热轧带钢层流冷却水处理系统设计改进Word
- 格式:doc
- 大小:106.50 KB
- 文档页数:18

热轧带钢技术论文(2)热轧带钢技术论文篇二热轧带钢轧后控制冷却技术的发展及比较摘要:本文对国内外热轧带钢轧后控制冷却技术从20世纪20年代到现在的发展做了介绍,同时对不同控制冷却方式进行了比较。
关键词:热轧带钢,控制冷却,喷水冷却,层流冷却,水幕冷却,超快速冷却UFC。
控制轧制和控制冷却技术已发展成为现代轧钢技术的一项重要工艺。
近年来,随着市场对热轧带钢的需求量增大,对钢材的质量要求也越来越高,不仅要求有很好的表面质量,对钢材的组织力学性能更是提出了更高的要求。
热轧带钢卷取温度的控制是整个热轧生产成品的最后一个环节,为了获得所需要的微观组织形态和力学性能,要求实现快速有效的轧后冷却,使得钢材冷却过程中的温度控制要求更严格。
轧后冷却是控制热轧带钢最终机械性能和板形质量的一个关键环节,这已成为全世界业内研究人员的共识。
控制冷却技术是从对控制冷却工艺及有关理论的系统研究、控制冷却系统、控制冷却装置三方面逐步发展起来的。
1.国内外轧后控制冷却的发展90年代,欧美各国也相继在现有设备改造、新技术的引进、全面生产跟踪、管理系统自动化等诸多方面做了大量的工作。
苏联伊里奇-日丹诺夫1700mm热带钢轧机层流冷却装置,采用了一种新型的“管套管”喷嘴,内管输送压缩空气,外管送水,形成细雾化的水汽混合物喷柱,实现了在线水-空冷却。
在供水量不变的条件下,解决了厚度5-10mm带钢冷却不足问题。
日本钢厂针对冷却设备存在的问题再次进行改造,使卷取温度的精度大幅度提高。
截止1994年,对于厚度2.4mm,卷取温度550℃的普碳钢,99%的热轧带钢卷取温度可控制在士20℃以内。
日本水岛厂热带钢轧机冷却设备进行了一系列改造,流量控制阀采用了响应时间仅为0.5秒,使用寿命超过75万次后仍不漏水的活塞阀,设计出I/D=28(过去为20)的新喷嘴,确定喷嘴最佳安装高度,从而提高了冷却能力,提高了冷却精度,尽管末架精轧机出口温度有波动,卷取温度仍控制在10℃目标范围内。
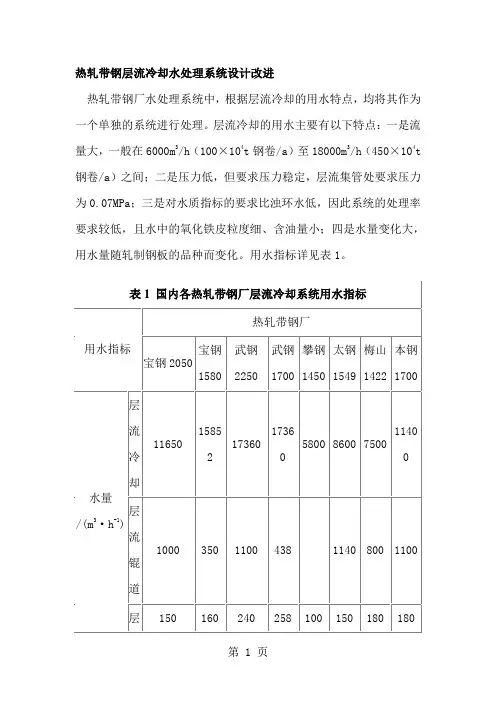
热轧带钢层流冷却水处理系统设计改进热轧带钢厂水处理系统中,根据层流冷却的用水特点,均将其作为一个单独的系统进行处理。
层流冷却的用水主要有以下特点:一是流量大,一般在6000m3/h(100×104t钢卷/a)至18000m3/h(450×104t 钢卷/a)之间;二是压力低,但要求压力稳定,层流集管处要求压力为0.07MPa;三是对水质指标的要求比浊环水低,因此系统的处理率要求较低,且水中的氧化铁皮粒度细、含油量小;四是水量变化大,用水量随轧制钢板的品种而变化。
用水指标详见表1。
本文拟就层流冷却系统的水量平衡和水质稳定以及节能措施两个方面对水处理层流冷却系统的工艺流程设计进行探讨。
1 层流冷却系统的水量平衡和水质稳定热轧带钢热输出辊道有3种不同压力的用水,即:层流冷却(0.07MPa)、层流辊道冷却(0.3MPa)、层流侧喷(1.2MPa)。
其中辊道冷却和侧喷水的水质、水温、水压与浊循环系统的用水差不多,因此许多厂的层流冷却系统中层流辊道冷却和层流侧喷就是直接使用的浊循环系统的辊道冷却水(0.3MPa)和轧辊冷却水(1.2MPa见图1)。
1.1 两个系统的水混用方式的缺点①层流冷却用水经各厂运行实践证明,因其含油量很少,悬浮物去除率要求不高,故该系统不必设除油、除渣设施。
但浊环水中含有一定的油(≤5mg/L),因此,若浊环水长期进入层流系统,会因层流系统未设除油设施而造成该系统水中油含量增加,甚至使水质恶化。
②层流系统因用了浊环系统的水,必须将等量的水返回浊环系统,但这在水量上较难以准确控制,易造成两个系统间水量不平衡。
