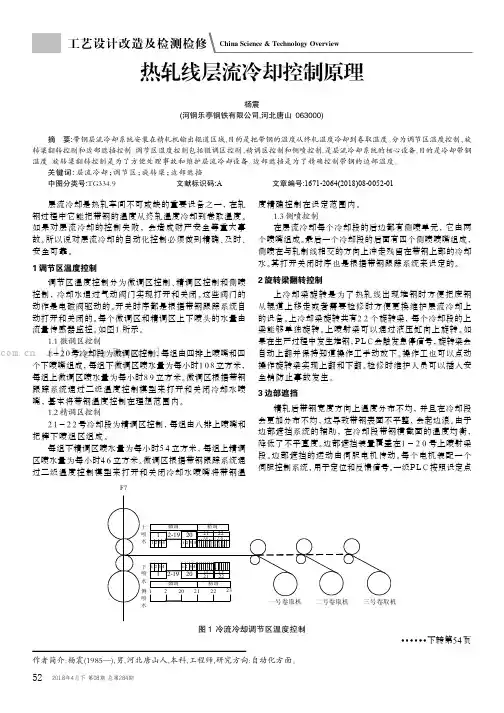
1 调节区温度控制调节区温度控制分为微调区控制、精调区控制和侧喷控制,冷却水通过气动阀门实现打开和关闭。
这些阀门的动作是电磁阀驱动的。
开关时序都是根据带钢跟踪系统自动打开和关闭的。
每个微调区和精调区上下喷头的水量由流量传感器监控。
如图1所示。
1.1 微调区控制1-20号冷却段为微调区控制,每组由四排上喷嘴和四个下喷嘴组成,每组下微调区喷水量为每小时108立方米,每组上微调区喷水量为每小时89立方米。
微调区根据带钢跟踪系统通过二级温度控制模型来打开和关闭冷却水喷嘴,基本将带钢温度控制在理想范围内。
1.2 精调区控制21-22号冷却段为精调区控制,每组由八排上喷嘴和把牌下喷组区组成。
每组下精调区喷水量为每小时54立方米,每组上精调区喷水量为每小时46立方米。
微调区根据带钢跟踪系统通过二级温度控制模型来打开和关闭冷却水喷嘴将带钢温度精确控制在设定范围内。
1.3 侧喷控制在层流冷却每个冷却段的后边都有侧喷单元,它由两个喷嘴组成。
最后一个冷却段的后面有四个侧喷喷嘴组成,侧喷在与轧制线相交的方向上冲走残留在带钢上部的冷却水。
其打开关闭时序也是根据带钢跟踪系统来设定的。
2 旋转梁翻转控制上冷却梁旋转是为了热轧线出现堆钢时方便把废钢从辊道上移走或者需要检修时方便更换维护层流冷却上的设备。
上冷却梁旋转共有22个旋转梁,每个冷却段的上梁能够单独旋转。
上喷射梁可以通过液压缸向上旋转。
如果在生产过程中发生堆钢,PL C 会触发急停信号,旋转梁会自动上翻并保持知道操作工手动放下。
操作工也可以点动操作旋转梁实现上翻和下翻。
检修时维护人员可以插入安全销防止事故发生。
3 边部遮挡精轧后带钢宽度方向上温度分布不均,并且在冷却段会更加分布不均,这导致带钢表面不平整,会起边浪。
热轧带钢的层流冷却热轧带钢一部分是以钢卷状态提供给冷轧带钢的生产作为原料,其余则是以横切钢板或钢卷状态,提供给机械制造、建筑、造船工业、汽车制造业、压力容器、输油气管道、冷弯型钢等行业使用。
由于产品用途的差异,对热轧带钢机械性能的要求也不同。
带钢轧后冷却过程是调整产品性能的重要手段,其中卷取温度控制是影响成品带钢性能的关键工艺参数之一。
卷取温度控制的目的,就是通过层流冷却段长度的动态调节,将不同工况(温度、厚度、速度)的带钢从比较高的终轧温度迅速冷却到所要求的卷取温度,使带钢获得良好的组织性能和力学性能。
控制带钢最终的卷取温度和冷却过程中的降温速度是卷取温度控制的主要内容。
热轧带钢的实际卷取温度是否能控制在要求的范围内,主要取决于带钢冷却系统的控制精度。
当实际卷取温度超出要求的范围,钢卷的组织性能会变差,所以卷取温度控制系统必须能够满足多品种带来的多种冷却模式及控制要求的需要。
目前在生产中所采用的控制冷却方式主要有三种:气水混合冷却,幕状层流冷却和柱状层流冷却。
当控制冷却中使用的冷却介质为气水时为气水混合冷却。
当以水为冷却介质时依据其冲击钢板的流态方式不同,可分为两大类:一类是层流冷却,另一类是紊流冷却。
由于层流水冲击钢板后围绕冲击区形成层流扩展区,冷却水飞溅少,冷却能力高,与非层流冷却相比,可节省水30%。
所以,现代生产线上都采用层流控制冷却方式,层流又分为柱状层流和幕状层流。
柱状层流又分为直管式和U型管式两种。
一个喷头上可设一排、两排、四排或更多的喷嘴。
喷嘴数量的增加使柱状层流的冷却能力得到提高,也可改善钢板的冷却均匀程度。
实践证明,层流冷却的冷却效果比较好。
幕状层流冷却方式是从喷嘴喷出一种幕墙式水流,水流在钢板表面上形成一细条冲击区,冲击区前后为层流扩展区。
冷却介质与钢板间的热交换主要发生在冲击区和层流扩展区。
