1780mm热轧带钢层流冷却过程控制系统102632页PPT
- 格式:ppt
- 大小:1.67 MB
- 文档页数:32


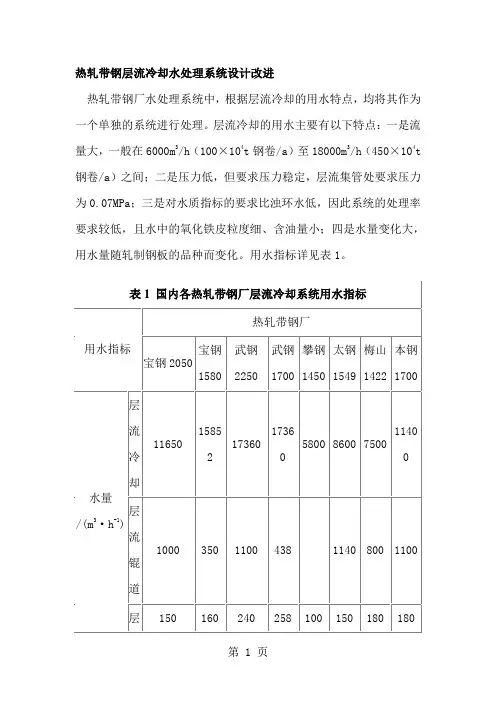
热轧带钢层流冷却水处理系统设计改进热轧带钢厂水处理系统中,根据层流冷却的用水特点,均将其作为一个单独的系统进行处理。
层流冷却的用水主要有以下特点:一是流量大,一般在6000m3/h(100×104t钢卷/a)至18000m3/h(450×104t 钢卷/a)之间;二是压力低,但要求压力稳定,层流集管处要求压力为0.07MPa;三是对水质指标的要求比浊环水低,因此系统的处理率要求较低,且水中的氧化铁皮粒度细、含油量小;四是水量变化大,用水量随轧制钢板的品种而变化。
用水指标详见表1。
本文拟就层流冷却系统的水量平衡和水质稳定以及节能措施两个方面对水处理层流冷却系统的工艺流程设计进行探讨。
1 层流冷却系统的水量平衡和水质稳定热轧带钢热输出辊道有3种不同压力的用水,即:层流冷却(0.07MPa)、层流辊道冷却(0.3MPa)、层流侧喷(1.2MPa)。
其中辊道冷却和侧喷水的水质、水温、水压与浊循环系统的用水差不多,因此许多厂的层流冷却系统中层流辊道冷却和层流侧喷就是直接使用的浊循环系统的辊道冷却水(0.3MPa)和轧辊冷却水(1.2MPa见图1)。
1.1 两个系统的水混用方式的缺点①层流冷却用水经各厂运行实践证明,因其含油量很少,悬浮物去除率要求不高,故该系统不必设除油、除渣设施。
但浊环水中含有一定的油(≤5mg/L),因此,若浊环水长期进入层流系统,会因层流系统未设除油设施而造成该系统水中油含量增加,甚至使水质恶化。
②层流系统因用了浊环系统的水,必须将等量的水返回浊环系统,但这在水量上较难以准确控制,易造成两个系统间水量不平衡。
③层流冷却系统用水的温度及悬浮物较浊环水系统高,因此层流的回返水不能返回至浊环储水池直接给用户用,而必须返回至浊环系统的平流沉淀池经过滤、冷却之后才能满足浊环水的水质要求,这样就增加了浊环水系统的处理负荷,造成投资与运行费用的增加。
1.2 两个系统分开要解决的问题笔者认为层流系统的辊道冷却及侧喷水宜由层流冷却系统自身供给,与浊环系统彻底分开,这样能完全保证该系统的水量平衡和水质的稳定。
沧州中铁热轧1780mm层流冷却介绍及应用作者:唐国峰来源:《科学与财富》2019年第09期沧州中铁热轧1780mm层流冷却介绍及应用唐国峰(沧州中铁装备制造材料有限公司轧钢厂 ; 河北沧州 ; 061113)摘要:主要介绍了沧州中铁1780配置的层流冷却系统,及其实践应用。
关键词:热轧卷取;层流冷却 CTC1.前言控制轧制和控制冷却是热轧钢材的主要生产工艺。
控轧控冷技术经过多年研究实践,已经在轧钢生产中得以成熟应用。
控轧控冷主要是在热轧板带材过程中通过对金属加热、变形、温度制度以及轧后冷却的合理控制,以此获得钢材的优异性能和良好板形。
尤其轧后冷却控制,对板带钢的组织性能和板形质量有很大的影响。
2.轧后冷却2.1冷却形式轧后控制冷却可以使用液体、气体或者两者的混合物。
目前最常用的冷却介质为水。
Zumbrunnen提出的冷却水流冲击平板时的换热区域划分为滞止区、核沸腾/ 过渡区、膜沸腾区、小液态聚集区和空冷辐射区。