③层流冷却系统用水的温度及悬浮物较浊环水系统高,因此层流的回返水不能返回至浊环储水池直接给用户用,而必须返回至浊环系统的平流沉淀池经过滤、冷却之后才能满足浊环水的水质要求,这样就增加了浊环水系统的处理负荷,造成投资与运行费用的增加。
1.2 两个系统分开要解决的问题笔者认为层流系统的辊道冷却及侧喷水宜由层流冷却系统自身供给,与浊环系统彻底分开,这样能完全保证该系统的水量平衡和水质的稳定。
浅谈钢铁热轧宽板厂直接冷却循环水系统工艺改进摘要:本文介绍了某钢铁公司热轧宽板厂直接冷却循环水系统,水处理工艺改进的情况,采用化学处理的方法,解决系统中油泥、微生物、腐蚀、结垢等带来的诸多危害。
关键词:直接冷却循环水系统平流沉淀池化学处理油泥微生物1、某钢铁公司热轧宽板厂概况某钢铁公司热轧宽板厂以生产宽中厚板为主,年生产能力100万吨,其中9.0~40×1500~3250mm的中厚板80万吨,2.5~20×1500~2500mm的热轧钢卷20万吨。
生产的钢种主要为5大类:碳素结构钢、优质碳素结构钢、低合金高强度结构钢、管线钢及造船用钢板等。
水处理系统包括:加直接冷却循环水系统、热炉和设备间接冷却循环水系统、层流冷却循环水系统、污泥处理系统等。
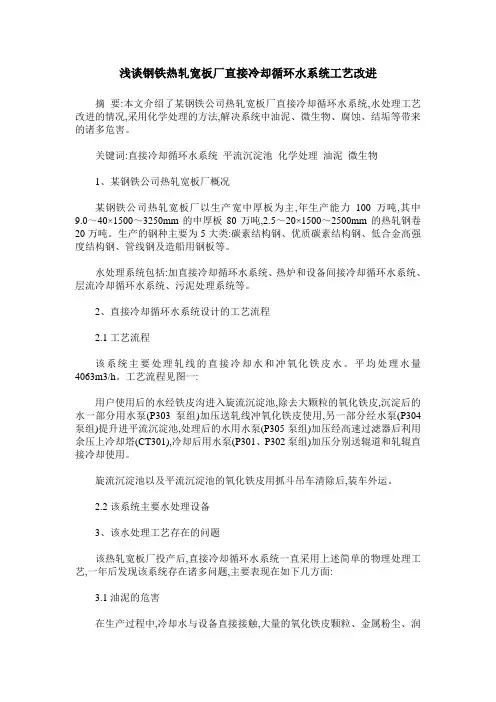
2、直接冷却循环水系统设计的工艺流程2.1工艺流程该系统主要处理轧线的直接冷却水和冲氧化铁皮水。
平均处理水量4063m3/h。
工艺流程见图一:用户使用后的水经铁皮沟进入旋流沉淀池,除去大颗粒的氧化铁皮,沉淀后的水一部分用水泵(P303泵组)加压送轧线冲氧化铁皮使用,另一部分经水泵(P304泵组)提升进平流沉淀池,处理后的水用水泵(P305泵组)加压经高速过滤器后利用余压上冷却塔(CT301),冷却后用水泵(P301、P302泵组)加压分别送辊道和轧辊直接冷却使用。
旋流沉淀池以及平流沉淀池的氧化铁皮用抓斗吊车清除后,装车外运。
2.2该系统主要水处理设备3、该水处理工艺存在的问题该热轧宽板厂投产后,直接冷却循环水系统一直采用上述简单的物理处理工艺,一年后发现该系统存在诸多问题,主要表现在如下几方面:3.1油泥的危害在生产过程中,冷却水与设备直接接触,大量的氧化铁皮颗粒、金属粉尘、润滑油脂等杂质带入水中,这些杂质极易粘合,形成有较大粘性的油泥,油泥很容易粘附在管道、用水设备上,给生产带来了很大危害。
粘附在管道过滤器上,缩小管道过滤器的有效过水面积,降低供水量或增大管道阻力;引起金属垢下腐蚀;粘附在喷嘴上,容易堵塞喷嘴,降低冷却效率,影响板材的表面质量。
浅谈轧钢水系统整改、节能改造摘要:重庆钢铁股份有限公司江南新区自2009年环保搬迁建成运行已有10余载,随着各产线生产能力的不断提升,特别是轧钢工序水系统的运行负荷越来越大,对其要求也逐渐增高。
轧钢水系统跑冒漏滴现象增多,耗能逐步增高、进而出现各类轧钢水压力不够、水量不足的局面,为了改善、消除此态势,从设备改型、管路改造、检维修、节能设计等方面找出应对措施加以整改治理,来顺应目前公司提倡的“低成本、高效率”的生产运行模式。
关键词:轧钢水系统整改节能改造轧钢水系统目前表现出浊环水压力不够,循环冷却水温度上升、设备管路堵塞严重、漏滴现象常见等设备问题,导致能耗高、检维修成本上升、由此造成的环境污染亦趋明显,且设备运行故障率升高、设备综合效能降低,甚至时常造成停产。
浊环水压力低,造成水量不够,产品除鳞效果不好影响产品质量,净环水压力低,水量不足会造成关键设备电机冷却不够,润滑不好电机局部温度升高造成设备故障,影响设备使用效率。
轧钢水压力低原因各异,要保证正常的水压,必须消除导致压力低的所有隐患,降低设备运行风险,才能高效高产。