理论和实践都证明对于热轧带钢而言,层流冷却的效果最佳。
冷却水从集管中连续而稳定的流出,形成平滑、连贯的水流,呈层流状直接落到带钢表面,并在带钢表面也形成层流,流速稳定,控制简单,便于维护。
热轧带钢轧制模型的应用与优化摘要:轧钢模型是热轧带钢过程控制过程系统的控制核心,其参数设定的优劣将直接影响到产品的质量。
介绍了莱钢热轧带钢生产的主要过程控制模型,对主要轧制模型的控制特点及在实际生产中对参数的确定与优化方法进行了阐述,解决了一系列与模型相关的问题。
关键词:轧制模型;应用;参数优化1引言莱钢1500mm热轧带钢生产线主要产品为碳素结构钢、优质碳素结构钢、低合金结构钢、管线钢、花纹板、汽车结构用钢等。
该生产线主要设备有两台端进端出步进梁式数字化加热炉、一架立辊轧机(e1)、一架四辊可逆粗轧机(r1)、热卷箱、双剪刃转鼓式飞剪、六架四辊不可逆式精轧机(f1-f6)、u形管层流冷却、两台全液压三助卷辊卧式卷取机,其自动控制系统主要由北京科技大学国家高效轧制中心设计并实施完成。
21500热轧带钢生产线轧制模型的特点2.1 轧线过程控制系统(l2)简介1500轧线的过程控制系统(l2)是基于中间件的实时数据处理系统,主要实现了轧件跟踪、模型计算和生产数据管理。
l2是基于实时数据内存文件实现的,以达到过程控制的实时性要求。
每支钢的设定数据、实测数据及中间计算数据皆存于实时数据内存文件当中,当这支钢轧制完成后方将这些数据转存于oracle历史数据库中。
l2由两台过程控制服务器组成,其中一台在线运行,另一台实时热备,两台服务器公用一磁盘阵列,并通过dateware软件实现双机热备。
当在线运行服务器发生故障时系统会自动切换到备用服务器,也可以在系统正常运行时通过系统终端进行手动方式切换。
l2的操作系统为windows 2000 server 中文版和windows 2000 professional 中文版。
控制系统网络采用环形结构与星型结构相结合的混合拓扑结构,网络主干为高可靠性的双环冗余结构的光纤快速以太网。
2.2 热轧带钢的轧制模型轧制模型是实现热轧带钢生产自动控制的基础,是轧线自动控制系统的大脑。
热轧层流冷却热轧层流冷却是一种常用的金属材料冷却技术,主要应用于热轧钢板的生产过程中。
它通过高速气流对热轧钢板进行冷却,以达到快速降温的目的,从而使钢板具备所需的力学性能和表面质量。
本文将从层流冷却的原理、优势以及应用方面进行探讨。
层流冷却是指气体在冷却过程中保持流动的状态,且气流流速均匀,呈现分层流动的状态。
层流冷却技术在热轧钢板生产中得到了广泛应用,其原理是通过高速气流与热轧钢板表面的热量交换,将钢板迅速冷却。
在这个过程中,气流要求具备一定的流速和流量,以确保钢板表面的温度快速下降。
同时,层流冷却还可以有效地控制钢板的冷却速度,避免产生不均匀的温度分布和应力集中现象,提高钢板的机械性能。
层流冷却相对于传统的冷却方法具有许多优势。
首先,由于层流冷却采用气体作为冷却介质,相比于水冷却可以避免钢板表面的氧化反应,从而减少了钢板表面的氧化层,提高了表面质量。
其次,层流冷却具备较高的冷却速度,可以迅速降低钢板的温度,减少晶粒长大和相变的时间,从而提高了钢板的强度和硬度。
此外,层流冷却还可以减少钢板的变形和残余应力,提高了钢板的平直度和形状精度。
因此,层流冷却技术在提高产品质量、降低生产成本方面具有显著的优势。
在实际应用中,层流冷却主要应用于热轧钢板的生产过程中。
热轧钢板是指通过高温轧制工艺将钢坯轧制成所需厚度的金属板材。
在热轧过程中,钢板需要经历高温轧制后的迅速冷却,以获得所需的力学性能和表面质量。
层流冷却技术在这个过程中起到了关键的作用。
层流冷却在热轧钢板生产中的应用主要分为两个阶段:初冷和终冷。