[1]自20世纪60年代第一套轧后加速冷却系统应用以来,已经有很多冷却形式已被开发应用:层流冷却、水幕冷却、雾化冷却、压力喷射冷却、板湍流冷却等。
2.2层流冷却装置层冷冷却设备主要由上喷装置、下喷装置、侧喷装置、电磁气动阀控制系统以及高位水箱等组成。
中铁1780热连轧层流冷却装置布置在末架精轧机和卷取机之间长约100 m 的输出辊道上,上部冷却采用U 形管层流冷却装置;下部冷却为喷射集管。
分为精调段和微调段,见图1。
上部冷却系统中精调段有17组,每组4根集管,每根上部集管分布两排U形鹅颈管共计86个;微调段3组,每组8根集管,每根集管上分布一排U形鹅颈管共计43个。
下部冷却系统精调段4×3集管,微调段8×2集管,集管上分布直管喷咀,每根集管上喷咀数35/26个。
在第二组和第十九组的总管上安装流量计。
设计流量:上部总管284.8m3/h,下部总管343.2m3/h。
侧喷系统共21组,每组两个喷嘴,依次分布于两侧,水压1.2MPa。
承钢1780热轧卷板厂层冷PCS系统功能和控制原理摘要:本文介绍承德钢铁公司1780热连轧生产线层流冷却控制系统的组成、原理和实际应用情况,主要阐述二级系统在层流冷却控制系统中的作用,二级模型的模块组成和主要计算流程,以及对影响卷曲温度控制精度的原因进行总结。
关键词:层流冷却;卷曲温度;热轧带钢0 引言卷曲温度控制的好坏直接影响到热轧卷板成品的力学性能、物理性能和再加工性能。
过高的卷曲温度将使成品内部形成二次结晶以及粗晶组织,同时产生较多的氧化铁皮;而过低的成卷温度会使成品表面形成残余应力,导致松卷。
承钢1780热轧卷板厂层流冷却系统采用低压大流量冷却水对带钢进行冷却。
当带钢未进入层冷区域前,系统会按照预先存储在数据库中的冷却策略,以及从历史记录中找到的相同规格和目标温度的数据,计算出带钢在整个层冷区域的温降曲线以及对水阀的预设置。
当带钢进入层冷区域以后,系统根据预先计算好的温度曲线,实时采集的设备状态信号,预定的卷曲温度值以及带钢的位置跟踪计算值等数据,对带钢的温度进行实时控制。
当带钢离开冷却区域后,系统根据在线收集的实测温度、速度等数据一并写入历史记录中,用于下块带钢进行预计算时读取。
1 现场主要执行机构和功能层流冷却系统分为精调区和微调区两部分,现场设备包括上喷装置、下喷装置、侧喷装置以及辊道冷却装置。
精调区共17个冷却单元,每组冷却单元又分为上喷冷却单元和下喷冷却单元,分别由一个电磁阀驱动一个气动碟阀来控制冷却水的打开与关闭,每组上喷冷却单元有2排鹅颈管,每组下喷冷却单元有3排鹅颈管对带钢进行冷却。
微调区共3个冷却单元,每组上喷冷却单元有1排鹅颈管,下喷冷却单元有2排鹅颈管与之相对应。
侧喷装置的主要作用是迅速吹走带钢表面上的冷却水,使层冷实时计算模型能够根据实测的速度、水温、水压等数据尽可能准确地计算出带钢在整个冷却过程中的温降,而不受滞留在带钢表面上水所引起的热传导的影响。
层冷区域共有两组高温计,分别为位于第9、第10组冷却单元之间的中部高温计和卷曲机前的尾部高温计。


热轧板带1780mm热卷箱控制系统的实现及优化摘要:承钢1780mm热卷箱控制系统软件程序由承钢自己编程,本文分析了该系统的构成和原理,对板坯跟踪、成卷、直通进行了深入研究,并针对该套系统在现场应用中的漏洞和易发的问题,进行了分析和优化。
经过一系列的优化后,系统功能及精度得到了大幅提高,为不同厚度、不同硬度的材料进行高速成卷、提高节奏轧制等复杂条件下的控制系统提供了有力保证。