一、设计缺陷的消除1、设计方面:高压浊环水(1.0MPa)常有堵塞喷嘴影响轧辊冷却的问题,因运行时间的推移产量的提升,管路过滤能力的不足和劣化,比如:浊环水堵塞水嘴影响1780轧辊冷却,因轧钢轴承等部位温度升高,频繁停产换辊,停机时间增加,日历作业率降低,同时吨钢浊环水消耗增加,吨钢成本增加。
为此轧钢供水站在轧钢工序的高压浊环水供水母管上加装两台新过滤器以改善水质,管路堵塞情况好转。
为了更好的服务生产,保证轧钢设备设施状态的稳定。
轧钢水站又对高压浊环水管网做了2项改造:1、在高压浊环水管网末端增加排渣口,分别在粗轧区、精轧区高压浊环水管网末端增加一个DN100手动或气动冲渣阀门(气动冲渣阀门可以将信号接入轧机操作台,实现远程操作)次换辊或检修恢复生产用水前,提前打开排渣阀排污,每次排污时长操作人员根据现场情况自行确定。

;二生卜卖疮)....鞍钢1580mm热轧冷却水设备系统优化与改进王存,刘旺臣,何士国,王杰,贺亮,李江委(鞍钢股份有限公司皱鱼圈钢铁分公司,辽宁营口115007)摘要:针对鞍钢1580mm热轧机组轧棍冷却水喷溅和渗漏问题,对轧棍冷却水设备系统进行优化和改进。
通过安装立棍挡水板、水平棍护板内侧挡水板和轧机出口横排气喷装置,大幅提高了冷却水利用效率,并减少钢板表面残留积水问题,可以达到节约用水、减少热损失的效果。
关键词:热轧;冷却水;挡水板;气喷装置中图分类号:TG333文献标识码:A文章编号:1006-4613(2021冤03-0054-04Optimization and Upgrading of Cooling Water System forAnsteel1580mm Hot Rolling LineWang Cun,Liu Wangchen,He Shiguo,Wang jie,He Liang,Li Jiangwei(Bayuquan Branch of Angang Steel Co.,Ltd.,Yingkou115007,Liaoning,China)Abstract:In view of the problem that splashing and leaking occurred in cooling water for rolls in the1580mm hot rolling mill,the cooling water system for rolls was optimized and upgraded.And so the utilization efficiency of cooling water was greatly improved by installing the water baffle for vertical rolls,water baffle at the inside of guard board for horizontal rolls and airjet device horizontally at the outlet of the mill.In the same time the troubles on residual water remained on the surface of steel sheets could be reduced and thus the water conservation and reduction of heat loss could be achieved.Key words:hot rolling;cooling water;water baffle;air-jet device随着现代工业的快速发展,对水资源的需求越来越迫切,而且用水成本越来越高,国家产业政策对工业用排水日趋严格,《钢铁行业生产经营规范条件》(工原咱2010暂第105号文)和《钢铁行业十三五规划》(2016—2020)均对钢铁行业用排水指标作出严格要求,降低用水成本是钢铁企业要解决的重要问题咱5热轧产线轧制过程钢板温度一般都在800益以上,为保护轧辐、辐道等设备不被钢板烧伤,需要不断用浊环高压水对设备进行冷却,一方面会消耗大量水资源,另一方面部分冷却水会喷溅、渗漏到钢板表面,影响钢板热损失增加,造成资源和能源的浪费。