初冷阶段是在钢板经过初轧后,通过层流冷却设备进行快速冷却,以降低钢板的温度。
终冷阶段是在钢板经过中间轧制后,再次进行层流冷却,使钢板的温度进一步降低,并保持在适宜的范围内。
通过层流冷却的双重作用,可以使热轧钢板达到理想的力学性能和表面质量要求。
热轧层流冷却作为一种高效的钢板冷却技术,在热轧钢板生产中具有重要的应用价值。
;二生卜卖疮)....鞍钢1580mm热轧冷却水设备系统优化与改进王存,刘旺臣,何士国,王杰,贺亮,李江委(鞍钢股份有限公司皱鱼圈钢铁分公司,辽宁营口115007)摘要:针对鞍钢1580mm热轧机组轧棍冷却水喷溅和渗漏问题,对轧棍冷却水设备系统进行优化和改进。
通过安装立棍挡水板、水平棍护板内侧挡水板和轧机出口横排气喷装置,大幅提高了冷却水利用效率,并减少钢板表面残留积水问题,可以达到节约用水、减少热损失的效果。
关键词:热轧;冷却水;挡水板;气喷装置中图分类号:TG333文献标识码:A文章编号:1006-4613(2021冤03-0054-04Optimization and Upgrading of Cooling Water System forAnsteel1580mm Hot Rolling LineWang Cun,Liu Wangchen,He Shiguo,Wang jie,He Liang,Li Jiangwei(Bayuquan Branch of Angang Steel Co.,Ltd.,Yingkou115007,Liaoning,China)Abstract:In view of the problem that splashing and leaking occurred in cooling water for rolls in the1580mm hot rolling mill,the cooling water system for rolls was optimized and upgraded.And so the utilization efficiency of cooling water was greatly improved by installing the water baffle for vertical rolls,water baffle at the inside of guard board for horizontal rolls and airjet device horizontally at the outlet of the mill.In the same time the troubles on residual water remained on the surface of steel sheets could be reduced and thus the water conservation and reduction of heat loss could be achieved.Key words:hot rolling;cooling water;water baffle;air-jet device随着现代工业的快速发展,对水资源的需求越来越迫切,而且用水成本越来越高,国家产业政策对工业用排水日趋严格,《钢铁行业生产经营规范条件》(工原咱2010暂第105号文)和《钢铁行业十三五规划》(2016—2020)均对钢铁行业用排水指标作出严格要求,降低用水成本是钢铁企业要解决的重要问题咱5热轧产线轧制过程钢板温度一般都在800益以上,为保护轧辐、辐道等设备不被钢板烧伤,需要不断用浊环高压水对设备进行冷却,一方面会消耗大量水资源,另一方面部分冷却水会喷溅、渗漏到钢板表面,影响钢板热损失增加,造成资源和能源的浪费。