关键词:板坯跟踪成卷直通引言河北钢铁集团承钢公司热轧卷板厂热卷箱是将粗轧过来的中间坯高速卷起来,头部尾部对调后开卷送入精轧机架。
由于成卷过程中尾部定位不好和成卷时成卷区域的HMD(热金属检测器)受氧化铁皮及液压设备不到位的影响不能正常成卷,经过修改板坯跟踪、优化液压调节系统的响应和忽略功能,解决不能成卷的问题,从2009年下半年至今没有出现类似问题。
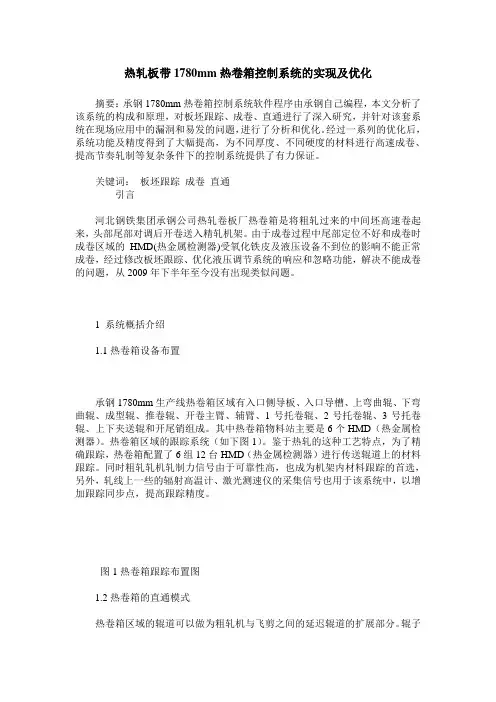
1 系统概括介绍1.1热卷箱设备布置承钢1780mm生产线热卷箱区域有入口侧导板、入口导槽、上弯曲辊、下弯曲辊、成型辊、推卷辊、开卷主臂、辅臂、1号托卷辊、2号托卷辊、3号托卷辊、上下夹送辊和开尾销组成。
其中热卷箱物料站主要是6个HMD(热金属检测器)。
热卷箱区域的跟踪系统(如下图1)。
鉴于热轧的这种工艺特点,为了精确跟踪,热卷箱配置了6组12台HMD(热金属检测器)进行传送辊道上的材料跟踪。
同时粗轧轧机轧制力信号由于可靠性高,也成为机架内材料跟踪的首选,另外,轧线上一些的辐射高温计、激光测速仪的采集信号也用于该系统中,以增加跟踪同步点,提高跟踪精度。
图1热卷箱跟踪布置图1.2热卷箱的直通模式热卷箱区域的辊道可以做为粗轧机与飞剪之间的延迟辊道的扩展部分。
辊子的驱动装置将从粗轧机处得到一个速度信号,热卷箱和飞剪使用HMD 的追踪信息来进行控制。
当为直通轧制时,轧制线上方的所有辊子都将受精轧控制。
其中热卷箱的外部冷却是根据HMD 区域的追踪信号来顺序进行的。
为了更加迅速的实现精轧的控制我们采用光纤通讯的方式来提高精轧的控制。
首钢1580热轧层流冷却区功能说明轧制技术及连轧自动化国家重点实验室(东北大学)目录1 层流冷却区概述 (4)2 层流冷却系统设计工艺技术参数 (7)3 层流冷却区域设备组成与技术参数 (9)3.1 层流冷却集管装置 (9)3.1.1 层流冷却集管装置的功能 (9)3.1.2 层流冷却集管装置的技术参数 (9)3.1.3 层流冷却集管装置的开闭控制 (11)3.1.4 层流冷却区域带钢微跟踪控制 (14)3.1.5 层流冷却区域出口温度反馈控制 (15)3.1.6 层流冷却区域精轧机抛钢后的冷却水前馈控制 (20)3.1.7 层流冷却集管装置的操作 (22)3.1.8 层流冷却集管装置的状态显示 (24)3.2 层流冷却侧喷装置 (25)3.2.1 层流冷却侧喷装置的功能 (25)3.2.2 层流冷却侧喷装置的技术参数 (25)3.2.3 层流冷却侧喷装置的开闭控制 (25)3.2.4 层流冷却侧喷装置的操作 (26)3.2.5 层流冷却侧喷装置的状态显示 (26)3.3 层流冷却压缩空气吹扫装置 (26)3.3.1 层流冷却压缩空气吹扫装置的功能 (26)3.3.2 层流冷却压缩空气吹扫装置的技术参数 (26)3.3.3 层流冷却压缩空气吹扫装置的开闭控制 (27)3.3.4 层流冷却压缩空气吹扫装置的操作 (27)3.3.5 层流冷却压缩空气吹扫装置的状态显示 (27)3.4 层流冷却上集管倾翻装置 (27)3.4.1 层流冷却上集管倾翻装置的功能 (27)3.4.2 层流冷却上集管倾翻装置的技术参数 (27)3.4.3 层流冷却上集管倾翻装置的控制 (27)3.4.4 