热轧带钢卷取温度控制的优化和改进【摘要】本文基于某热轧厂层流冷却系统的改造,分析了该厂层流冷却系统存在的问题,并做了改进和优化。
文中详细阐述了层流冷却模型和控制系统上做的改进。
【关键词】热轧带钢;卷取温度;控制系统;数学模型在热轧带钢生产中,卷取温度是决定轧件强度、延伸性及材料加工性的主要因素,所以必须对卷取温度进行严格控制和管理。
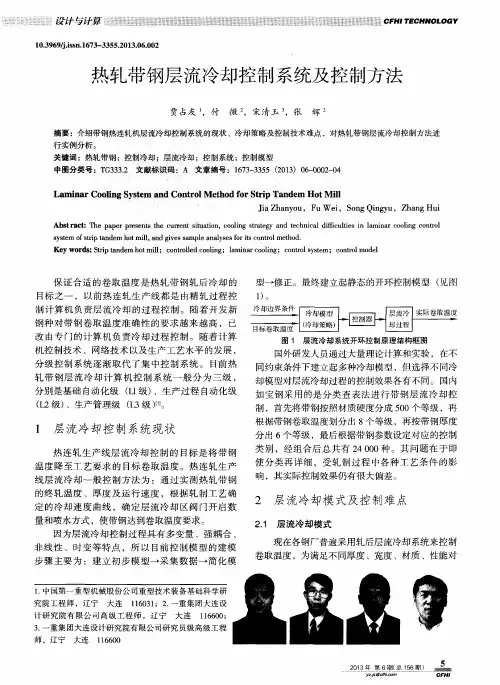
卷取温度控制是通过精轧后带钢层流冷却模型及控制系统来实现的。
层流冷却过程模型根据冷却工艺要求,通过模型计算,确定带钢的冷却规程,并交由基础自动化执行,以达到冷却工艺关于冷却速度、目标卷取温度等的要求,并实现冷却过程的计算机自动控制。
由于层流冷却系统在热轧生产中的重要作用,很多热轧厂在生产过程中逐步对层流冷却系统进行了升级改造和优化[1-3]。
某热轧厂建立于2006年,投产以来层流冷却系统运行较好;但层流冷却模型及控制系统存在一定的缺陷,不能很好地满足卷取温度控制功能及控制精度的要求。
于是,为了扩展控制功能以及提高卷取温度控制精度,对层流冷却模型及控制系统做了改造。
本文主要阐述了该厂层流冷却模型及控制系统的改造内容。
一、层流冷却系统简介该热轧厂采用传统的层流冷却工艺。
层流冷却装置为低压管式层流冷却,布置在输出辊道的上方和下方,分为粗冷段和精冷段。
在第一个冷却区段的入口、最后一个冷却区段的出口、以及相邻两个冷却区段之间均设有侧喷扫水喷嘴组,依次交叉布置,以除去带钢上表面的积水。
在精轧末机架的出口装有测厚仪,测量带钢终轧时的实际厚度。
在精轧末机架的出口、粗冷段和精冷段之间,以及精冷段之后分别装有高温计,分别测量带钢在精轧出口处的温度、中间温度和卷取的实际温度。
其层流冷却的设备布置图如下所示:层流冷却控制系统采用两级计算机控制,一级计算机属于基础自动化系统,主要负责仪表检测数据的传递和控制指令的执行;二级计算机属于过程自动化系统,负责计算过程控制参数,并将计算结果下传给一级计算机。
轧钢生产水系统的改造与分析摘要:随着时代的不断发展,钢铁公司钢产量大幅度增加的同时,生产规模也不断扩大,由此导致用水紧张的矛盾日益加剧,地下水位连年下降,影响到采用直流供水方式的机组的正常生产。
为此,必须对线棒材轧钢厂水系统进行全面的改造。
关键词:水冷却;水处理系统;改造;PLC控制轧钢厂部分生产车间原采用直流水。
将原直流水系统改造成净环系统、浊环系统并采用合理的水处理技术,补充水仅为原来的18.5%,排污水减少220m3/h,大大提高了水的循环利用率,经济效益和环境效益明显。
一、原水处理工艺状况对于该机组来说,需要用水点主要包括加热炉冷却水、设备冷却水以及轧机冷却水及冲氧化铁皮水。
在原系统中,主要应用的是深井泵压力供水至主电机通风及设备冷却,其回水经泵二次提压后供加热炉和顶钢机等用户使用,用后水再次经泵加压后供轧机冷却用,轧机冷却废水和冲氧化铁皮废水合并后进入旋流沉淀池,沉淀处理后部分返回冲氧化铁皮,其余外排。
该系统在一个小时之内大约需要补充地下水270t,排废水仅经旋流沉淀池处理,其中SS含量约300mg/L,油类含量也超标,每小时外排水量达250t左右。
加之原旋流池采用水泵经常损坏,维修工作量大,直接影响到生产的正常进行。
二、水处理系统组成2.1管理网在管理网进行配置过程中,主要安装了Siemens公司WinCC监控组态软件的冗余服务器,这两台机器轮番应用,其中一台损坏还可以用另一台代替,这样也就保证了该系统的稳定运行。
而服务器选择大型的网络关系数据库,应用了服务器的体系结构,目的就是希望能够达到分布式数据管理的诸多请求。
除此之外,为了更好的对水处理过程进行实时的监测,还配置了较多的装置有WinCC运行版的PC机作为监控操作站。
而监控操作站主要具有进行远程监控、显示状态以及对数据进行处理等功能。
管理网现场总线选择ProfibusFMS总线,冗余服务器作为ProfibusFMS现场总线的主站,通过CP通信模块与ProfibusFMS现场总线连接。
炉卷轧机生产线层流冷却系统改造与完善【摘要】热带钢轧制的冷却系统对带钢的质量起着重要的作用。
随着计算机控制技术的发展,层流冷却越来越受到重视。
层流冷却自动控制系统采用完全自适应方式,具有响应时间短,控制精度高等优点,具有广泛的应用前景。
【关键词】层流冷却系统;电动调节阀;电磁流量计;PLC0.前言近年来随着产品品种的增多和轧钢工艺的要求,需对整条生产线的自动化控制提高要求,为了满足生产工艺的要求,必须对影响钢品品质的设备进行优化,层流冷却系统在产品轧制过程中起着关键作用,所以要对现有层流冷却系统进行改造和完善。
1.现有层流冷却系统设备简介位置:位于四辊可逆式精轧机和热矫直机之间的辊道处功能:层流冷却系统由L2过程控制系统和L1基础自动化控制系统组成。
L2级系统完成数学模型计算、自适应控制、动态设定、冷却策略的选择和冷却速率控制等功能;L1级系统完成头尾跟踪、故障阀设定、开关阀控制和头尾微冷控制等功能。
控制冷却设备:冷却区总长度54000mm,集管数上下各18组,该系统设计2区,主冷区15组集管,精调区3组集管;主冷区集管每组2个喷头,精调区集管每组2个喷头,上下喷头数分别有36个和108个喷头。
现有供水能力有高位水箱为两个长28000mm,直径3000mm的罐体组成,罐体顶面标高为15000mm。
系统供水能力为2400m3/h。
2.层流系统的主要问题高强度钢板的控冷板形问题是由于钢板在冷却过程中钢板横向温度均匀性和厚度方向温度均匀性决定,温度不均匀导致相变过程不一致,冷却过程中残余应力过大,矫直温度低,钢板强度提高,导致热矫直机无法矫直;或矫直后钢板温度仍然不一致,在冷床上冷却至温度均匀时产生残余应力。
1)横向温度均匀性为保证横向均匀冷却通常采取:集管流量在横向上采用不均匀的流量设计或调节、边部遮挡、侧喷等。
现有的上集管流量在横向上均匀分布,这种布置方式不利于钢板的均匀冷却,尽管侧喷装置和边部遮挡装置的设计会对温度的横向均匀性有改善,但是部分边部遮挡不能正常投入运行,温度均匀性的问题仍然存在。
工业技术科技创新导报 Science and Technology Innovation Herald101DOI:10.16660/ki.1674-098X.2020.17.101热轧层流供水系统优化改造①李永华1 赵忠良2(1.河钢邯钢自动化部 河北邯郸 056015;2.河钢邯钢邯宝能源中心 河北邯郸 056015)摘 要:本文主要对邯钢邯宝能源中心钢轧泵站层流供水系统循环泵的现状进行介绍,并对其存在的一些问题,从工艺设备和控制两个方面进行分析,通过采取对水泵进行节能技术改造和对压力开关进行一些措施改造,合理配置运行泵组,实现了设备的升级改造,提高了效率和稳定性,降低了企业的生产成本,有力的保障了生产的稳定运行。
关键词:层流 水泵 措施 改造中图分类号:TG335 文献标识码:A 文章编号:1674-098X(2020)06(b)-0101-02①作者简介:李永华(1983,7—),男,汉族,河北井陉人,本科,工程师,研究方向:仪控设备的维护。
邯钢公司邯宝能源中心钢轧泵站是亚洲最大的综合型水处理泵站,主要为炼钢厂和热轧厂提供供水任务,层流冷却系统供水是热轧厂钢种轧制的最后一道用水工序, 存在季节性和周期性变化,在生产不同钢板品种时,用水量不同,使用的水泵数量也不同,只有保证供水量的可靠性和供水水质的高品质,才能提高热轧产品的质量,保证产品生产合格率。