层流冷却上集管倾翻装置的操作 (28)3.5 层流冷却边部遮蔽装置 (28)3.5.1 层流冷却边部遮蔽装置的功能 (28)3.5.2 层流冷却边部遮蔽装置的技术参数 (29)3.5.3 层流冷却边部遮蔽装置的控制 (29)3.5.4 层流冷却边部遮蔽装置的操作 (29)3.5.5 层流冷却边部遮蔽装置的状态显示 (29)3.6 热输入辊道冷却装置 (29)3.6.1 热输入辊道冷却装置的功能 (29)3.6.2 热输入辊道冷却装置的技术参数 (29)3.6.3 热输入辊道冷却装置的开闭控制 (30)3.6.4 热输入辊道冷却装置的操作 (30)3.7 层流冷却区域仿真功能 (30)3.8 层流冷却过程计算机控制 (30)3.8.1 层流冷却过程计算机控制功能 (30)3.8.2 层流冷却过程计算机控制设定参数 (31)3.8.3 层流冷却过程计算机控制投入方法 (31)3.8.4 层流冷却过程计算机控制的操作 (31)3.8.5 层流冷却过程计算机控制的状态显示 (31)1层流冷却区概述层流冷却设备安装在精轧机F7机架出口至1号地下卷取机之间,主要由层流冷却集管装置(包括层流冷却精冷上集管装置、层流冷却精冷下集管装置、层流冷却微冷上集管装置及层流冷却微冷下集管装置)、层流冷却侧喷装置、层流冷却压缩空气吹扫装置、层流冷却上集管倾翻装置、层流冷却边部遮蔽装置及热输入辊道冷却装置组成。
热轧带钢层流冷却控制系统王芳;吴召明【摘要】为了提高莱钢1 500mm热连轧卷取温度的控制精度,对原基础自动化控制系统进行改造,增加了带Smith预估器的反馈控制和轧机抛钢后的冷却水前馈控制;同时增加了过程自动化控制系统,包括预设定计算、修正设定计算和自学习计算模块.系统改造后,带钢卷取温度控制不稳定的现象基本消除,实现了带钢的冷却模式、卷取温度和冷却速率的精确控制,提高了带钢的质量.【期刊名称】《山东冶金》【年(卷),期】2011(033)002【总页数】3页(P62-63,66)【关键词】带钢;层流冷却;控制系统;前馈补偿;过程自动化【作者】王芳;吴召明【作者单位】莱芜钢铁集团有限公司自动化部,山东莱芜271104;莱芜钢铁集团有限公司自动化部,山东莱芜271104【正文语种】中文【中图分类】TP273莱钢1 500 mm热连轧原层流冷却系统的冷却能力不足,其控制系统只有基础自动化控制,随着市场对带钢质量要求的提高,原控制模式和控制策略都不能满足现有生产需要和卷取目标温度的要求。
为了提高带钢卷取温度的控制精度,对层流冷却系统自动化控制进行改造,优化改进了基础自动化控制系统,增加了过程自动化控制系统。
莱钢银山型钢有限公司板带厂1 500 mm热轧带钢层流冷却装置设置在热轧精轧机F6机架与1#卷取机间的输出辊道上下方,层流冷却区主要设备布置见图1。
层流冷却装置共有15组集管,每组集管有上集管和下集管,分别对带钢上表面和下表面进行冷却,其中前9组为粗冷段,为主冷区;后6组为精冷段,为微调区和反馈控制区。
上部冷却采用U型管层流冷却装置;下部为下喷射集管。
在带钢侧面安装有16组侧喷阀,对带钢的侧面进行冷却。
在层流冷却的入口和出口分别安装有吹扫电磁阀。
卷取温度控制是根据精轧出口的速度、厚度和精轧终轧温度以及要求的卷取温度,对热输出辊道上下的层流冷却装置开启集管段进行设定和控制,以保证带钢进入卷取机前的实际温度在要求卷取温度及其精度的范围内。