热轧厂层流系统使用后的热水,经铁皮沟进入层流沉淀池,其中50%的水量利用过滤器供水泵加压送至过滤器过滤,余压进入冷却塔冷却。
冷却后的水流入冷水井,用冷却水供水泵加压送至热轧循环使用。
1 现状及问题分析1.1 水泵效率低层流系统共有10台水泵,均采用靖江振亚泵业公司生产的无密封自吸泵,其中6台水泵组成的冷却水供水泵组,水泵型号:600WFB-ED1,流量3100m 3/h,扬程30m,配套电机的型号:YL500-650kW ,电压10kV,转速990r/min;4台水泵组成的过滤器供水泵组,水泵型号:600WFB-ED2,流量2600m 3/h,扬程38m,配套电机的型号YL500-630kW 电压10kV,转速990r/min。
热轧带钢层流冷却水处理系统设计改进热轧带钢厂水处理系统中,根据层流冷却的用水特点,均将其作为一个单独的系统进行处理。
层流冷却的用水主要有以下特点:一是流量大,一般在6000m3/h(100×104t钢卷/a)至18000m3/h(450×104t 钢卷/a)之间;二是压力低,但要求压力稳定,层流集管处要求压力为0.07MPa;三是对水质指标的要求比浊环水低,因此系统的处理率要求较低,且水中的氧化铁皮粒度细、含油量小;四是水量变化大,用水量随轧制钢板的品种而变化。
用水指标详见表1。
本文拟就层流冷却系统的水量平衡和水质稳定以及节能措施两个方面对水处理层流冷却系统的工艺流程设计进行探讨。
1 层流冷却系统的水量平衡和水质稳定热轧带钢热输出辊道有3种不同压力的用水,即:层流冷却(0.07MPa)、层流辊道冷却(0.3MPa)、层流侧喷(1.2MPa)。
其中辊道冷却和侧喷水的水质、水温、水压与浊循环系统的用水差不多,因此许多厂的层流冷却系统中层流辊道冷却和层流侧喷就是直接使用的浊循环系统的辊道冷却水(0.3MPa)和轧辊冷却水(1.2MPa见图1)。
1.1 两个系统的水混用方式的缺点①层流冷却用水经各厂运行实践证明,因其含油量很少,悬浮物去除率要求不高,故该系统不必设除油、除渣设施。
但浊环水中含有一定的油(≤5mg/L),因此,若浊环水长期进入层流系统,会因层流系统未设除油设施而造成该系统水中油含量增加,甚至使水质恶化。
②层流系统因用了浊环系统的水,必须将等量的水返回浊环系统,但这在水量上较难以准确控制,易造成两个系统间水量不平衡。
③层流冷却系统用水的温度及悬浮物较浊环水系统高,因此层流的回返水不能返回至浊环储水池直接给用户用,而必须返回至浊环系统的平流沉淀池经过滤、冷却之后才能满足浊环水的水质要求,这样就增加了浊环水系统的处理负荷,造成投资与运行费用的增加。
1.2 两个系统分开要解决的问题笔者认为层流系统的辊道冷却及侧喷水宜由层流冷却系统自身供给,与浊环系统彻底分开,这样能完全保证该系统的水量平衡和水质的稳定。
但这样作有两个问题需要解决:①层流辊道冷却及侧喷水要求温度<35℃,悬浮物<20mg/L,而层流冷却水温度一般在38℃以上,悬浮物一般在40mg/L以上,因此需进行处理。
这在设计上我们已找到解决的办法:层流冷却流程是将回水中一部分水进行旁通过滤、冷却,然后与未处理的水混合以降低全系统用水的悬浮物含量及温度,再供用户使用。
经过滤、冷却后的水中悬浮物<15mg/L,温度<33℃。
只要在层流储水池旁建一侧喷储水池,将过滤降温后的水先引入该水池再溢流入层流储水池中与未处理的水混合供层流用,而侧喷储水池的水则供层流辊道和侧喷用,可保证这两用户的水质和水温。
而这两部分水量与层流冷却水量相比只占很小比例,不必增加层流冷却系统的旁滤量。
②辊道冷却及侧喷需单独设泵组及管道,因此可能会引起投资的增加。
其实,这两部分水无论是来自层流冷却系统还是来自浊环水系统其动力消耗是一样的,即运行费用一样。
层流增设了两组泵但浊环系统的处理能力减小了,两者相比设备费用变化不大。
至于管道,虽增加了两条独立管道,但由于浊环供水系统中这两用户处于管道的末端,会使整个浊环管道均加上该部分转输流量,所以其管道费用并不省。
另外,德国SMS(西马克)公司也在这一点上进行了改进,即把层流辊道冷却水水质要求降低,与层流冷却压力、温度、水质都一样,即可以将层流冷却和层流辊道冷却水合为一根管道供水,这样层流辊道冷却就不需要单设泵组和干管了。
改进后的层流冷却系统见图2。
因此,从层流冷却系统的水量平衡和水质稳定考虑,层流辊道冷却和层流侧喷水宜由层流冷却系统供水,如宝钢2050mm热轧及武钢2250mm热轧就是这样设计的。
2 节能措施层流冷却是热轧带钢各用水系统中用水量最大的一个系统,由于轧制的钢种不同,其需要的冷却强度也不同,造成层流冷却用水量变化很大,在设计中如何根据其特点选取合适的参数,对系统的节能有很大影响。
下面以宝钢1580mm热轧水处理层流冷却系统的设计为例进行分析。
宝钢1580mm热轧水处理层流冷却最大用水量为15852m3/h,但这只是在轧制最不利钢板时所需水量,轧制其他钢板时,其用水量均比它小,若供水设备按最大水量设计显然是一种浪费。
层流冷却由于水量大,所选供水泵一般是高压泵,即电机为高压电机,不宜用频繁起停泵的方式来控制水量,也就是不能停泵。
这样,在用户所需水量小时,水泵的动力浪费就大,反之,水泵的供水能力越接近用户的小水量则越节能。
因此,怎样通过设计使所选设备既要满足用户最大水量,又要使供水设备能力减到最小,这就是摆在我们面前的课题。
1580mm 热轧厂内设有一座水箱(用于稳定水压),我们则在室外增设了一座水箱(用于调节水量),将其并联在层流冷却供水管道上,利用两块带钢轧制之间的间隙时间给水箱充水(供水泵不停),当冷却最不利钢板时,水泵供水加上水箱的储存水就能满足最不利钢板的冷却。
从这里我们可以看出,最大水量是由水泵供水加上水箱的水供给的,如果水箱供应的水越多,则水泵的能力可越小,也就越节能。
但水箱供水不是任意的,与轧钢工艺的要求密切相关。
因此,层流冷却节能的关键是如何确定水箱的容积。
计算水箱容积首先要了解轧制表,从中找出连续轧制两块最不利钢板时的间隙时间(并扣除供水阀门开和关各一次的响应时间),即充水时间,以及一块最不利钢板的冷却时间,笔者推导出以下计算公式:QT=Q1T+Q1T1(1)式中:Q—层流冷却最大水量,m3/h;T—最不利钢板冷却时间,s;Q1—水泵供水能力,m3/h;T1—连续轧制两块最不利钢板时的间隙时间(扣除供水阀门开和关各一次的响应时间),s。
由(1)式可得:Q1=QT/(T+T1) (2)从公式(2)中可计算出水泵的供水能力(Q1)和水箱的容积(Q1T1)。
从(2)式中可以看出,T1与Q1成反比,即连续轧制两块最不利钢板时的间隙时间越长,供水泵的能力就越小,也越节能。
但以上间隙时间是由轧制表决定的,因此设计水箱容积及计算水泵能力必须以轧制表为设计依据,完全满足工艺的要求。
我们设计的宝钢1580mm热轧层流水泵供水能力为10000m3/h,为最大水量的64%,有明显的节能效果。
人工复合生态床处理低浓度农村污水近年随着流域点源污染控制工程的实施,面源氮、磷入湖量占流入滇池总量的比例已超过50%,因此控制面源污染已成为解决滇池富营养化的关键。
根据对滇池某示范控制区的调查,其地表径流、水土流失、固体废物和村镇生活污水是主要面污染源,而河道和沟渠是污染物的最终入湖途径,为此研究、开发了一种适合于该地区的新型人工湿地系统即人工复合生态床系统。
该系统是在人工湿地的基础上选择最佳的植物栽种方式,并在床体内部填充多孔的、有较大比表面积的介质以改善湿地的水力学性能,为微生物提供更大的附着面积,同时增强系统对污染物(尤其是氮、磷)的去除能力。
人工复合生态床作为湿地系统的一种,具有工艺简单、运行管理方便、生态环境效益显著、投资少等优点,适合于村镇生活污水的处理。
根据调查,在滇池地区农村生活污水与排灌水相混合的现象十分普遍,因此农村生活污水汇集出口处因受农田排灌水的影响,污水浓度低、流量大。
对于潜流式湿地,若按常规的水力负荷(一般为2~15cm/d)设计要占很大的面积[1],因此如何提高系统负荷、减少占地面积成为人工复合生态床研究的重点。
1 试验装置及方法1.1 试验装置试验系统设在滇池流域某一示范控制区,共有4个单元床体,结构如图1所示。
首先,污水自流进入调节池,然后通过PVC管送入各个单元床体。
人工复合生态床水流为潜流式,每个床体宽为1m、长为6m、床深为0.7m、坡度为1%。
床体底部铺设10cm厚的碎石(直径为2~4cm)层,中部为40cm厚的炉渣层,上部为10cm厚的土壤层,污水在床体内部水平流动。
布水区和集水区的宽度均为40cm,内部分别填充直径为2~5cm的卵石,集水区底部安装一根多孔集水管,且与外部一根出水高度可调的竖管相联接。
经测定床体平均孔隙率为50%,填充炉渣的水力传导系数为3.47×10-3mm/s。
为了比较不同水生植物的处理效果,在各单元床体种植了不同的植物(具体布置见表1),其中1号床为空白对照。
1.2 植物栽培试验选用滇池流域常见的水生植物:芦苇、茭白和菖蒲。
2001年2月底在滇池附近的沼泽地选择20cm×20cm×40cm(长×宽×高)的带土芽尖并将其移植到各单元床体(种植密度见表1),栽完后立即充水并使根部浸泡在水中,半个月后开始进污水[2]。
1.3 试验条件试验所用污水来自该示范控制区某沟渠的下游段(该沟渠的水流经农田和村镇,最后进入滇池),以生活污水为主,混有一部分农田排灌水及雨水,其特点是污染物浓度低于生活污水,但水量很大。
系统运行期间的进水水质见表2,运行条件见表3。
试验过程中参照国家环保局的推荐方法分析COD、TN、氨氮和TP等水质指标(每周1~2次)。
TP(mg/L)DO( mg/L)2 结果与讨论2.1 对污染物的去除效果湿地系统中具有沉降性的有机物通过沉积和过滤可很快被去除,可溶性有机物主要通过微生物的降解而去除,氮则是通过硝化与反硝化反应及水生植物的吸收而被去除,而磷的去除主要靠沉淀、吸附及水生植物的吸收[1]。
值得指出的是复合生态床中的植物长势非常良好,在4个月内芦苇、茭白和菖蒲分别由0.4m 长高到2.0、2.5和1.2m ,而且枝叶繁密,生长速度明显高于天然环境中的植株。
人工复合生态床对污染物的去除效果见表4。
表4 人工复合生态床对污染物的去除效果床号CODTN氨氮TP进水(mg /L) 出水(mg /L)去除率(%) 进水(mg /L) 出水(mg /L) 去除率(%) 进水(mg /L) 出水(mg /L) 去除率(%) 进水(mg /L) 出水(mg /L)去除率(%) 161~72 23~30 55.6~62.6(59.6) 4.9~7.83.0~4.8 38.5~60.0(50.4) 1.9~2.8 0.4~1.1 62.7~82.8(70.8) 0.58~0.970.24~0.32 54.0~58.7(55.0)2 16~2662.9~73.8(68.6)1.9~3.4 55.5~62.7(59.0) 0.2~0.7 76.4~87.5(83.0)0.20~0.2961.8~66.0(65.0)31567.11.857.0~0.372.5~0.162.2~~23 ~75.4(70.6)~3.264.0(60.6)~0.886.4(80.9)9~0.2867.2(66.0)4 19~2662.9~69.1(66.4)1.9~3.554.4~61.3(57.7)0.4~0.870.8~81.3(78.7)0.21~0.2960.8~65.1(63.2)注:“去除率”一栏中括号内为平均值。